1
indice_esp Page 1 Tuesday, January 29, 2002 2:19 PM
1
Enciclopedia de
Herramientas Eléctricas
indice_esp Page 2 Tuesday, January 29, 2002 2:19 PM
2
Publicado por
ROBERT BOSCH LIMITADA - 2001
División de Herramientas Eléctricas
Marketing Center Latin America (MCLA)
Vía Anhangüera, km. 98 – Campinas, Brasil
Casilla Postal 1195 – CEP: 13065-900
http://www.bosch.com.br
Editor
Holger H. Schweizer
Autores
Dipl.-Ing. Hans Lederer
Erwin Ritz
Gerhard B. Salzmann
Holger H. Schweizer
Coordinación en Brasil
Luis Henrique Bressane
Revisión Técnica
Washington Gajardo Varas (Chile)
Fuentes históricas
BOSCH Archive
Archive Axel Niedermann
Layout
Holger H. Schweizer
Ilustraciones Técnicas
Holger H. Schweizer
Gessmann & Clark
73760 Ostfildern
Traducido al español por
Hebe Caletti De Marenco
Editoración
Grafos
Impresión
Gráfica Takano
La impresión, reproducción y traducción,
aún en forma resumida, sólo se permiten
previa autorización escrita del editor y citando la fuente. Las ilustraciones, descripciones, diagramas, dibujos y otras especificaciones sirven exclusivamente para explicar y enriquecer el texto. Los
mismos no pueden servir de base para
construcción y procesos de fabricación u
otros procesos de trabajo relacionados.
Esta enciclopedia ha sido elaborada con
gran cuidado, pero no podemos asumir la
responsabilidad de que su contenido esté
de acuerdo con las disposiciones legales
vigentes. El contenido refleja la tecnología más reciente hasta la época de la publicación.
Sujeto a modificaciones sin aviso previo.
En cuanto a las marcas registradas mencionadas en este libro, sirven sólo como
ejemplo y, en consecuencia, no están
mencionadas específicamente; tampoco
se utilizan como ningún tipo de evaluación. Las definiciones que constan aquí
están de acuerdo con la sección 1000 de
la norma DIN VDE 0740, "Terminología
de Herramientas Eléctricas Manuales",
datada de enero de 1985. Fue ampliado
para cumplir con el propósito de la enciclopedia pero sin alterar la esencia de las
definiciones originales. Para aplicar la
norma se usa la versión con la fecha de
publicación más reciente, que se puede
obtener en VDE - Verlag GmbH, Bismarckstraße 33, 10625 Berlín o Beuth Verlag
GmbH, Burggrafenstraße 6, 10787 Berlín.
© ROBERT BOSCH Limitada
1ª edición, completamente revisada
Printed in Brazil
Imprimé en Brésil
Impreso en Brasil
1ª edición, Septiembre 2001
Cierre de la edición: 20. 08. 2001
ISBN 3-00-004281-4
1609901Z05
EW/VBS-EWLEX.4 5/99 (De)
Por una cuestión de principio, al operar
herramientas para máquinas y su sistema de útiles se deben observar las normas de seguridad y las instrucciones de
operación que correspondan.
No asumimos ninguna responsabilidad
por la interpretación de esta Enciclopedia
de Herramientas Eléctricas.
indice_esp Page 3 Tuesday, January 29, 2002 2:19 PM
3
a
Prefacio de la 1 edición
Ya está disponible la primera edición de
la ENCICLOPEDIA DE HERRAMIENTAS ELÉCTRICAS. Tiene el propósito
de servir como un libro de referencia de
fácil lectura para quienes tienen interés
en las herramientas eléctricas, ya sea por
motivos particulares o profesionales. Para la presente edición hemos revisado
completamente su contenido original en
alemán y mejorado su disposición. Debido a su práctico tamaño de libro de bolsillo Ud. podrá llevarlo a donde vaya.
Siempre que fue posible y necesario
completamos las definiciones y las ilustramos convenientemente. El trabajo de
actualización de la edición anterior consistió en la verificación o eventual corrección de los términos nuevos y los ya existentes. Reflejamos el aumento de la internacionalización de nuestra esfera
económica incluyendo los términos técnicos como títulos en inglés, francés y español tanto en la sección principal como
en el índice. Dentro de sus limitaciones
obvias, la Enciclopedia de Herramientas
Eléctricas puede servir como un diccionario técnico y como una ayuda para traducir las mencionadas lenguas.
El contenido de la Enciclopedia de Herramientas Eléctricas se ha ampliado para
facilitar su utilización en el día a día.
También hemos agregado tablas de referencia de materiales además de las
fórmulas matemáticas fundamentales, los
cálculos geométricos y las tablas de conversión de las unidades y medidas más
utilizadas.
El contenido se completa con recomendaciones de operación de carácter más
general y la utilización de las herramientas eléctricas de BOSCH y los accesorios
de las herramientas eléctricas BOSCH.
Ejemplo de ello son los tópicos especiales sobre los principios básicos de aplicación de las herramientas industriales a aire comprimido y herramientas eléctricas
de corriente alterna de alta frecuencia
(HF). Como las herramientas eléctricas
generalmente se usan en exteriores y por
medio de generadores móviles, dedicamos un capítulo con importantes indicaciones para este tipo de uso.
Para los usuarios interesados en informaciones históricas hemos agregado una
sección con las contribuciones recientes
e ilustraciones desde los primeros años
de la larga historia de las herramientas
eléctricas BOSCH.
Nos gustaría agradecer especialmente a
los Srs. Gerhard B. Salzmann y Hans Lederer, sin cuyo cuidado y preocupación
con los términos principales / de título de
titulares no se podría haber realizado de
esta forma.
Como todos los libros técnicos, esta enciclopedia depende de la opinión de sus
lectores. Por eso es muy importante que
podamos contar con su opinión para las
próximas ediciones. Siempre serán bienvenidas las críticas constructivas que
contribuyan a mejorar y los pedidos de informaciones adicionales. Visite nuestro
sitio : www.bosch.com.br
El Editor
indice_esp Page 4 Tuesday, January 29, 2002 2:19 PM
4
indice_esp Page 5 Tuesday, January 29, 2002 2:19 PM
Índice
5
Índice
Fundamentos
Enciclopedia
de Herramientas
Eléctricas
Nociones
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P, Q
R
S
T
U
V, Z
Tablas matemáticas
Unidades
Fórmulas técnicas más usadas
8–34
35–48
49–78
79–90
92–103
104–116
117–120
122–135
136–142
144–146
147
148–158
160–179
180–181
182
184–208
210–219
221–237
238–251
253–254
256–260
Sistema de Información BOSCH
263
272
275
282
Materiales de trabajo
Valores de los materiales
en general
Metales
Plásticos
Maderas
288
290
298
306
Aplicaciones
Perforar
Atornillar
Amolar
Serrar
Fresar
Seguridad en el trabajo
312
320
323
332
336
338
Temas especiales
Aire comprimido
Alta frecuencia
Alternadores móviles de energía
342
349
360
indice_esp Page 6 Tuesday, January 29, 2002 2:19 PM
6
Leitbegriffe französisch
indice_esp Page 7 Tuesday, January 29, 2002 2:19 PM
Enciclopedia de Herramientas Eléctricas
7
Enciclopedia
de Herramientas
Eléctricas
Nociones
8–262
Sistema de
información BOSCH 263–270
8-48(A-B)_esp Page 8 Tuesday, January 29, 2002 2:24 PM
8
Abertura de Mordazas
Abertura de Mordazas
Accesorios Neumáticos
Spannweite, -backen
Mâchoires de serrage, Ouverture des
mors
Abertura da fixação, morsas
Clamping width, jaws
Armaturen
Tuyauteries, Eléments de robinetterie
Acessórios pneumáticos
Valves and fittings
La mordaza para máquina dispone de
dos mordazas para sujetar las piezas. Su
abertura máxima limita las dimensiones
de la pieza que se puede sujetar.
Expresión de múltiples usos. En relación
con herramientas manuales de potencia
neumáticas se refiere a la unidad de
mantenimiento compuesta de una válvula
de estrangulación, filtro depurador y lubrificador regulable.
Accesorio Suministrado
Son los que normalmente se necesitan
para que funcione la máquina y vienen
desmontados y embalados por separado.
Plantillas de ajuste, llaves macho hexagonales o llaves fijas sirven para el montaje o ajuste de las herramientas eléctricas. Se agregan juegos de cuchillas como piezas de repuesto y muchas otras
cosas como capas de protección y cables
auxiliares.
Accesorios
Zubehör
Accessoires/Equipement
Acessórios
Accessories
Son los accesorios que vienen con las herramientas y los accesorios opcionales.
Accesorios Especiales
Sonderzubehör
Accessoire spécial
Acessórios opcionais
Optional equipment
Sirven para ampliar considerablemente
los campos de utilización y aplicación de
las herramientas eléctricas, pero no vienen junto con la herramienta como accesorio standard.
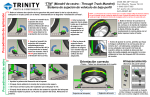
Accesorios neumáticos
1
2
3
1 Tubo de alimentación
2 Guarnición
3 Herramienta neumática
EWL-A017/G
Mitgeliefertes Zubehör
Accessoires fournis avec l´appareil
Acessórios padrão
Standard system accessories
Accionamiento del
Interruptor
Schalterbetätigung
Actionnement de l´interrupteur
Tipos de interruptores
Switch types
Dependiendo del tipo de movimiento del
elemento accionador del interruptor se diferencia entre el:
Pulsador:
El accionador actúa por compresión (generalmente contra un resorte).
Interruptor giratorio:
El accionador realiza un movimiento giratorio.
Interruptor de corredera:
El accionador se desliza de un extremo a
otro.
8-48(A-B)_esp Page 9 Tuesday, January 29, 2002 2:24 PM
Accionamiento Excéntrico
Accionamiento Excéntrico
Accionamiento del interruptor
Exzenterantrieb
Entraînement excentrique
Acionamento excêntrico
Cam drive (eccentric)
A
Eje o árbol rotativo, cuyo centro no es
concéntrico con el del disco accionado.
De esta manera se obtiene un movimiento superpuesto al de rotación. Las lijadoras excéntricas aprovechan este doble
efecto para conseguir un movimiento lijador óptimo. La excentricidad es la separación entre ambos centros de movimiento o, dicho de otra manera, su descentramiento. Se indica en milímetros.
B
Accionamiento excéntrico
Secuencia del
movimiento excéntrico
EWL-S005/G
C
A Interruptor de pression (de bloqueo)
B Interruptor deslizante
C Interruptor rotativo (selector)
9
Accionamiento Directo
Direktantrieb
Entraînement direct
Acionamento direto
Direct drive shaft
En las amoladoras rectas y en taladros
pequeños la prolongación del eje motor
es a la vez el árbol de accionamiento,
transmitiendo directamente la energía sin
emplear una reductora. Las esmeriladoras de turbina y las atornilladoras por bloqueo accionadas por aire comprimido disponen frecuentemente también de un accionamiento directo.
X
Centro del eje de trabajo
Centro del disco
X Excentricidad
8-48(A-B)_esp Page 10 Tuesday, January 29, 2002 2:24 PM
10
Acero al Cromo-Vanadio
Acero al Cromo-Vanadio
Acero para armar
Chromvanadiumstahl
Acier chrome au vanadium (CV)
Aço Cromo-Vanádio
Chrome Vanadium Steel
1 Pared de hormigón
2 Acero para armar
(Red de acero)
EWL-A018/G
Aleación empleada para la fabricación de
accesorios de alta calidad.
Acero Inoxidable
Edelstahl
Inox
Aço inoxidável
Stainless steel
Término popular para designar al acero
resistente a la corrosión y a los ácidos.
Acero Inoxidable
Acoplamiento de Embrague
(ver también Embrague de
seguridad)
Überlastkupplung
Couple de surcharge
Embreagem de sobrecarga
Overload clutch
Nichtrostender Stahl – Nirosta
Acier inoxydable – INOX
Aço inoxidável - INOX
Corrosion-proof steel
Es acero anticorrosivo que no admite temple, no es magnético y es un poco quebra2
dizo, de resistencia hasta 500 N/mm . Los
componentes principales de la aleación
son el cromo y el níquel.
Acero para Armar
Armierungsstahl
Acier à béton armé
Concreto armado
Reinforcing steel
En edificaciones la resistencia del hormigón aumenta considerablemente al armarse con acero de construcción. Los
aparatos de construcción convencionales de efecto percutor/rotativo emplean
accesorios adaptables diseñados para
obtener rendimientos de corte óptimos al
trabajar. Es muy difícil, sino imposible,
trabajar acero de construcción con estos
accesorios. Los accesorios diamantados
son muy buen recurso para poder taladrar en seco con taladros de percusión
especiales.
Los motores universales alcanzan un alto
par de reacción que, en caso de no ser
bloqueado, es absorbido por el operador
de la herramienta eléctrica. El acoplamiento de embrague proporciona un aislamiento mecánico en caso de peligro
evitando fuertes pares de reacción que
pueden afectar al operador. Los acoplamientos de embrague BOSCH aseguran
que esto no ocurra.
Acoplamiento de Manguera
Schlauchkupplung
Raccord à l’alimentation
Acoplamento da mangueira
Hose union
En técnica hidráulica es la pieza de unión
entre la manguera y el aparato de trabajo
o el grifo.
8-48(A-B)_esp Page 11 Tuesday, January 29, 2002 2:24 PM
Acumulador Nickel-Cadmium
Acoplamiento de Rodillos
(ver Acoplamiento de garras)
11
Acumulador
1
Rollenkupplung
Embrayage à rouleaux
Acoplamento de roletes
Roller clutch
2
3
4
Acoplamiento de rodillos
Desebragar
Embragado
(desacoplar)
(acoplado)
5
6
1
4
1
2
3
4
EWL-R005/G
3
Husillo de accionamiento
Resorte
Rodillos (acondicionados en "bolsas")
Husillo de accionamiento
Activador de Conexión
Schaltauslöser
Télérupteur (Commande à distance)
Chave automática
Switch release
1
2
3
4
5
6
7
Polo positivo (tapa)
Prensa estopa
Separador
Electrodo positivo
Electrodo negativo
Envoltorio
Borne negativo
EWL-A008/G
7
2
Acumulador de Intercambio
(ver también Acumuladores
recargables)
Wechsel-Akku
Batterie rechargeable
Bateria substituível
Replacement power pack
Acumulador
El acumulador de intercambio se puede
sacar de la máquina cuando precisa recargarse. Si se dispone de una fuente
continua se puede trabajar sin interrupciones. Por razones de preservación ecológica dentro de poco tiempo las herramientas eléctricas no tendrán instaladas
fuentes de energía permanente.
Akku
Pile
Baterias
Batteries
Acumulador NickelCadmium
Las pilas o las baterías también son denominadas acumuladores. Las baterías
usadas en las herramientas sin cable se
pueden recargar.
Nickel-Cadmium-Akkus
Accumulateur nickel-cadmium
Baterias de níquel-cádmio (NiCd)
Nickel-cadmium (NiCd) batteries
La corriente de arranque del motor de
una herramienta eléctrica es el parámetro
empleado para activar la teleconexión
automática de la aspiradora universal.
8-48(A-B)_esp Page 12 Tuesday, January 29, 2002 2:24 PM
12
Acumulador Nickel-Metalhydrid
Son células de acumuladores recargables cuyos electrodos están hechos de
níquel y una aleación de cadmio. Los
acumuladores NiCd que se usan en las
herramientas eléctricas son un poco menores, y funcionan en cualquier posición.
Son sólidos y auto recargables. A pesar
de su tamaño pequeño tienen una potencia de salida considerable. Liberan una
elevada corriente y permiten un gran número de ciclos de carga / descarga. Las
aleaciones de cadmio son muy tóxicas.
Debido a esto las baterías de NiCd se deben reciclar en forma separada (se pueden entregar al revendedor de las herramientas eléctricas) y nunca se deben
arrojar junto con la basura común.
Acumulador NickelMetalhydrid
Nickel-Metallhydrid-Akkus
Accumulateur nickel-metalhydrid
Bateria de hidreto de metal e níquel
(NiMh)
Nickel metal-hydride (NiMh) batteries
Es un acumulador de células recargables
con electrodos de níquel y una aleación
de metal en contacto con hidrógeno. El
hidruro del metal se refiere al hidrógeno,
que está en contacto con cierto tipo de
metal. El hidrógeno no está presente en
su forma libre gaseosa en la célula del
acumulador sino unido al electrodo de
metal.
Los acumuladores de NiMh que se usan
en las herramientas eléctricas son un poco menores, livianos y funcionan en cualquier posición. Son compactos y se recargan automáticamente. A pesar de sus
dimensiones reducidas, tienen una capacidad considerable. Para su construcción
se usa un material que no contamina el
ambiente y es reciclable.
Acumuladores, Cargador
Solar de
(vea Células Solares)
Akku, Solarladegeräte
Chargeur solaire
Bateria, Carregador de
Battery, solar chargers
Los cargadores solares convierten la
energía del sol en energía eléctrica directamente. Dependiendo del lugar de la instalación y del tiempo de exposición al sol,
la batería se puede cargar en cerca de 13
horas.
Acumuladores, Indicador
del Estado de Carga de
Akku-Ladezustandsanzeige
Indicateur d´etat de charge des
batteries
Bateria, Indicador da carga de nível
Battery charge level indicator
El nivel de carga del acumulador es un
punto importante en la operación de herramientas sin cable. El estado de la carga de la batería se indica por medio de
diodos emisores de luz (LEDs).
Acumuladores, Tensión de
Akkuspannung
Tension des accus
Bateria, Tensão da
Battery voltage
Dependiendo de la tensión de las células
alrededor de 1.2 volt, se puede determinar el número de células embutidas en el
acumulador por medio de la tensión de
acumulador. Esta última siempre es divisible por 1.2, por lo tanto un batería de 12
volt tiene siempre 10 células. Las tensiones más comunes son 2.4 V, 3.6 V, 4.8 V,
7.2 V, 9.6 V, 12 V, 13.2 V, 14.4 V y 24 V.
Las tensiones inferiores a 7.2 volt generalmente se usan para las herramientas
sin cable de la línea Hobby; las de 24 V,
para las perforadoras de impacto.
8-48(A-B)_esp Page 13 Tuesday, January 29, 2002 2:24 PM
Agitadora
Adaptador para Grifo
Adhesivo Termofundible
(ver Cola en bastón)
Hahnanschlußstück
Raccord d´alimentation
Adaptador para grifo
Hose/tap connector
En la técnica hidráulica es la pieza de
unión entre el grifo de agua potable y la
manguera de conexión.
1
Aficionado
El aficionado es una persona que proviene de cualquier sector de la población y
área profesional, es maestro en versatilidad, ya sea en trabajos caseros o en el
jardín, en el vehículo o en la casa rodante, en su hobby y en un sinnúmero de
otras aplicaciones. El aficionado es persona siempre activa, y trabaja frecuentemente como un profesional.
EWL-H001G
3
1 Grifo
2 Adaptador
3 Adaptador de dos salidas
Schmelzkleber
Batonets de colle
Cola fundente
Melting glue
Heimwerker
Bricoleurs
Hobbista
Do-it-yourselfers
Adaptador para grifo
2
13
Adaptadores
Afilado
(vea Perforadoras,
Herramientas Adaptables)
Anschliff
Affûtage
Afiado
Grind
Adapter
Adaptateur
Adaptadores
Adapter
Para arrancar virutas, las brocas necesitan superficies cortantes que se afilan según el tipo de material.
Los vástagos de los elementos adaptables presentan una gran variedad de formas y diámetros, que varían de un fabricante a otro. Se usan adaptadores para,
por ejemplo, poder usar diferentes sistemas de taladrar con las perforadoras
BOSCH, que permitien ajustar las formas
y los diámetros. Adaptar significa hacer
que una cosa combine con otra.
Agitadora
Rührwerk
Agitateur
Misturador
Stirrer
Son herramientas eléctricas de baja rotación, que cuentan con un varillaje y una
cesta agitadora; sirven para agitar y mezclar productos como pinturas, barnices,
masas adhesivas, morteros, arena y emplastecidos. El motor universal de alto
8-48(A-B)_esp Page 14 Tuesday, January 29, 2002 2:24 PM
14
Aglomerante, Resistencia del
rendimiento con mando electrónico de revoluciones permite mezclar el producto
sin salpicaduras y con penetración suave.
Agitadora
3
2
1 Portaaccessorios para cesta
2 Protección de salpicaduras con
puño auxiliar
3 Motor de accionamiento
EWL-R010/G
1
Aglomerante, Resistencia del
Bindung, Bindungsfestigkeit
Liant/Compacité de la composition
Agregante, estabilidade de agregação
Bond, adhesive strength
Los distintos productos abrasivos utilizados en las herramientas eléctricas tienen
que satisfacer las exigencias más diversas. La identificación en los cuerpos lijadores nos informa lo siguiente:
1. tipo del producto abrasivo utilizado
2. aglomerante del grano abrasivo
3. tamaño del grano
4. dureza del grano
5. estructura
6. dimensiones, diámetro y velocidad
periférica máxima
La resistencia del aglomerante indica la
adherencia del grano abrasivo en la muela. Un grano abrasivo desgastado y sin filo debe desprenderse de la estructura para que el grano adyacente nuevo actúe
en su lugar.
Aislamiento Eléctrico
Isolation, elektrisch
Isolation, électrique
Isolação elétrica
Insulation, electric
La energía eléctrica puede transportarse,
prácticamente sin limitaciones, a través
de conductores eléctricos, siempre que
los conductores eléctricos se aíslen de
forma tal que no puede haber un intercambio imprevisto de energía. Esto se
aplica tanto a las redes interurbanas como a las redes de distribución casera. En
las herramientas eléctricas, todas las piezas y conductores que transportan corriente deben aislarse de forma tal, que
en caso de avería no se presente ninguna corriente de fuga que pueda representar un riesgo para el usuario.
Aislantes, Clases de
Isolierstoffklassen
Classes des matières isolantes
Classes de materiais isolantes
Insulation material categories
Los aislantes más conocidos se dividen
en clases según la norma IEC 85:1984
(VDE 0301 parte 1:1993). A las diferentes
clases se les asigna una temperatura
máxima permitida.
Indicativo
Y
A
E
B
F
H
Temperatura
permanente
máxima
90°
105°
120°
130°
155°
180°
Aislantes, Generalidades
Isolierstoffe, allgemein
Matières isolantes, généralités
Materiais isolantes em geral
Insulation materials, general
8-48(A-B)_esp Page 15 Tuesday, January 29, 2002 2:24 PM
15
Alojamiento y Soporte del Útil
Los aislantes son materiales de elevada
rigidez dieléctrica y alta resistencia a las
corrientes parásitas. Sus propiedades están influenciadas por diversos factores
adicionales, tales como grado de pureza,
contenido de humedad y los procesos naturales de envejecimiento.
Aparte de los aislantes muy conocidos
como la cerámica, el vidrio, la mica, la parafina, el bitumen y el caucho, existe un
sinnúmero de modernos materiales aislantes empleados en la construcción de
maquinaria eléctrica. Por citar algunos:
resinas y masas prensadas epoxi y poliéster, masas prensadas fenólicas con
carga de materiales orgánicos e
inorgánicos, poliamidas, cloruros de polivinilo, polipropilenos y polietilenos.
La porcelana esmaltada, la cerámica de
titanio, la esteatita, el vidrio de cuarzo y el
aceite de transformadores se utilizan preferentemente en el área técnica de la
energía y alta tensión.
Ajuste Angular
Winkeleinstellung
Réglage de l´angle de coupe
Ajuste do ângulo
Angle setting
Usado con las sierras circulares y de calar permite realizar cortes inclinados y a
inglete en los más variados materiales, el
ángulo se puede ajustar con una escala
de ángulos.
Alambre de Cobre
Kupferdraht
Fil de cuivre
Fio de cobre
Copper wire
Se emplea de múltiples formas en la
construcción de aparatos eléctricos. Los
devanados del inducido y de campo llevan bobinas de alambre de cobre. El
alambre de cobre desnudo se aisla con
varias capas de barniz de forma que entre las espiras que se crucen y tocan no
pueda producirse la perforación eléctrica
del aislante. Al existir puntos de contacto
con el aislamiento dañado se habla de un
cortocircuito entre espiras, lo que es causa indefectible de avería de pieza. La
densidad de corriente admisible en moto2
res ventilados es de 4 a 6 A/mm y para
los herméticamente encapsulados de 2 a
2
3 A/mm .
Almacén
Magazine
Magasin
Magazine
Magazine
Son depósitos con alimentación automática de elementos de fijación alineados.
Se recomienda usarlos al procesar grandes cantidades de grapas, clavos, puntas
o tornillos autoperforantes con grapadoras o atornilladoras taladros. Cuando se
trabaja con diferentes grapas o clavos ya
no se necesita cambiar mas el almacén.
Alojamiento y Soporte del
Útil
Werkzeugaufnahme, -halter
Fixation de l´outil, porte-outil
Porta-ferramentas
Tool fitting, tool holder
Son dispositivos de sujeción para alojar y
fijar las herramientas de una máquina
(frecuentemente son llamados útiles
adaptables).
Alojamientos del útil son, por ejemplo:
Portabrocas, pinzas de fijación, bridas de
sujeción.
En los martillos electroneumáticos perforadores y de percusión, el perno percutor
en el portaútiles obtura el recinto del mecanismo percutor, aunque no esté siendo
usado ningún útil. De esta forma se garantiza que no pueda penetrar polvo en el
recinto del mecanismo percutor , lo que
provocaría un desgaste excesivo. Junto
con la aspiración de polvo integrada en el
portaútiles se protege la herramienta casi
totalmente contra la entrada de polvo. Esto aumenta la vida útil y la confiabilidad
de los aparatos.
8-48(A-B)_esp Page 16 Tuesday, January 29, 2002 2:24 PM
16
Alternador
Alternador
(ver Generador/Motor de baja
velocidad)
Wechselstromgenerator
Generateur à courent alternatif
Gerador de corrente alternada
AC generator
Altura de Aspiración
Saughöhe
Hauteur du niveau d’eau
Altura de aspiração
Maximum pump lift
Es la diferencia de nivel máximo entre la
limpiadora de alta presión y el nivel de
agua que garantiza que la bomba funcione.
Altura Libre
Kopfhöhe
Hauteur de tête
Vão livre
Headway
En los taladros angulares, su posibilidad
de aplicación queda restringida por su
geometría. La altura libre define la distancia entre el canto superior de la carcasa
de engranajes y el borde inferior del portabrocas, medida que limita su aplicación
en lugares con espacio restringido.
Amolar - Procedimientos
para Amolar
Schleifen – Schleifverfahren
Tronçonner, Meuler, Polir, Poncer,
Procèdes
Abrasão – Processos abrasivos
Grinding – Grinding methods
Estos conceptos aquí solamente pueden
presentarse de forma genérica. La técnica de amolar manualmente se subdivide
en tres grupos de acuerdo a los procedimientos empleados.
1.0 Tronzado
El tronzado se emplea para cortar piezas
de acero, fundición gris, metales no ferrosos y piedra. Las exigencias para el proceso de tronzado son similares a las del
corte con sierra.
2.0 Desbaste
El desbaste es un procedimiento de amolar empleado para igualar una superficie. Por eso el desbaste se puede comparar al procesamiento de trabajos con lima o cepillo.
3.0 Amoladura de superficies
La amoladura de superficies puede subdividirse nuevamente en el afilado de accesorios adaptables, y en la amoladura
de superficies para alisar o rectificar.
Amoladora Angular
Winkelschleifer
Meuleuse angulaire
Lixadeira/Esmerilhadeira angular
Angle grinder
Herramienta eléctrica de útil giratorio usado principalmente para amolar con el
frente o la periferia (tronzar) diferentes
materiales. El eje de trabajo está dispuesto perpendicularmente al eje motor.
Dispone de una sola velocidad.
1.0 Mini-amoladora angular
Herramienta guiada manualmente empleada para desbastar, tronzar y amolar
superficies. Se utiliza como aparato portátil en trabajos de artesanía, agricultura,
talleres y en la industria.
1.1 Mini-amoladora angular para una mano con motor universal
y velocidad de 10.000 rpm con discos
115 mm o 124 mm de diámetro. Las velocidades periféricas de 60 m/s o 80 m/s
son usuales, pero en este tipo de amoladora puede observarse una reducción de
las revoluciones entre la operación a plena carga y la operación sin carga.
8-48(A-B)_esp Page 17 Tuesday, January 29, 2002 2:24 PM
Amoladora Angular
Amoladora angular para una mano
EWL-W005/G
1.3 Mini-amoladora angular para una mano con motor universal y electrónica
Constant
y reducción adicional de revoluciones.
Basta ejercer una ligera presión para obtener las 11.000 rpm deseadas. La reducción automática de revoluciones sin carga reduce el ruido en un 60 por ciento.
Tiene un sistema de seguridad embutido
que protege contra sobrecarga por limitación electrónica de la corriente.
Amoladora angular
Amoladora angular
Amoladora angular para 2 manos
2.0 Amoladora angular para las dos manos
con motor universal y frecuentemente
con limitación de la corriente de arranque. La amoladora angular se ha diseñado para servicios pesados de tronzado,
desbastado, esmerilado y cepillado. Están disponibles en varias categorías de
potencia entre los 2.000 W y 2.500 W para velocidades de 8.500 y 6.500 rpm.
Caperuza protectora codificada, ver codificación de la caperuza protectora.
Interruptor Tri-Control de seguridad, bloqueador de husillo, carcasa de engranajes, empuñadura adicional, apoyo dorsal
y apoyo antideslizante, ver el ítem correspondiente.
EWL-W006/G
1.4 Mini-amoladora angular para una mano con motor universal y preselección sin
escalonamiento de revoluciones
que se mantienen constantes por la electrónica Constant. Tiene un sistema de seguridad embutido que protege contra sobrecarga por limitación electrónica de la
corriente. Esta máquina se aplica especialmente para pulir, cepillar, tronzar, desbastar y amolar los más diversos materiales.
Amoladora angular
Amoladora especial para corte
EWL-W007/G
1.2 Mini-amoladora angular para una mano con motor universal y electrónica
Constant
Las revoluciones se mantienen constantes en esta máquina, independientemente de la carga. Aparte de obtener un acabado óptimo de la superficie, se consigue
ahorrar aproximadamente un 20 por ciento en los costos del proceso debido a un
control electrónico. Tiene un sistema de
seguridad embutido que protege contra
sobrecarga por limitación electrónica de
la corriente.
17
8-48(A-B)_esp Page 18 Tuesday, January 29, 2002 2:24 PM
18
Amoladoras/Lijadoras
3.0 Amoladora angular con motor universal
Es una tronzadora con empuñadura de
estribo para hacer cortes profundos de
hasta 100 mm en acero o piedra, con una
potencia absorbida desde 2.500 W a
5.000 rpm. Viene equipada con un soporte guía que permite trabajar en forma
más segura. Como accesorio especial
puede adquirirse una caperuza protectora con racor de conexión adicional para
aspirar el polvo.
4.0 Amoladora angular para dos manos
como amoladora en húmedo (ver Amoladora en húmedo)
Se utiliza principalmente para amolar piedras con amoladoras de vaso. El agua se
suministra por medio de una brida de
transmisión con sellado especial.
5.0 Amoladora angular para las dos manos como pulidora
La pulidora es una herramienta eléctrica
con útil giratorio empleada para pulir diferentes materiales o para lijar la piedra.
Puede trabajar con varias velocidades.
Los útiles pueden usarse para trabajar
con el frente o la parte periférica. Con revoluciones inferiores a las 2.000 rpm es,
en comparación con las demás máquinas
con útil giratorio, una máquina relativamente lenta. Las velocidades periféricas
resultantes son menores que 16 m/s, lo
que permite que se la utilice sin la caperuza protectora.
Amoladora angular
Pulidora
6.0 Amoladora angular con motor de alta
frecuencia
Disponible con corriente de entrada desde 470 hasta 3400 watts, y velocidades
de 1100 a 12000 rpm.
7.0 Amoladoras angulares accionadas
por aire comprimido
Se denominan lijadoras verticales. Se fabrican con los números de revoluciones
usuales y con potencias de hasta 3.500 W.
Amoladoras/Lijadoras
Schleifer
Machines destinées au Tronçonnage/
Meulage/Ponçage/Polissage
Esmerilhadeiras e lixadeiras
Sanders and grinders
Existen las amoladoras angulares, rectas, de húmedo y de corona, y las lijadoras orbitales, excéntricas, verticales y de
banda, seleccionadas de acuerdo a su
utilización con una o dos manos.
Los diferentes procedimientos de amolar
y lijar empleados en las máquinas de
guiado manual precisan múltiples aparatos que han dado origen a una gran variedad de máquinas.
La mayor parte corresponde a las amoladoras angulares, que transmiten las revoluciones del motor a través de una reductora angular al accesorio adaptable. Para
tronzar acero o piedra con un corte limpio, o para desbastar con un buen rendimiento de arranque del material debe
emplearse el material abrasivo adecuado
y la velocidad periférica (Vs) correcta. En
estos trabajos se recomienda una velocidad periférica de 80 m/s. La velocidad
periférica se determina según la siguiente
fórmula:
Sombrelete de
piel de carnero
EWL-W008/G
d×n×π m
V s = ---------------------- -----
60 s
d = diámetro de la copa (m)
n = revoluciones del husillo (RPM)
π = 3,14159
8-48(A-B)_esp Page 19 Tuesday, January 29, 2002 2:24 PM
Amoladores Rectas
V2 =
Revoluciones del husillo
1000
x
Diámetro del disco en mm
20
Amoladoras y Lijadoras,
Tipos de
Schleiferarten
Les differents types de machines
destinees au Meulage
Tipos de ferramentas abrasivas
Sanders/grinders – different types
Lijadora excéntrica
Es una herramienta eléctrica proyectada
principalmente para desbastar, lijar y pulir
superficies y materiales como madera, vidrio y plástico. Normalmente viene con
una hoja de lija redonda en posición
excéntrica con respecto al eje y que puede girar libremente o, dirigida, alrededor
del eje, siempre en posición paralela a la
superficie.
En el trabajo dirigido, la tasa de desbaste
aumenta considerablemente lo que permite lijar incluso superficies con dificultades especiales. La posibilidad de aplicaciones de la lijadora aumenta con la aspiración integrada de polvo, el control
electrónico ajustable y la partida suave
(opcional).
Amoladora recta
La amoladora recta se usa principalmente
para desbastar la parte superficial de varios materiales. El eje de trabajo está alineado al husillo del motor. Algunas amoladoras rectas especiales se pueden adaptar para ser usadas con otros accesorios
como fresas. Generalmente las amoladoras rectas tienen una sola velocidad.
Lijadora orbital
La lijadora orbital es una herramienta
eléctrica utilizada fundamentalmente para
un trabajo de lijado fino de superficies. La
lijadora orbital tiene una base de lija, generalmente rectangular, que oscila en posición paralela a la superficie lijada.
Amoladora angular
La amoladora angular es una herramienta eléctrica utilizada principalmente para
desbastar superficies y cantos (corte o
desbaste con abrasión) de varios materiales. El eje de trabajo se ubica a la derecha del husillo del motor. Las amoladoras
angulares para dos manos tienen sólo
una velocidad. Las miniamoladoras o
amoladoras para una mano pueden tener
una amplia gama de velocidades que se
ajustan electrónicamente.
Amoladores Rectas
(vea Amoladoras)
Geradschleifer
Meuleuses droites
Retificadeira reta
Straight grinder
Amoladora cuyo motor y eje de trabajo
están en línea recta.
Amoladora recta
A
B
A Para construir
herramientas y moldes
B Para trabajos grandes
(fundición, herrerías)
EWL-G007/G
Un cálculo rápido t aproximado se obtiene con la siguiente fórmula:
19
8-48(A-B)_esp Page 20 Tuesday, January 29, 2002 2:24 PM
20
Amortiguación de Vibraciones
Amortiguación de Vibraciones
Vibrationsdämpfung
Amortissement des vibrations
Amortecimento de vibrações
Vibration damping
Para eliminar gran parte de las vibraciones es necesario que todas las piezas
que giran estén equilibradas. Para absorber las ondas de choque provocadas por
el percutor de los martillos, especialmente en las categorías de 5 kilos en adelante, las empuñaduras frecuentemente están provistas de silentblocs de goma, o se
revisten de goma espumada. De esta
manera se amortiguan los picos de las
ondas de choque. El resultado obtenido
es un agarre seguro y agradable al tacto,
con un trabajo descansado del área de la
mano-brazo-espalda.
Amperio
Ampere
Ampère
Ampere
Ampere
Es la unidad de medida de la corriente
eléctrica. Lleva este nombre en homenaje
al físico francés Ampère. El símbolo es la
letra A. Para denominar múltiplos y submúltiplos se utilizan prefijos. Por ejemplo:
microampere (µA), miliampere (mA) o kiloampere (kA).
Anchura de Junta
Fugenbreite
Largeur du rainurage (Entailleuse,
Rainureuse)
Largura da junta
Width of the joint
Es la anchura, en mm, de la junta en ensamblajes.
Anchura
de la Línea de Corte
(ver Punzonadora)
Schneidspurbreite
Diamètre du poincon
Largura da apara
Scrap width
Anclajes Autoperforantes
Selbstbohranker
Cheville auto-foreuse
Bucha auto-perfurante
Self-drilling anchor
Elemento de sujeción con rosca interior y
exterior. Su forma especial y sus filos
templados permiten perforar con el proprio anclaje el orificio necesario, empleando un martillo perforador y la cabeza de mandril correspondiente. Al alcanzar la profundidad de perforación
deseada, se retira el anclaje para retirar
el polvo que está en el orificio. Se coloca
entonces un núcleo de expansión en el
anclaje para introducirlo en el hormigón
con el útil de asentar, golpeándolo con el
martillo perforador. Finalmente se rompe
el empujador cónico; el anclaje queda al
ras de la pared y listo para ser utilizado.
8-48(A-B)_esp Page 21 Tuesday, January 29, 2002 2:24 PM
Ángulo de Pulverización
Anclaje autoperforante
A Introducir el anclaje com mov. de rotación
B Colocar la cuña de expansión e introducir
el anclaje sin rotacion
C Quebrar el cono de expansión
D Colocar el tornillo de fijación
1
3
21
Anclajes para cargas pesadas
Anclaje expansible
2
A
Anclaje destalonado
4
B
Anclaje químico (por adhesión)
C
EWL-S025/G
5
1
2
3
4
5
Anclaje autoperforante
Cabeza del mandril
Cono de expansión
Anclaje de expansión
Tornillo de fijación
EWL-S032/G
D
Se diferencian tres grupos principales:
– anclajes expansibles de sujeción por
fricción
– anclajes destalonados de sujeción por
forma
anclajes químicos de sujeción por adhesión
Anclajes para Cargas
Pesadas
(ver Tecnología de fijación)
Ángulo de Pulverización
Schwerlastanker
Cheville d´ancrage pour charge lourde
Bucha para carga pesada
Heavy-duty anchor
Spritzwinkel
Angle de pulvérisation
Ângulo de pulverização
Spray angle
Son elementos de sujeción previstos para
soportar cargas elevadas superiores a los
1,5 kN. Suelen ser normalmente anclajes
de acero, de fijación casi exclusiva en
hormigón.
En la técnica hidráulica debe adecuarse
la forma del chorro de agua proyectada a
las exigencias del trabajo. Esto se consigue modificando el ángulo de pulverización. Se diferencia entre chorro puntual
con ángulo de proyección nulo, chorro
plano y chorro cónico.
8-48(A-B)_esp Page 22 Tuesday, January 29, 2002 2:24 PM
22
Anillo Tórico
Antiparasitaje, Directrices
de, Medidas de
Ángulo de pulverización
Funkentstörvorschriften und
Funkentstörmaßnahmen
Directives et mesures en matière de
parasitage
Interference suppression, regulations
and measures
Chorro fino
Están determinadas por la norma EMV
89/336/EWG. (ver supresión de interferencias de radio)
Chorro plano
Aparato
EWL-S046/G
Chorro redondo
Anillo Tórico
O-ring
Joint torique, Bague en caotchouc
Anel O-ring
O-Ring
Es un anillo obturador, generalmente de
caucho o de material sintético.
Una aplicación muy diferente a la concebida, es su empleo en los vasos para los
atornilladores de impacto. Actúa aquí como seguro del pasador de sujeción para
evitar que salga despedido por efectos de
la fuerza centrífuga.
Antiparasitaje, Bobinas de,
Condensadores de
Funkentstörungsdrosseln, kondensatoren
Condensateur, Réducteur de parasite
Bobinas, capacitores de supressão de
interferências
Interference suppression coils, capacitors
Son componentes montados en las herramientas eléctricas para suprimir las interferencias en la radio y la televisión.
Gerät
Appareil
Aparelho
Appliance
Término genérico de un producto técnico
apto para funcionar.
Aparato de Carga
(vea Accu)
Ladegeräte
Chargeur
Carregador
Charger
Aparato de Nivelación
(ver Láser de construcción)
Nivelliergerät
Appareil de nivellement
Medidor de nível
Levelling tool
Aparatos Acoplables
Anbaugeräte
Accessoires supplémentaires
Acessórios opcionais
Accessories
A pesar de que los accesorios opcionales
para máquinas de uso específico amplían
su campo de aplicación, muchas veces
sirven apenas como soluciones poco profesionales. De manera general, las máquinas para usos específicos son las que
8-48(A-B)_esp Page 23 Tuesday, January 29, 2002 2:24 PM
Aptitud para Pulverización
tienen mayor aceptación. Para usar con
equipos para la construcción hasta hoy
tienen buena aceptación accesorios acoplables como cabezales angulares de taladrar y el dispositivo para cincelar.
Aportación de Fuerza
Kraftnachschub
Apport en énérgie
Potência adicional
Power boost
Cuando los útiles penetran en el material,
la fuerza requerida aumenta proporcionalmente con la profundidad de penetración. Un módulo electrónico reconoce esta demanda de fuerza y regula la magnitud de la fuerza aportada.
Apoyo de Protección,
Área de Deposición
Ablageschutz, Ablagefläche
Dispositif de protection des surfaces
travaillées
Proteção de descanso, superfície de
descanso
Storage protection, resting surface
23
Apoyos
(vea también Apoyo de
rolamientos)
Lagerung
Palier
Mancal
Bearing
Los apoyos de las piezas movidas mecánicamente en una herramienta eléctrica
están sometidos a los más diversos esfuerzos, por lo que la elección correcta
del apoyo aplicado determina la vida útil
del aparato. Los cojinetes de fricción de
metal sinterizado autolubricantes se emplean especialmenten en aparatos de alta
velocidad. Los cojinetes Radiax absorben
los efuerzos percutores y giratorios en un
husillo percutor perforador. La amplia gama de apoyos se aplica de acuerdo a las
exigencias.
Apoyos
Ejemplos de apoyo axial y radial
1 2
2 3
1 Vástago
2 Apoyo radial
3 Apoyo axial
Apoyo de
protección
(principio)
1
Aptitud para Pulverización
3
4
Cepillo
Superficie de la mesa
Eje de corte
Zapata de detención en la posición
de descanso del cepillo
5 Zapata de detención en la posición
de trabajo del cepillo
Spritzfähigkeit
Capacité de projection, viscosité
Viscosidade
Sprayability
5
EWL-A002/G
2
1
2
3
4
EWL-L001/G
Se ha diseñado un dispositivo mecánico para evitar el contacto entre el husillo de trabajo y la superficie de descanso mientras la herramienta no ha terminado de funcionar.
En el caso de pinturas y barnices depende de la viscosidad de los materiales. Se
determina a una temperatura ambiente
de 20 °C con un recipiente de medición
8-48(A-B)_esp Page 24 Tuesday, January 29, 2002 2:24 PM
24
Aqua Stop
3
de una capacidad de 100 cm y un orificio
de salida de 4 mm por el que se fuerza el
pasaje del líquido. Se mide el tiempo requerido para que todo el líquido salga por
el orificio. La unidad de medida es el DINs, o sea, en el caso de medir un tiempo
de 55 s, se indican 55 DIN-s. Con pistolas
de pintar se puede trabajar con materiales de hasta 80 DIN-s.
Aqua Stop
A. sin consumidor conectado:
Flujo interrumpido
B. con consumidor conectado:
Flujo permitido
A
1 2 3
Aptitud para pulverización
Recipiente de medición
1 2 3
4
EWL013/G
B
2
1 Recipiente con 100 cm3 de capacidad
2 Drenos de Ø 4 mm
EWL-S043/G
1
Aqua Stop
Aqua-Stop
Aqua-Stop
Aqua Stop
Aqua-Stop
Se llama así, en la técnica hidráulica, a la
válvula de retención integrada en el acoplamiento de la manguera. La manguera,
bajo presión, puede desacoplarse y acoplarse sin fuga de agua.
1 Manguera de alimentación
(con presión)
2 Unión de las mangueras
3 Válvula de retención
4 Elemento de conexión
Arandelas Distanciadoras
Distanzscheiben
Rondelles d´écartement
Espaçadores
Spacer discs
Las holguras axiales resultantes por tolerancias de fabricación en los apoyos y
husillos pueden reducirse al valor deseado colocando arandelas distanciadoras.
Arco Voltaico
Lichtbogen
Arc électrique
Arco voltaico
Electric arc
El calentamiento por arco voltaico se emplea en la soldadura eléctrica; es un tipo
de soldadura por fusión. Una corriente
eléctrica calienta dos electrodos metálicos en su punto de contacto. Al separar
8-48(A-B)_esp Page 25 Tuesday, January 29, 2002 2:24 PM
Arrastre Forzado
estos electrodos, se forma un arco voltaico por ionización de la barrera de aire
incrementándose el calentamiento de tal
forma, que puede llegar hasta el punto de
fusión. Los contactos de conmutación en
un interruptor pueden llegar a sobrecargarse de forma similar si las resistencias
de paso provocan un calentamiento excesivo, especialmente al conmutar corriente
continua. Un arco voltaico estacionario
puede llegar a destruir los contactos de
conmutación. Por ello los interruptores
van marcados con diferentes valores de
carga máxima dependiendo de que se
trate de corriente alterna o continua.
Área de Trabajo, Espacio de
Trabajo
Arbeitsfläche, Arbeitsraum
Surface de travail
Superfície de trabalho, espaço de
trabalho
Working area
El área de trabajo es la superficie de soporte para la pieza a procesar. Áreas de
trabajo extensas son principalmente beneficiosas en mesas de aserrar, de retestar y fresar, así como en cepilladoras estacionarias. En los centros para taladrar y
fresar de BOSCH se entiende por área, o
bien espacio de trabajo, la superficie o
espacio de maniobra máximo que puede
describir la fresa. La pieza, sin embargo,
puede ser más grande que la superficie.
Arranque Reversible
Reversierstarter
Starter réversible
Motor de partida reversível
Reversing starter
Dispositivos para el arranque manual por
cordón de motores de combustión, relacionados en este caso con los grupos
electrógenos.
25
Arrastrador
Mitnehmer
Entraîneur, Eléments de serrage
Arrastador
Driving feature
Son elementos de accionamiento acoplables que, como en el caso del torno de
madera, sirven para fijar, apretar y arrastrar el material. En el aparato para afilar
brocas el par de accionamiento de el taladro se transmite con el portabrocas cerrado, por medio de un arrastrador de material sintético.
Arrastrador Tridentado
Dreizackmitnehmer
Serrage par mors
Arrastador de tridente
Three-pronged star drive
Accesorio para el torno para madera. Se
fija al porta brocas de la máquina de accionamiento. El arrastrador sujeta la pieza de madera que se apoya por el otro
extremo al contrapunto giratorio.
Arrastre Forzado
Zwangsmitnahme
Entraînement forcé
Arrasto forçado
Positive drive-control
Se reconoce como tal, cuando la brida de
apoyo inferior de la amoladora angular
está atornillada al husillo de accionamiento o fijada a través del entrecaras. En el
caso de las lijadoras excéntricas se trata
del accionamiento del plato lijador a través de un disco dentado, al contrario del
giro libre, en el que la rotación del plato
se realiza por efecto de la fuerza centrífuga.
8-48(A-B)_esp Page 26 Tuesday, January 29, 2002 2:24 PM
26
Articulación
Articulación
Gelenk
Cardan
Junta cardã
Articulated joint
Pieza de unión articulada alojada entre el
husillo de la máquina y el útil adaptable, como por ejemplo en las atornilladoras, roscadoras o en los platos lijadores articulados.
Asbesto
Asbest
Amiante
Amianto
Asbestos
El amianto es una fibra mineral con buenas propiedades aislantes y alta resistencia térmica. Bajo presión sus fibras quebradizas se dividen en partículas microscópicas que pueden causar cáncer si son
inhaladas.
El trabajo con asbesto está regido por leyes especiales debido a que presenta un
riesgo para la salud. Está prohibido lijar
amianto. Se deben cumplir rigurosamente todas las normas locales de prevención de accidentes editadas tanto por los
sindicatos de la construcción civil como
por el gobierno de cada país.
Aseguración de Calidad
(ver también Control)
Qualitätssicherung
Assurance qualité
Garantia da qualidade
Quality assurance
El certificado ISO asegura que el proceso
de fabricación fue realizado obedeciendo
las normas de calidad ISO 9001 e 9002.
Asesoramiento al Cliente
Kundenberatung
Conseiller à la clientèle
Atendimento ao cliente
Customer consulting
Ud. puede comunicarse con el servicio de
asesoramiento al cliente BOSCH desde
cualquier lugar de XXXX . Él lo ayudará
rápidamente en las cuestiones técnicas,
manejo y aplicación de las herramientas
eléctricas, y naturalmente también, en las
referentes al servicio de asistencia técnica.
Asociaciones Profesionales
Berufsgenossenschaft
Caisse de prévoyance contre les
accidents
Entidade de classe
Employer's liability insurance
association
En Alemania las mutuales tienen bajo su
responsabilidad las pólizas de seguro y el
pago de las indemnizaciones a los empleados de la industria y el comercio. Están autorizadas a establecer reglamentos
adicionales a las normas de seguridad
estipuladas por la legislación oficial.
Aspersores
Regner
Arroseur
Aspersores
Sprinkler
Se emplean para regar extensas áreas
durante un tiempo prolongado. Se diferencia entre aspersores de riego permanente y por impulsos.
1.0 Aspersores de riego permanente
1.1 Aspersor circulares: Los brazos aspersores en rotación respecto a un eje
vertical riegan un área de forma circular.
1.2 Aspersor de difusión cuadrado: Una
barra aspersora gira alrededor de un eje
horizontal con movimiento de vaivén regando una superficie rectangular.
1.3 Aspersor de pulverización: Una boquilla fija pulveriza verticalmente agua
que se reparte en forma de paraguas. Alcance limitado.
8-48(A-B)_esp Page 27 Tuesday, January 29, 2002 2:24 PM
Aspiración del Aire de Refrigeración
Función para recoger o retirar las virutas
o el polvo que se producen cuando una
herramienta eléctrica está en funcionamiento. En el caso de la autoaspiración
(aspiración de polvo integrada) hay un
ventilador-aspirador en la herramienta
eléctrica que envía el polvo para una pieza recolectora integrada a la herramienta.
En el caso de aspiración externa , se conecta un aspirador de polvo para que remueva el polvo por medio de una manguera.
Aspersores
Aspersor circular
1
3
2
4
Aspersor
por impulsos 1
5
Aspiración de Polvo
Integrada
Integrierte Staubabsaugung
Dispositif d´aspiration intégré
Aspiração de pó integrada
Integrated dust extraction
4
Boquilla aspersora
Rotor con boquillas
Soporte
Entrada de agua
Mecanismo de impulso
Estaca de fijación
6
EWL-R004/G
1
2
3
4
5
6
1.4 Aspersor de cabeza giratoria: Igual que
1.3 pero con varias boquillas de configuración diferente, que permiten regar áreas redondas, cuadradas o rectangulares.
2.0 Aspersores por impulsos
El chorro de agua de salida horizontal se
pulveriza por efecto de un interceptor. Un
deflector hace girar al mismo tiempo la tobera de salida. De esta forma puede regarse un área circular. Unos topes ajustables actúan sobre la palanca conmutadora que permite así el riesgo por sectores.
Mediante la variación del ángulo de salida puede adaptarse el alcance del chorro
de agua a las necesidades. El alcance
obtenido con aspersores por impulsos
puede ser considerable.
Aspiración
Absaugung
Aspiration
Aspiração
Dust extraction
27
Los aparatos cuya libertad de movimiento
queda considerablemente limitada al emplear una manguera de aspiración adicional, se equipan con un sistema de aspiración integrado (incorporado). Un segundo
ventilador fijado al árbol del motor se encarga de la aspiración del polvo, como es
usual en las lijadoras de banda y en las
orbitales, en las fresadoras universales y
las lijadoras excéntricas.
En los martillos perforadores ligeros, el
polvo de piedra producido es aspirado mediante un Saugfix con el sistema de aspiración de polvo integrado en el martillo. La
capacidad de aspiración es considerable,
del orden de unos 500 l/min o más.
Aspiración del Aire de
Refrigeración
Kühlluftansaugung
Aspiration d´air de refroidissement
Aspiração do ar de refrigeração
Intake of cooling air
En la carcasa de la máquina existen unas
ranuras de refrigeración que permiten,
por un lado, la entrada suficiente de aire
de refrigeración y evitan, por el otro, el
contacto de los dedos con las aspas del
ventilador en rotación.
8-48(A-B)_esp Page 28 Tuesday, January 29, 2002 2:24 PM
28
Aspiración Externa
Aspiración Externa
(vea Aspiración de polvo)
herramienta eléctrica, que requiere en muchos casos un ventilador adicional para alcanzar la potencia de aspiración requerida.
Fremdabsaugung
Aspiration externe
Aspiração de pó externa
External dust extraction
Aspiración, Manguera de,
Tubo de
Saugschlauch, -rohr
Flexible, Tuyau d´aspiration
Mangueira de aspiração
Suction hose, pipe
Aspiración Integrada
(vea también Adaptador
de manguera)
Son accesorios suministrados con la aspiradora universal que sirven para guiar cómodamente las boquillas y los cepillos de
aspiración con cuerpo en posición erguida.
Absaugung, integrierte
Aspiration intégrée
Aspiração integrada
Integrated dust extraction
El aspirador integrado es un módulo acoplado a la herramienta eléctrica que suministra la potencia de aspiración requerida, normalmente mediante una segunda
rueda del ventilador. Vea también Adaptador de manguera.
Aspiración integrada
Motor de accionamiento
Aire de enfriamiento del motor
Ventilador de enfriamiento
Ventilador de la aspiradora
Placa de desbaste perforada
Aire aspirado con el polvo
6
Aspirador de Jardín
EWL-A005/G
1
2
3
4
5
6
Absaug-, -anschluß, -vorrichtung
Dispositif d´aspiration
Adaptador/conector de mangueira/
aspirador
Hose/vac adapter, vacuum attachment
La diferencia entre aspiración propia y
externa. La aspiración propia se encuentra integrada en la máquina sin precisar
de un accionamiento adicional. La aspiración externa requiere un racor de conexión en la máquina para conectar predominantemente aspiradoras de uso industrial o doméstico.
1
2
3
4
5
Aspiración, Racor de
Conexión Para, Dispositivo de
Aspiración Integrada
Eigenabsaugung
Aspiration intégrée
Aspiração integrada
Integrated dust extraction
Se considera aspiración integrada a la etapa adicional de aspiración integrada en una
Gartensauger
Aspirateur/souffleur de jardin
Aspirador de jardim
Garden vacuum cleaner
El aspirador de jardín es un aparato electrodoméstico portátil que sirve para soplar y aspirar. Sirve para aspirar hojas y
objetos semejantes de bajo peso (incluso
latas vacías) y depositarlos en una bolsa
recolectora; también sirve para soplar hojas que se encuentran en lugares inaccesibles y amontonarlas después. Los aspiradores de jardín se pueden accionar con
un motor turbo que transporta el aire a
8-48(A-B)_esp Page 29 Tuesday, January 29, 2002 2:24 PM
Atornillado de Espárragos
través de la rueda de una turbina, o utilizando el principio del inyector, es decir que el
aire no entra en contacto con la turbina evitando así que material voluminoso damnifique o trabe las láminas de la turbina.
Aspirador de jardín (principio do inyector)
1
2
5
3
4
Allzwecksauger
Aspirateur universel
Aspirador universal
All-purpose vacuum cleaner
2
1 Motor de accionamiento con rodete de
ventilador
2 Aire comprimido
3 Boquilla deflectora (inyector)
4 Abertura de entrada
5 El aire comprimido aspira el material
6 El material aspirado es transportado
hacia el recolector
7 Bolsa recolectora
Aspiradora Doméstica
Haushaltsstaubsauger
Aspirateur ménagèrs
Aspirador de pó doméstico
Household vacuum cleaner
Es la empleada para las tareas normales
del hogar, que en relación a las aspiradoras universales tiene la gran desventaja de
tener frecuentemente un motor de potencia mucho más baja, sin poderse emplear
además para la aspiración en húmedo.
Aspiradora,
Saco de la, Bolsa de la
(ver también Certificado BIA)
Staubsauger, -sack, -beutel
Aspirateur
Aspirador de pó, saco, recolhedor
Vacuum cleaner, dust bags
El polvos y las virutas deben aspirarse
porque son nocivos a la salud. Esto se
aplica para la madera, la piedra y el asbesto, para éste existen prescripciones
especialmente rigurosas. Está prohibido
lijar materiales que contengan asbesto.
Las aspiradoras correspondientes se deben diseñar de acuerdo a la aplicación
prevista, y además deben atender a las
prescripciones fijadas por el Sindicato.
Los elementos intercambiables (sacos,
bolsas recolectoras de polvo) también deben cumplir las prescripciones pertinentes.
Aspiradora Universal
EWL-G004/G
7
6
29
Son ventiladores-aspiradores capaces de
remover polvo, suciedad, restos de mampostería y líquidos. Los aspiradores universales modernos están protegidos de
salpicaduras de agua obedeciendo los
términos de IP 54 y muchas veces vienen
equipados con un vibrador automático.
Estos aspiradores se pueden conectar y
desconectar por medio del control remoto
de la herramienta eléctrica.
Aspersor por Impulsos
(ver Sprinklers)
Impulsregner
Arroseur à impulsion
Aspersor por pulsos
Pulse sprinkler
Atornillado de Espárragos
(ver Roscadora)
Stehbolzenschrauber
Goujonneuse
Parafusadeira de cavilhar
Stud screwdriver
8-48(A-B)_esp Page 30 Tuesday, January 29, 2002 2:24 PM
30
Atornilladora de Impacto (Llave de impacto rotativa)
Atornilladora de Impacto
(Llave de impacto rotativa)
Schlagschrauber
Boulonneuse
Chave de impacto
Impact wrench
Herramienta eléctrica empleada para
apretar y aflojar tornillos, tuercas y similares. Dispone de un mecanismo percutor,
y en consecuencia, de un par de reacción
pequeño. Se puede usar con giro a la derecha y/o a la izquierda.
Atornillador de impacto
Las atornilladoras de impacto, a diferencia de las atornilladoras rotatorias, no disponen de un elemento de ajuste del par.
El mecanismo percutor de ranuras en V,
es un mecanismo percutor por efecto de
masa, que aprieta la unión atornillada con
dos impulsos por vuelta.
Es apropiado para apretar uniones atornilladas de gran tamaño, con bajo par de
reacción y par de apriete de precisión
mediana. Son inevitables los elevados,
aunque breves, ruidos de carraca. La reducción del par se consigue mediante barras de torsión, modificando las revoluciones del motor (mando electrónico), o variando la duración de impacto.
Atornilladoras de impacto con motor universal
Se fabrican para pares de apriete escalonados para los tornillos
– hasta 18 mm Ø y par de apriete de
250 Nm
– hasta 24 mm Ø y par de apriete de
600 Nm
– hasta 30 mm Ø y par de apriete de
1000 Nm
Funcinamiento a batería
hasta M8
Funcionamiento a través
de la red hasta M30
Un temporizador especial permite ajustar
la duración del impacto para fijar el par de
apriete. El aparato se ajusta a la corriente
en vacío de la atornilladora, y cuando detecta un incremento de la corriente por
aumento del par, activa la medición de
tiempo.
EWL-S009/G
Funcionamiento
a través de la red
hasta M18
Atornilladoras de impacto con motor trifásico asíncrono
de frecuencia aumentada y ejecución recta, con empuñadura central, empuñadura
de pala y con empuñadura en cruz para
tornillos
– hasta 8 mm Ø y par de apriete de 20
Nm
– hasta 10 mm Ø y par de apriete de 40
Nm
– hasta 12 mm Ø y par de apriete de 80
Nm
– hasta 16 mm Ø y par de apriete de
190 Nm
– hasta 22 mm Ø y par de apriete de
350 Nm
– hasta 30 mm Ø y par de apriete de
1000 Nm
8-48(A-B)_esp Page 31 Tuesday, January 29, 2002 2:24 PM
Atornilladora Taladro
Atornilladoras de impacto con motor de
aire comprimido
Se emplean preferentemente con fuerza
de impacto escalonada. La reducción de
par se consigue estrangulando la entrada
de aire. Existe una serie de máquinas con
el siguiente escalonamiento de par de
apriete para tornillos.
– hasta 10 mm Ø y par de apriete de 50
Nm
– hasta 20 mm Ø y par de apriete de
350 Nm
– hasta 24 mm Ø y par de apriete de
500 Nm
– hasta 27 mm Ø y par de apriete de
700 Nm
– hasta 33 mm Ø y par de apriete de
1500 Nm
– hasta 36 mm Ø y par de apriete de
2200 Nm
Las atornilladoras de impacto disponen
de giro reversible y se fabrican con empuñadura de pistola, empuñadura central y
empuñadura de pala.
31
Atornilladora Taladro
Bohrschrauber
Perceuse-Visseuse
Furadeira/parafusadeira
Screwdriver drills
Dispone de las revoluciones de un taladro y además de un dispositivo de paro
automático del husillo al finalizar el proceso de atornillado. Puede estar dotada
además de un elemento de ajuste y limitación del par de apriete. Destinada a colocar tornillos para chapa, tornillos autoperforadores, tornillos de montaje rápido,
tornillos para tableros aglomerados, tornillos de mariposa autoperforadores y tornillos obturadores con innumerables posibilidades de utilización en instalaciones interiores, estructuras de madera y
metálicas, en la fijación de placas de cartón-yeso sobre perfiles metálicos delgados y estructuras de madera. El mando
electrónico incorporado permite adaptar
su velocidad a los diferentes tipos de ma-
Atornilladora/Taladro
1
3
4
1
2
3
4
A batería, con ajuste de par de apriete
A batería, con ajuste de profundidad
De la red, con ajuste de par de apriete
De la red, con ajuste de profundidad
EWL-B025/G
2
8-48(A-B)_esp Page 32 Tuesday, January 29, 2002 2:24 PM
32
Atornilladoras
terial. Con el tope de profundidad ajustable (magnético) pueden atornillarse tornillos de cabeza avellanada a ras de superficie del material sin dañar la cabeza o la
lámina del destornillador. Debe atornillarse
con control de par en materiales duros.
Las atornilladoras se fabrican con forma
de pistola pudiendo emplearse también
aquí diversos motores de accionamiento.
1. Motor universal (motor de inducido
en serie), de alimentación por red
2. Motor de corriente continua de inducido en serie, accionado por acumuladores
3. Motor sin válvulas o de aletas accionado por aire comprimido
1.1 Atornilladora taladro de alimentación por red
Para atornillar a tope tornillos para chapa,
tornillos de construcción y para madera.
Diámetro de brocas 6.3 mm
Potencia absorbida 600 W
Portabrocas
1/4" con hexágono interior (anillo
elástico)
Para atornillar con control del par de apriete
Diámetro de brocas 8 mm
Potencia absorbida 600 W
Portabrocas
1/4 " con hexágono
interior (con encastre de bolas y / o
anillo elástico)
2.1 Atornilladora taladro accionada por
acumuladores
De uso industrial
Diámetro de brocas 6 mm
Tensión
de alimentación
desde 7,2 Volt
Portabrocas
1/4" con hexágono interior (anillo
elástico)
3.1 Atornilladora taladro accionada por
aire comprimido
De uso industrial, para atornillar a tope
tornillos para chapa, tornillos de construcción y para madera.
Diámetro de brocas 6,3 mm
Par de apriete
1.5–8 Nm
Portabrocas
1/4" con hexágono
interior
Los taladros de giro reversible no son atornilladoras taladros. Éstos deben disponer
de un dispositivo de parada automática del
husillo al finalizar el proceso de atornillado
(DIN VDE 0740, Parte 1000,Herramientas
Eléctricas, Conceptos).
Atornilladoras
(ver también Taladros /
Atornilladoras; Atornilladoras
rotatorias; Atornilladora de
impacto)
Schrauber
Visseuse
Parafusadeiras
Screwdrivers and wrenches
Son herramientas proyectadas para apretar y aflojar uniones atornilladas. Las
atornilladoras para usos denominados
"pesados" (por ej. atornillar metales, tuercas y tornillos de máquinas) necesitan
que se limite el par de apriete. Por este
motivo están equipadas con un elemento
de ajuste del par y se llaman atornilladoras dinamométricas o de par. Para atornillar en materiales "blandos" como la madera, es fundamental que la profundidad
de la penetración sea exacta. Es indispensable que haya un tope de profundidad ajustable. Una vez que se alcanza la
profundidad máxima, el embrague suelta
el vástago motriz. Este tipo de atornilladora se llama atornilladora con tope de
profundidad.
Una atornilladora de impacto puede alcanzar un par de apriete elevado sin producir un par de reacción exagerado en
las manos del operador. En la práctica
esta máquinas se usan fundamentalmente en tipos de unión "fuertes", o sea para
atornillar metales.
En general las baterías de atornilladoras
taladro están equipadas con un dispositivo de limitación de par de apriete, lo que
ha sido considerado como la mejor solución para los trabajos cotidianos.
8-48(A-B)_esp Page 33 Tuesday, January 29, 2002 2:24 PM
Atornilladoras Rotativas
33
Atornilladoras
A
C
Atornillador dinamométrica
Atornillador con tope de profundidad
Taladro/Atornillador a batería
Atornillador de impacto
Atornillador de impacto
neumática
D
Atornilladoras Rotativas
E
EWL-S018/G
A
B
C
D
E
B
Drehschrauber
Visseuses/Dévisseuses
Parfusadeiras rotativas
Rotary screwdrivers
3.0 Atornilladoras por bloqueo o motores adaptables de accionamiento directo
Estos aparatos se solicitan hasta bloquearlos, fijándose el par de giro con la
presión de servicio.
Concepto genérico para los más diversos
tipos de atornilladoras que no responden
al principio de la atornilladora de impacto:
4.0 Atornilladoras por impulsión
son precisas y disponen de un par de reacción bajo.
1.0 Atornilladoras y llaves de impacto
con embrague de desconexión
para atornillados normales de embrague
ajustable y precisión de atornillado mediana.
5.0 Atornilladoras de espárragos
son roscadoras con un embrague de desacoplamiento ajustable adicional y un
mandril especial para espárragos. Se denominan espárragos a las varillas roscadas o a los tornillos sin cabeza.
Los taladros de giro reversible no se consideran atornilladoras (ver DIN VDE
0740, Parte 1000, “Conceptos sobre herramientas eléctricas”).
2.0 Atornilladoras y llaves de impacto
con embrague de desconexión ajustable
y ajuste independiente de desconexión
automática, pensadas para alcanzar pares de apriete reproducibles de elevada
precisión.
8-48(A-B)_esp Page 34 Tuesday, January 29, 2002 2:24 PM
34
Auto-Lock
Auto-Lock
(ver SDS-plus)
Verriegelungsautomatik
Auto-lock
Sistema de travamento automático
Automatic locking
Automatismo de
Desconexión, Protección
Contra Sobrecarga
Abschaltautomatik, Überlastsicherung
Coupe-circuit automatique
Desconexão automática, Proteção
contra sobrecarga
Automatic cut-out, overload safety
Actualmente usamos medios electrónicos
para proteger las herramientas eléctricas
de los daños provocados por la sobrecarga que resulta del uso inadecuado . Si el
motor soporta permanentemente una sobrecarga, los sensores que monitorean el
consumo de su energía desconectan la
herramienta. Esto también puede ocurrir
como una reacción al exceso de temperatura del motor. Los sensores térmicos
desempeñan la misma función y pueden
interrumpir la alimentación cada vez que
se supera una temperatura crítica, por
ejemplo en la bobina del campo. Frecuentemente se indica al usuario que hay
una situación crítica por medio de un indicador luminoso inmediatamente antes o
después de la interrupción del circuito.
permanentemente iluminado. En caso de
sobrecarga de una herramienta eléctrica,
un LED intermitente avisa al usuario antes de que se produzcan daños permanentes.
Ayuda Para Perforar
Anbohrhilfe
Foret d’amorçage
Guia de pré-perfuração
Spot drilling guide
Utilizando la técnica de perforación con
una broca de diamante e imprimiéndole
manualmente la presión necesaria, se
pueden hacer perforaciones de tamaño
muy pequeño. Para asegurarse de que la
broca esté correctamente colocada, es
necesario usar la ayuda para perforar,
que es una especie de columna que se
sostiene manualmente.
Ayuda para
perforar
4
3
2
1
Blinksignal
Signal clignotant
Aviso piscante
Flashing light
LED – Light Emitting Diodes – son semiconductores modernos que han encontrado aplicación también en las herramientas eléctricas. LED intermitentes en
cargadores de acumuladores indican el
término del proceso de carga. Durante el
proceso de carga se mantiene el LED
1
2
3
4
Ayuda para perforar
Corona de perforación de diamante
Guía telescópica
Dispositivo de fijación
EWL-A009/G
Avisador intermitente
8-48(A-B)_esp Page 35 Tuesday, January 29, 2002 2:24 PM
Barra de Cuchillas
35
Balancín
Banda, Velocidad de la
Balancer
Balanciers
Balancim
Balancer
Bandgeschwindigkeit
Vitesse de la bande
Velocidade da cinta
Belt speed
Diferente denominación de un suspensor
regulable. Sirve para suspender, por
compensación de peso, herramientas
neumáticas y eléctricas. Existen suspensores en diferentes ejecuciones, con enclavamiento, con interruptor de conexión /
desconexión, con suspensor de manguera y con válvula para un apriete de tornillos automático. Los balancines se emplean principalmente en las herramientas
neumáticas y de alta frecuencia.
Al contrario que en las amoladoras angulares, amoladoras rectas y taladro, donde
las velocidades de corte se indican en la
unidad de medida de m/s, en las lijadoras
de banda se ha impuesto la indicación de
la velocidad de banda en m/min. 250 m/
min significa que si la banda, pudiera actuar como accionamiento libre de la máquina, efectuaría un recorrido de 250 m
en un minuto. Esto corresponde a una velocidad de 15 km/h.
Banda, Conducción de la
Banda, Tensión de la
Bandführung
Guidage des bandes
Guia da cinta
Belt guide
Bandspannung
Fixation de la bande
Tensão da cinta
Belt tension
Concepto aplicable también en lijadoras
de banda. La banda lijadora montada
puede regularse mediante el botón de
ajuste con la máquina en marcha hasta
quedar perfectamente centrada y evitar
así que se salga durante su empleo. Con
la centralización puede evitarse la indeseada penetración de la banda en la carcasa de la máquina, frecuentemente limitada además por piezas de cerámica o
metal duro montadas en la carcasa.
El cambio de la banda puede efectuarse
por medio de un dispositivo de sujeción
rápida. El tensado de la banda se realiza
con el rodillo motriz y el rodillo guía regulable. La tensión de la banda asegura el
arrastre por fricción.
Banda, Dispositivo
de Cambio de la
Bandwechselvorrichtung
Dispositif de changement de bande
Dispositivo de troca da cinta
Belt change device
Dispositivo de sujeción rápida para tensar
las bandas. Ver también tensión de la
banda.
Barra de Cuchillas
Messerbalken
Porte-couteaux
Barra de lâminas
Cutter bar
Es el elemento cortante en la tijera cortasetos. En el caso de las barras de cuchillas de seguridad, el filo activo queda
aprox. 8 mm detrás del extremo redondeado de la cuchilla soporte, en la que
sus dientes (sin filo) poseen una separación de 14 mm en su punto más estrecho.
Estas barras de seguridad impiden eventuales lesiones en caso de un contacto
superficial con las manos.
8-48(A-B)_esp Page 36 Tuesday, January 29, 2002 2:24 PM
Barra de Torsión
Barra de cuchillas
Barra de torsión
1
Sin peligro en contacto
con grandes superficies
2
1
2
3
3
No rebota cuando toca algunos obstáculos
1 Enchufe para conectar la llave de impacto
2 Barra de torsión calibrada,
con redución de diámetro
(diámetro efectivo)
3 Enchufe para conectar el casquillo
EWL-T004/G
36
1 Regla guía
2 Barra de seguridad
(barra de retención)
3 Lámina de corte
EWL-M010/G
Barrena para Hielo
Barra de torsión
Torsionsstab, Drehfederstab
Barre, ressort de torsion
Barra de torção, mola de torção
Torsion bar, torsion spring bar
En caso de necesidad, se emplea intercalada entre la atornilladora de impacto y
la llave de vaso. Sirve para evitar una sobrecarga de la unión atornillada debido a
un par de apriete excesivo. La elección
de la barra de torsión se realiza según la
siguiente fórmula práctica:
Diámetro
del núcleo
del tornillo
^
=
diámetro efectivo
de la barra de
torsión
El diámetro del núcleo del tornillo es igual
al diámetro exterior del tornillo x 0.8.
Ejemplo:
Un tornillo M 10 tiene un diámetro del núcleo de 8 mm.
Observación:
El diámetro del núcleo corresponde al
diámetro efectivo
Eisbohrer
Foret à glace
Brocas para gelo
Ice drill bit
Broca especial para hacer agujeros en la
nieve congelada o en el hielo con martillos perforadores. Por su forma y apariencia parece una broca helicoidal pero la
geometría de la superficie de corte es diferente. Se usa en las estaciones de esquí para colocar las marcas de slalom.
Base de Corcho
Korkunterlage
Base en liège
Base de cortiça
Cork backing
Para poder realizar trabajos de lijado muy
finos con lijadoras de banda, se emplea
una placa de grafito con una base de corcho. La placa de grafito absorbe el calor
generado al lijar mientras que la base de
corcho, por su elasticidad, iguala las irregularidades de la superficie a lijar.
Base Magnética
Magnetfuß
Pied magnétique
Base magnética
Magnetic foot
Es la placa base del soporte magnético
para taladrar.
8-48(A-B)_esp Page 37 Tuesday, January 29, 2002 2:24 PM
Baterías
Bastidor
37
Bastidor Inferior
(ver Cepilladora para
regruesar y planear)
Untergestell
Support
Suporte para plaina
Tool stand
Se utiliza para sujetar cepillos y lijadoras
de banda cuando se emplean en forma fija.
Stationärhobel
Support de base
Plaina estacionária
Stationary planer
Bastidor de Amolar
Bastón Guía
Schleifrahmen
Cadre de poncage
Moldura de lixamento
Sanding frame
Fahrstock
Tige téléscopique
Cabo-guia
Guide handle
Es un bastidor de cubierta que permite lijar con un aparato lijador de superficies
(por ejemplo una lijadora orbital, lijadora
de banda) sin esparcir el polvo y que,
además, garantiza el lijado paralelo de
superficies.
Empuñadura adicional, que en tijeras cortacésped sirve para ampliar su campo de
aplicación. Con la tijera cortacésped acoplada al bastón, puede cortarse en terreno accidentado manteniendo una posición erguida. El bastón guía puede emplearse con o sin ruedas, y lleva en la
empuñadura un interruptor de seguridad.
Abdeckrahmen
Cadre de recouvrement
Moldura isolante
Cover frame
Pieza que envuelve, por ejemplo, la placa
lijadora de una lijadora orbital. De esta
forma se garantiza una eliminación ecológica del polvo de lija.
Bastón guía
El bastón guía
permite cortar cantos y
bordes de césped en
posición vertical.
EWL-F002/G
Bastidor de Cubierta
Bastidor cobertor
(principio)
1
Baterías
2
Batterie
Batteries
Baterias
Battery
4
5
6
Lijadora orbital
Bastidor cobertor
Superficie del material
Placa lijadora
Hoja de lija
Adaptador de la manguera/de la
aspiradora
EWL-A001/G
3
1
2
3
4
5
6
Combinación de dos o más celdas eléctricas (elementos). Las baterías con células
recargables se denominan acumuladores o cargadores.
8-48(A-B)_esp Page 38 Tuesday, January 29, 2002 2:24 PM
38
Bayoneta, Acoplamiento de, Enclavamiento de
Bayoneta, Acoplamiento de,
Enclavamiento de
Bajonettkupplung, -verriegelung
Verrouillage à baïonette
Engate, acoplamento de baioneta
Bayonet coupling, - lock
Conexión rápida para tubos, por ejemplo
en la limpiadora de alta presión.
Bloqueador de Husillo
Spindelarretierung
Blocage de broche
Bloqueio do eixo
Spindle lock
Permite cambiar rápidamente los útiles
adaptables. El husillo queda bloqueado
por un elemento que se acciona manualmente, lo que permite el cambiar el útil
con una sola llave o con la mano.
Bimetálica
Bi-Metall
Bimétal
Bi-metal
Bimetal
Bloqueador de husillo en
una amoladora angular
Material compuesto por dos metales con
propiedades distintas. Con la tecnología
de bimetales se combinan las mejores
características de cada uno de los metales.
Bit
Bit
Bit
Bit
Bit
Bloqueio de husillo en un
taladro de percusión
Bloque ACCU
Akkupack
Accu-Pack
Bateria ou power pack
Battery or power pack
Una batería o acumulador es la reunión
de las células de NiCd individuales que
forman la batería en un único envoltorio.
La tensión de trabajo de la célula, de cerca de 1.2 volt, también es la tensión de
trabajo de la máquina. Los acumuladores
se pueden sustituir rápidamente.
EWL-S042/G
1. Denominación para la lámina de destornillador, predominantemente de ejecución corta con seguro por anillo elástico.
2. Denominación de la punta de la broca
de metal duro en brocas para piedra.
Bloqueo de Seguridad
Einschaltsperre
Verouillage de sécurité
Trava de segurança
Switch-on safety lock
Impide que la herramienta eléctrica arranque accidentalmente. En la mayoría de
los casos tienen un sistema de bloqueo
mecánico. Las llaves de control triple de
las amoladoras angulares son la última
palabra en sistemas de bloqueo.
8-48(A-B)_esp Page 39 Tuesday, January 29, 2002 2:24 PM
39
Bomba de Jardín
Blockierungsschutz, -kupplung
Système anti-blocage
Proteção, embreagem anti-travamento
Anti-blocking system, safety release
clutch
Al manejar indebidamente, o al emplear
accesorios inadecuados o mellados, puede llegar a bloquearse el taladro de percusión repentinamente. Lo mismo puede
suceder con diámetros de brocas demasiado grandes, coronas perforadoras sin
cable, si se encuentran tubos de acero
ocultos bajo la pared. Pueden presentarse en estos casos fuertes pares de reacción que en caso de una posición inestable del usuario, aumentan considerablemente el riesgo de accidente. Los
embragues de garras o los embragues
por fricción son una protección eficaz en
estos casos por desconectar rápidamente el motor de accionamiento de husillo
de trabajo. Un mando electrónico permite
obtener también una protección contra
sobrecarga o bloqueo al reducir considerablemente la tensión del motor en caso
de que la potencia absorbida sea excesiva. La máquina llega a pararse, por lo
que el usuario reducirá normalmente la
fuerte presión ejercida, a consecuencia
de lo cual la máquina se pone en movimiento con esta tensión reducida, evitando así la situación de bloqueo. Este sistema se aplica principalmente en amoladoras angulares y sierras circulares.
Bomba de Jardín
Gartenpumpe
Pompe de jardin
Bomba de jardim
Garden pump
Las bombas de jardín se utilizan cuando
el agua de la canilla no tiene presión suficiente o cuando no se recomienda usar
directamente sobre plantes.
Bombas de jardín
Bomba centrífuga "simple", principio del chorro
9
1
8
3 7
2
Bomba centrífuga "varias etapas"
1
3
4
5
6
1 Succión del agua
2 Agua a presión
3-6 Rotores de la bomba (turbinas)
7 Husillo de accionamiento
8 Retorno del agua
9 Inyector ("chorro")
2
7
EWL-G003/G
Bloqueo, Protección Contra,
Embrague Contra
El agua es bombeada de la fuente disponible (cisterna, caja de agua, lago, arroyo, etc.) y transportada con la presión
adecuada hasta el equipo donde se distribuye el agua - normalmente un tipo de
irrigador. Para permitir que se usen en
cualquier tipo de aplicación, las bombas
de jardín deben tener una buena altura
8-48(A-B)_esp Page 40 Tuesday, January 29, 2002 2:24 PM
40
Bomba de Vacío
de aspiración, poder de elevación suficiente (presión en bar) y un buen caudal.
Se considera que una altura de aspiración de 8 m, una elevación de bombeo de
35 m y un caudal de 500 l/h son satisfactorios. Como criterios adicionales se consideran: peso, nivel de ruido y vida útil.
Debido a las razones mencionadas, las
bombas centrífugas de varias etapas resultan mejores que las de etapa única
(modelo chorro). Las bombas de jardín
también sirven para vaciar depósitos.
Vakuumpumpe
Pompe à vide
Bomba de vácuo
Vacuum pump
La bomba de vacío crea una presión negativa que se aprovecha para fijar por
succión el soporte de las perforadoras y
las coronas diamantadas a una pared o al
techo. El soporte de la perforadora tiene
un sistema de sellado apropiado a esta finalidad, que se aplica en la abertura donde se conecta el tubo de succión. La fuerza de succión creada es suficiente para
mantener el soporte de la perforadora en
su lugar, a pesar de que esté aplicada
una gran presión de desplazamiento
Boquilla para Ranuras
(vea Boquillas)
Fugendüse
Suceur étroit
Bico para juntas
Crevice nozzle
Boquillas
Düsen
Buses
Bicos
Nozzles
Son accesorios para aspiradores de polvo, sopladores térmicos, pistolas de pintura y limpiadoras de presión, cuyo diseño, forma y aplicación están especialmente adaptados a las tareas a las que
se destinan.
Bomba de vacío
2 3
4
2
0,
0,
6
0,
Boquilla Multiuso
(ver Boquillas)
Mehrzweckdüse
Raccord universelle d’aspiration
Bico universal ou multi-uso
Universal or multi-purpose nozzle
Bomba de Vacío
1
Se recomienda usar este dispositivo
cuando el soporte se puede fijar por medio de tornillos o espigas, por ejemplo, en
lugares que no se pueden perforar, como
planchas de mármol. La bomba de vacío
sólo se puede usar en superficies planas
y lisas para permitir el sellado necesario
para tener vacío.
Para aspiradores de polvo:
Boquilla de ranuras
Boquilla fina y alargada, en forma de
tubo para la limpieza de ranuras y juntas estrechas.
1
2
3
4
Filtro de aire
Conexión de la manguera
Motor
Bomba de vacío
EWL-V001/G
4
Boquilla rascadora
Raspa la suciedad de grandes superficies antes de aspirarla.
Boquilla de metal
Para aspirar rápidamente áreas grandes
removiendo suciedad, polvo y agua.
8-48(A-B)_esp Page 41 Tuesday, January 29, 2002 2:24 PM
Boquillas
41
Boquilla de goma
Boquilla fina y flexible para aspirar en
lugares de difícil acceso.
Boquilla de empalme
Para soldar perfiles y tubos de material
sintético.
Boquilla para suelos
Boquilla universal adaptable para superficies lisas y con moqueta, aspira
superficies secas y húmedas
Boquilla de prolongación
Para calentar puntos de difícil acceso
Boquillas
(boquillas de aspiración)
D
A Boquilla en ranura B Boquilla raspadora
C Boquilla de caucho D Boquilla para pisos
Para sopladores térmicos:
Boquilla plana
Distribuye superficialmente el aire caliente, para secar, precalentar y eliminar pinturas
Boquilla angular
Con deflector frontal para desviar el
chorro de aire caliente
Boquilla reflectora
Para calentar la manguera termorretráctil y soldar tubos
Boquilla protectora de vidrio
Para a proteger materiales sensibles al
calor, como vidrio, polietileno, polipropileno y PVC rígido y duro.
Boquilla reductora
Adaptador necesario para todas las
Boquillas adicionales
Boquilla con zapata para soldar
Para soldar materiales sintéticos con
varilla de hasta 5 mm.
A
C
B
D
A
B
C
D
E
F
Boquilla oblonga
Boquilla reflectora
Boquilla deflectora
Boquilla cortadora F
Boquilla de soldadura
Espejo de soldadura
Para soldadura a tope
E
EWL-D013/G
C
Boquillas para sopladores térmicos
B
EWL-D012/G
A
Boquilla deflectora
Para desviar el chorro de aire caliente
en grandes superficies
En la técnica hidráulica:
Baja presión
Boquilla pulverizadora
Para atomizar agua
Boquilla de proyección
Para chorros fuertes de agua
Rociado/ducha para riego suave
Boquilla multifuncional
Boquilla ajustable para pulverización,
rociado y proyección.
Alta presión
Lanza de proyección
Para todo tipo de limpieza. Se pueden
ajustar la presión y la forma del chorro
de agua.
Boquilla cortadora
Para cortar espuma rígida y poliestireno
Fresadora de suciedad
Para limpieza pesada con proyección
puntual del chorro oscilante
Boquilla de rendija
Para soldar láminas superpuestas de
PVC
Lanza para proyección de espuma
Para distribuir productos de limpieza y
conservación.
8-48(A-B)_esp Page 42 Tuesday, January 29, 2002 2:24 PM
42
Boquilla Universal
útiles adaptables en amoladoras angulares. Las bridas con taladros se fijan mediante tuercas, empleándose en su mayor
parte para fijar hojas de sierra circulares.
Boquilla para lavadora de presión
A
Bridas de Apoyo
Aufnahmeflansche
Flasque
Flange
Hub flange
A Ajuste para alta presión
B Ajuste para baja presión
EWL-D014/G
B
Boquilla Universal
(ver Boquillas)
Concepto de utilización muy general, que
necesita por lo tanto de aclaración en el
caso específico de las herramientas eléctricas. Se consideran bridas, los discos
planos previstos para aumentar la superficie de apoyo, para centrar y fijar los útiles adaptables en amoladoras angulares.
Las bridas con taladros se fijan mediante
tuercas, empleándose en su mayor parte
para fijar hojas de sierras circulares.
Bridas de Apoyo (Amoladora angular)
Multifunktionsdüse
Succeur multiusage
Bico multi-função
Multi-functional nozzle
1
Boton de Fijación
(vea Interruptor de
accionamento continuo)
2
3
Feststellknopf
Buton d’arrêt
Botão de travamento
Locking button
Flansch
Flasque
Flange
Flange
Concepto de utilización muy general, que
necesita por lo tanto aclaraciones en el
caso específico de las herramientas eléctricas. Se consideran bridas, los discos
planos previstos para aumentar la superficie de apoyo, para centrar y para fijar los
5
1 Amoladora angular 4 Tuerca redonda
2 Caperuza protectora 5 Llave de tuerca
3 Brida
EWL-A020/G
Brida
4
Broca de Centrar
Zentrierbohrer
Foret de centrage
Broca de centrar
Centring bit
En los trabajos de torneado se precisa
esta broca para hacer el orificio central.
8-48(A-B)_esp Page 43 Tuesday, January 29, 2002 2:24 PM
Brocas, Tipos de
Es una broca especial, que fijada en el
contrapunto de un torno, permite hacer
perforaciones concéntricas.
Broca de centrar
2
3
1 Punta de centrar
2 Ángulo de centrar
3 Vástago de la broca
EWL-Z002/G
1
Broca para Tacos
(ver Tipos de brocas)
Dübelbohrer
Foret pour chevilles
Broca para buchas
Straight drill bits for dowels
Se trata de brocas de metal duro para
perforar piedras o concreto.
Existe otro tipo de taco o tarugo que se
emplea para unir piezas de madera.
Brocas
Bohrer
Foret
Brocas
Drill bit
Término que describe la herramienta o
accesorio que ejecuta la perforación. Las
brocas se pueden usar manualmente o
en máquinas a las que se ajustan por medio de un dispositivo de fijación (mandril).
Brocas, Aparato
para Afilado de
Bohrerschärfgerät
Appareil à affûter les mèches
(Affûteuse)
Afiador de brocas
Drill bit sharpener
43
Aparato adaptable a un diámetro de cuello del husillo de 43 mm en taladros y taladros de percusión. La transmisión de par
se efectúa con el portabrocas cerrado.
Pueden afilarse brocas espirales de diámetro entre 3,5 y 10 mm guiadas por medio de una plantilla perforadora de acuerdo al diámetro de las brocas. Los ángulos
de corte usuales de 110° a 116° quedan
fijados por la inclinación de la superficie
de afilado.
No se recomienda para brocas de metal
duro.
Brocas, Coronas
Perforadoras “Karat”
(ver Tipos de brocas)
“Karat”-Bohrer und Bohrkronen
Forets, couronnes-trépans “Karat”
Brocas e coroas dentadas “Karat”
“Karat” drill bits and core cutters
Brocas, Tipos de
Bohrerarten
Types de forets
Tipos de brocas
Types of drill bits
Broca espirales según DIN 1412
Broca espirales con vástago cilíndrico
Broca espirales con vástago cónico
Para los distintos materiales se utilizan
brocas espirales de las más diversas formas:
1.0 Espiral normal, tipo N, HSS
(acero de corte rápido de alto rendimiento)
para aceros de 500–1300 N/mm2,
aceros aleados y resistentes al calor,
aceros inoxidables,
fundición de acero, fundición maleable,
metales no férricos como el zinc y metales ligeros,
latón Ms 60–Ms 63 cobre.
RN = corte a la derecha Tipo N
8-48(A-B)_esp Page 44 Tuesday, January 29, 2002 2:24 PM
Brocas, Tipos de
2.0 Espiral de paso grande Tipo H,
HSS para materiales quebradizos y
duros:
para aceros de 1300 N/mm2 o más,
materiales sintéticos, fibras duras, papeles duros, baquelita, Novotex,
Pertinax y materiales prensados multilaminares,
Aleaciones ligeras de viruta corta,
Aleaciones de magnesio, Elektrón
Latón quebradizo Ms 58,
Fibrocemento (uralita), fibrocemento ondulado, mármol, pizarra, carbón, mica,
goma endurecida, plexiglas, ebonita.
Empleo: latón y bronce de viruta y materiales sintéticos (piezas prensadas)
3.0 Espiral de paso corto Tipo W, de
HSS para materiales blandos:
aleaciones de aluminio,
aleaciones ligeras tenaces y templadas,
materiales sintéticos, nylon, perlón, poliamidas, poliestireno,
Trolitul, Styroflex, Igelita,
Resinas de moldeo, resinas fenólicas, celuloide, cellón, fibra vulcanizada,
maderas duras y maderas prensadas
Empleo: aluminio y aleaciones ligeras
blandas, cobre, bonce fosforado, materiales sintéticos blandos.
Tipos de brocas
H
W
19°. . . 40°
10°. . . 19°
27°. . . 45°
EWL-B012/G
N
A broca
escalonada
A
3
2
1
B Broca escalonada
para tornillos
cilíndricos y
hexagonales
B
C Broca escalonada
para tornillos de
cabeza embutida
C
4
4
5
6
1
2
3
4
5
6
7
7
6
Punta para iniciar la perforación
Escala intermediaria para rebarbar
Corte para aumentar el orificio
Ø de la cabeza del tornillo
Corte escalonado
Ø del vástago del tornillo
Corte para cabeza embutida
EWL-B013/G
44
4.0 Brocas escalonadas
Las brocas escalonadas son brocas con
varios diámetros para tornillos con hexágono interior, tornillos de cabeza avellanada y tornillos de cabeza cilindrica que
permiten taladrar y avellanar simultáneamente los orificios necesarios.
5.0 Brocas espiral escalonadas
Las brocas espirales escalonadas se
usan entre otras cosas, para tornillos de
cabeza embutida.
6.0 Brocas miniatura según DIN 1899
A–C
Brocas espirales miniatura son brocas
espirales cuyo vástago es mayor que su
8-48(A-B)_esp Page 45 Tuesday, January 29, 2002 2:24 PM
45
Brocas, Tipos de
Microtaladro DIN 1899 A-C
2
EWL-B014/G
1
1 Broca
2 Vástago
Brocas de punta miniatura son brocas sin
espiral (salomónico) de vástago redondo.
Se usan en mecánica de precisión y óptica donde el diámetro y la profundidad del
taladro son casi iguales.
8.0 Brocas para piedra
Las brocas con pastillas de metal duro
soldadas o sinterizadas en los filos se
emplean para taladrar piedra, mampostería y hormigón con taladros de percusión.
La punta de la broca con filos de metal
duro se identifica con color amarillo, su
vástago es cilíndrico y disponen de una
espiral helicoidal para evacuación del
material arrancado. Excepción: brocas
Karat. En éstas la parte frontal de la pastilla es de metal duro, lo que produce una
punta muy afilada. Estas brocas se deben ser usar solamente par movimiento
de rotación, en caso contrario la pastilla
se puede quebrar. Las brocas “Karat” están recomendadas para todos los tipos
de piedra blanda y pisos vitrificados, donde no se puede o no se deben usar sistemas de impacto. Viene con vástagos cilíndricos y cuerpo helicoidal, para permitir
que salgan los escombros.
Broca para hormigón y piedra
A Formato del corte para perforar
(Broca universal Karat)
B Formato del corte para perforar con
impacto (taladro percutor)
2
7.0 Brocas de centrar según DIN 333
Se precisam para realizar taladros de
centraje en piezas giratorias. Se usan poco con herramientas eléctricas.
1
A
1
B
3
1 Punta de centrar
2 Ángulo de centralización
3 Vástago de la broca
EWL-B015/G
2
1
2
1 Placa de metal duro con corte
2 Vástago de la broca con canaletas
Broca de centralización
1
2
EWL-B016/G
punta. Las brocas de hasta 0,79 mm tienen un vástago de 1,0 mm.
El vástago de las brocas de 0,8 a 1,45
mm es de 1,5 mm.
En brocas de más de 1,45 mm el vástago
es de 2,0 mm.
La sujeción de estas brocas se realiza
mediante pinzas de sujeción. Se emplean
en placas de resina epoxi reforzadas con
fibra y con laminado de cobre para circuitos impresos.
9.0 Brocas espirales con pastillas de metal duro para martillos perforadores
Son útiles de perforación especiales usados en martillos perforadores ligeros o
semipesados para taladros para tacos y
demás medios de fijación en piedra.
El alojamiento SDS-plus se utiliza en
martillos perforadores ligeros. BOSCH
emplea en los martillos perforadores semiligeros el eje estriado pequeño, y en
los martillos perforadores pesados, el eje
estriado grande para alojamiento del útil;
8-48(A-B)_esp Page 46 Tuesday, January 29, 2002 2:24 PM
46
Brocas, Tipos de
actualmente se está comenzando a cambiar para SDS-max en los martillos perforadores semipesados y pesados. La ventaja de SDS-max es que tiene un manejo
simple, el polvo no lo afecta, y se emplea
también en cinceles. Las brocas SDSplus también están disponibles en la versión “Karat” (v. 8.0).
Brocas SDS-PLUS
Broca para anclajes
Broca helicoidal
Broca helicoidal multi-puntas
Broca con aspiración
brocas de aspiración con vástago cilíndrico
en los diámetros de 8 a 14 mm. Las brocas
de aspiración con taladros centrales y diámetros de perforación de 16 a 26 mm disponen de una hélice de transporte para
permitir que el material se retire fácilmente.
11.0 Brocas macizas o helicoidales
con pastillas de metal duro para
martillos perforadores
Se emplean para las más diversas perforaciones con diámetros de 12 a 52 mm y
longitudes de trabajo de 150 a 550 mm.
Estas brocas se usan para hacer perforaciones pasantes o perforaciones para
elementos de fijación. La forma helicoidal
permite que las partículas arrancadas se
retiren rápidamente. La aleación cromoníquel-molibdeno le confiere una elevadísima calidad. Puede tener filo doble o
cuádruple (cabeza cuádruple). El filo cuádruple permite:
–
–
Brocas SDS-MAX
Broca helicoidal
–
–
–
Broca helicoidal multi-puntas
–
buen centraje y comienzo preciso de
la perforación,
alto rendimiento de perforación y en
consecuencia breves tiempos de perforación,
guía exacta en el taladro sin agarrotamiento,
marcha tranquila sin vibraciones,
larga duración incluso al chocar contra acero para armar,
elevada precisión en taladros para
anclajes.
Broca de romper
10.0 Brocas de aspiración con pastillas de metal duro para martillos
perforadores
Uno o varios orificios en el vástago de la
broca permiten aspirar, junto con el cabezal de aspiración adicional y un dispositivo de aspiración, el polvo de piedra creado durante la perforación. Se emplean
A
2 1 3
B
2
2
3
1 Vástago de la broca
2 Cortes primarios
3 Cortes secundarios
1
2
EWL-B018/G
Corona dentada hueca
EWL-B017/G
A Punta multi-corte en equis
B Broca de dos cortes
8-48(A-B)_esp Page 47 Tuesday, January 29, 2002 2:24 PM
Brocas para eje Estriado, eje Estriado Grande o Pequeño
El formato de la punta de la broca Quadro-X permite hacer canaletas dobles y,
en consecuencia retirar rápidamente el
polvo de piedra.
12.0 Brocas "rapid" con pastillas de
metal duro para martillos perforadores
Brocas de gran superficie para piedra,
para taladrar rebajes para cajas de interruptores o de distribución sin necesidad
de trabajos adicionales con diámetros de
45 a 80 mm y longitudes de 500 a 850m
13.0 Brocas coroa dentada com ponta
de metal duro para martelos rotativos
Se usan para abrir orificios embutidos para cajas de distribución. La parte sólida
se puede retirar facilmente con un cinzel.
El diámetro es entre 40 y 125 mm y la
longitud útil de 100 mm.
Brocas de Metal Duro
Hartmetallbohrer
Forets au carbure de tungsten
Brocas de metal duro
Hard metal drill bits
Las brocas de metal duro sólido (carburo
de tungsteno) se usan apenas en algunas aplicaciones. En general sólo la punta cortante es de metal duro.
Brocas de Vástago Redondo
Rundschaftbohrer
Foret à queue cylindrique
Broca de haste arredondada
Round shank drill bits
Son los accesorios convencionales de
vástago cilíndrico, en los cuales el diámetro del vástago coincide con el de perforación de la broca hasta los 13 mm. A partir
de los 13 mm de diámetro de perforación
se suministra con vástago rebajado. Al
disponer de filos de metal duro pueden
emplearse para perforar piedra, y con puntas normales y filo especial pueden perforar acero, madera y materiales sintéticos.
47
Brocas, Depósito de
Bohrerdepot
Rangement de forets
Porta-bits
Bit depot
En la empuñadura adicional se aloja una
pieza de plástico que se puede completar
con cinco brocas para acero (3, 4, 5, 6 e
8 mm) y tres brocas para piedra (5, 6, 8
mm). Las brocas se mantienen guardadas así de forma segura y al alcance de
la mano y además disponibles siempre
en el lugar de aplicación.
Brocas para eje Estriado
(ver también Brocas, tipos de)
Keilwellenbohrer
Foret à profil canneles droit
Brocas de encaixe estrelado
Spline shank drill bit
Para aprovechar al máximo las ventajas
del accionamiento con eje estriado se han
configurado los vástagos de las brocas helicoidales de martillo y las brocas Rapid de
martillo, los mandriles para coronas perforadoras huecas, las brocas especiales para taladros pasantes y los útiles de colocación de anclajes químicos con eje estriado
pequeño o grande respectivamente.
Brocas para eje Estriado, eje
Estriado Grande o Pequeño
Keilwellenbohrer, große und kleine
Keilwelle
Forets cannelés
Brocas de encaixe estrelado grande e
pequeno
Spline shank drill bit, large and small
spline shank
En los martillos perforadores semipesados y pesados se precisa un encaje de
gran superficie para la unión perfecta entre el portaútiles o el mandril para brocas,
y el vástago de la broca. Los vástagos de
hexagonales se emplearon durante muchos años, pero se desgastaban tras cor-
8-48(A-B)_esp Page 48 Tuesday, January 29, 2002 2:24 PM
Brocas para Chapa Delgada
to tiempo. El accionamiento con eje estriado desarrollado por BOSCH tiene una
vida útil considerablemente más elevada.
El extremo del vástago en el accionamiento con eje estriado tiene estrías longitudinales en el eje estriado grande, y
estrías longitudinales en espiral en el eje
estriado pequeño. Para la transformación
de la fuerza con el eje estriado se dispone de una superficie de transmisión mucho más elevada que en los vástagos
convencionales, y en consecuencia de un
rendimiento y vida útil mucho más elevados. En los martillos perforadores semipesados se emplea el eje estriado pequeño y en los martillos perforadores pesados, a partir de los 6 Kg, el eje estriado
grande. El desarrollo ulterior del eje estriado grande es SDS-max (ver referencia).
va aumentando de forma continua. A diferencia de la hélice en brocas normales,
la broca para chapa fina va escariando la
chapa continuamente evitando así el bloqueo repentino de la máquina.
Broca para chapa delgada
2
1
1 Punta para iniciar la perforación
2 Corte para aumentar el orificio
EWL-B008/G
48
Brocas para eje estriado
2
Brocas para Hormigón
(ver Tipos de brocas)
1 Vástago de la broca
2 Perfil estriado
EWL-K005/G
1
Brocas para Chapa Delgada
Blechschälbohrer
Forets progressifs
Brocas para chapa fina
Sheet metal cone bit
Las chapas de acero son más difíciles de
perforar con taladros portátiles porque las
brocas espirales normales traspasan rápidamente el material incluso al ejercer
una ligera presión de aplicación, lo que
en caso de bloqueo repentino de la máquina puede ser causa de accidentes.
Las brocas para chapa delgada tienen
una forma cónica, por lo que su diámetro
Steinbohrer
Foret à béton
Broca para concreto
Masonry drill bit
Brocas ”WIDIA”
WIDIA-Bohrer
Forets ”WIDIA”
Brocas de WIDIA
WIDIA drill bit
WIDIA es el nombre fantasía del metal
duro fabricado por la empresa Krupp. El
nombre alemán deriva de la expresión
"Wie Diamant" (como el diamante) y se
popularizó como sinónimo de metal duro.
49-91(C-D)_esp CORRETO Page 49 Tuesday, January 29, 2002 2:31 PM
Cabezas de Mandril
Cabeza Hexagonal Interior
(ver Tipos de Tornillos)
Innensechskant, -schrauben
Vis six pans creux
Sextavado interno, parafuso Allen
Hexagonal sockets, Allen screws
Cabezal Angular de Taladrar
Winkelbohrkopf
Renvoi d´angle
Cabeçote angular
Right angle attachment
49
Cabezal del Husillo
Spindelstock
Poupée
Cabeçote
Headstock
El cabezal del husillo se usa para armar
el motor de accionamiento de un torno.
Cabezas de Mandril
Futterkopf
Tête de mandrin
Mandril para chumbador
Chuck head
Es un dispositivo acoplable que permite
taladrar con un ángulo de 90° en lugares
estrechos.
Cabezal angular de taladrar
Las cabezas de mandril sirven para alojar
los anclajes autoperforantes y los anclajes de fijación. Un portaútiles especial entre el mandril y el martillo perforador actúa como transmisor de la fuerza.
Mandril para anclajes
A Introducir el tarugo
B Aplicar el cono y reintroducir el tarugo
C Quebrar el cono del tarugo
D Colocar el tornillo de fixación
A
1
3
2
A
B
4
A Cabezal angular para taladros
B Cabezal angular para martillos
de hasta 2 kg
EWL-W003/G
B
El cabezal angular de taladros puede accionarse por medio del portabrocas de
corona dentada. La rosca de adaptación
del husillo es de 1/2" 20 UNF. El cabezal
angular de taladrar para los martillos ligeros (2 kg) transmite el movimiento rotatorio-percutor del martillo perforador en un
ángulo de 90°. El portaútiles está previsto
para brocas SDS-plus.
C
5
D
1 Tarugo autorroscante 4 Cuña
2 Mandril
5 Tornillo
3 Cono del tarugo
de fijación
49-91(C-D)_esp CORRETO Page 50 Tuesday, January 29, 2002 2:31 PM
50
Cable de Conexión, Conductor de
Cable de Conexión,
Conductor de
Anschlußleitungen, -kabel
Cables électriques d´alimentation
Fios e cabos de conexão
Connecting leads and cables
Todo aparato eléctrico de conexión a la
red viene montado por el fabricante con
un cable de conexión. Los aparatos con
aislamiento de protección precisan un cable de alimentación con solamente dos
hilos conductores junto con su enchufe fijo. El recubrimiento del cable es de material sintético o caucho, de acuerdo con las
prescripciones pertinentes. Todas las herramientas eléctricas de uso profesional
BOSCH están dotadas de cable de red
con recubrimiento de caucho. La sección
del hilo conductor requerida depende de
la longitud del cable y de la intensidad
máxima de paso. BOSCH emplea usualmente cables con una longitud de 2,5 metros en máquinas pequeñas, y de 4 metros en máquinas de gran tamaño. Atención: ¡Con una mayor longitud del cable,
aumenta el riesgo de accidentes!
alrededor del eje del inducido, lo que les
permite trabajar en posiciones hasta 90°.
Una tercera rosca sujeta la empuñadura
auxiliar para facilitar el trabajo.
Caja del Engranaje
(transmisión)
Getriebegehäuse
Carter d´engrenage
Carcaça da transmissão
Transmission housing
En la caja del engranaje se encuentran
las partes mecánicas de la transmisión y
los mecanismos de cambio de marcha.
En muchos de los modelos más actuales
la caja de transmisión integra la carcasa
de la herramienta.
Las cajas del engranaje de las amoladoras angulares muchas veces se pueden
girar alrededor del eje del inducido, lo que
les permite trabajar en posiciones hasta
90°. Una tercera rosca sujeta la empuñadura auxiliar para facilitar el trabajo.
Calidad de Corte
Cadena de Sierra
(ver Sierra de cadena)
Schnittqualität
Qualité de coupe
Qualidade do corte
Cutting quality
Sägekette
Chaîne
Corrente de serra
Saw chain
Es el corte que se realiza sin formación
de astillas usando la sierra de calar, o la
punción sin rebabas, con la punzonadora.
Caja de la Reductora
Cambio de Velocidad
(ver engranajes)
Getriebegehäuse
Carter d´engrenage
Carcaça da transmissão
Transmission housing
En la caja de la reductora están las partes
mecánicas de la transmisión y los mecanismos de cambio de marcha. En muchos de
los modelos más actuales la caja de transmisión integra la carcasa de la herramienta.
Las cajas de reductora de las amoladoras
angulares muchas veces se pueden girar
Gangumschaltung
Changement de vitesse
Mudança de marcha
Speed shift
Etapas de engranajes con una, dos, o
tres velocidades son denominaciones comunes en las herramientas eléctricas en
las que las revoluciones del husillo de trabajo se incrementan de acuerdo con su
numeración.
49-91(C-D)_esp CORRETO Page 51 Tuesday, January 29, 2002 2:31 PM
Carborundum
Cantidad de Flujo
Contenido total del recipiente colector de
polvo sin considerar el dispositivo de aspiración utilizado en los aspiradores.
Durchflußmenge
Débit
Vazão ou débito
Flow rate
Es la velocidad con que un determinado
volumen de una sustancia líquida recorre
un tubo de un diámetro definido.
Kapazität
Capacité
Capacidade
Capacity
Concepto que se aplica a diversos procesos. La capacidad es la aptitud de llenado
o la de producción referida al volumen o
al tiempo.
1.0 Recipientes
La capacidad de un recipiente indica cuanto cabe de un material suelto y móvil.
2.0 Herramientas eléctricas
La capacidad indica aquí su aptitud de
producción de trabajo, como por ejemplo
taladros/unidad de tiempo en taladros,
2
tornillos/carga de acumulador, cm
corte/unidad de tiempo en sierras.
de
3.0 Condensadores
La capacidad se refiere en este caso a la
cantidad de carga eléctrica que puede almacenar. La unidad de medida es el faradio, mF, µF, pF.
4.0 Acumuladores
La capacidad refleja aquí la cantidad de
energía eléctrica almacenada. La unidad
de medida es el Ah, Wh.
1 Ah significa que el aparato conectado
podría trabajar durante 1 hora con un
consumo de corriente de 1 amperio.
Capacidad Bruta
Características Técnicas
(ver también Características
técnicas comparables)
Gerätekennwerte
Caractéristiques d´un appareil
Características técnicas de aparelhos
Specifications
Capacidad
Bruttoinhalt
Contenance brute
Conteúdo bruto
Gross contents
51
Son indicaciones técnicas específicas de
una máquina, que permiten determinar el
campo de aplicación de estos aparatos,
así como su capacidad mecánica y eléctrica (ver también características técnicas
comparables). Los datos sobre el peso
de la máquina, número de pedido y denominación comercial completan estas indicaciones.
Características Técnicas
Comparables
(ver también Especificaciones)
Vergleichbare Gerätekennwerte
Valeurs de comparaison
Valores de comparação
Comparative model specifications
Deben permitir que el lector compare las
indicaciones técnicas en los folletos de
los diversos fabricantes. Por lo tanto es
imprescindible que se determinan e indiquen considerando los mismos criterios.
Carborundum
(ver también Abrasivos)
Korund, Karborund
Corindon
Carborundo
Corundum, carborundum
El carborundum es uno de los abrasivos
más versátiles y utilizados.
49-91(C-D)_esp CORRETO Page 52 Tuesday, January 29, 2002 2:31 PM
52
Carcasa
Se utiliza en prácticamente todas las aplicaciones y se produce de la siguiente
manera:
Primero se extrae bauxita, que contiene
óxido de aluminio relativamente puro.
Después se calcifica y se funde con limaduras de hierro en un horno de arco. Después del enfriamiento de la masa fundida,
en la capa superior hay óxido de aluminio
bastante puro. Según el contenido de óxido de aluminio, el producto es clasificado
como carborundum noble, rosado (aprox.
99% Al2O3) carborundum marrón (aprox.
94-97% Al2O3) y carborundum negro
(aprox. 70-85% Al2O3). La granulometría
deseada se obtiene por quiebra y molienda.
Carcasa
Gehäuse
Carter
Carcaça
Housing
Concepto genérico del envase que aloja
el motor universal, la reductora y el husillo. Los materiales de la carcasa han pasado por un largo período de desarrollo,
desde las iniciales carcasas de fundición
gris, hasta las carcasas de material aislante de masas moldeadas, pasando por
las carcasas de aluminio y aleaciones ligeras. Las carcasas de poliamida reforzadas con fibra de vidrio construidas según sistema de cachas o como carcasas
de una sola pieza, constituyen el nivel actual de desarrollo.
Carcasa Aislada
Kälteisoliertes Gehäuse
Carter isolè
Carcaça isolada contra o frio
Insulated housing
En las herramientas neumáticas, el aire
comprimido que se libera por descompresión, produce el enfriamiento de la herramienta. En una operación en sistema
continuo puede representar un problema
para el operador porque lo obliga a tocar
la empuñadura fría de la herramienta. Por
dicho motivo, por lo menos la empuñadura, debe estar aislada del frío con un revestimiento plástico.
Carcasa de Poliamida
Polyamidgehäuse
Carter en polyamide
Carcaça de poliamida
Polyamide housing
Las carcasas de poliamida reforzadas
con fibra de vidrio fueron creadas para
las herramientas eléctricas de alta calidad que deben soportar rigurosas condiciones de trabajo. Desde hace 40 años,
millones de herramientas, vienen comprobando su eficacia. Tenaz pero flexible,
este material supera en muchos aspectos
a una carcasa metálica. Además presenta la ventaja de ser aislante de la electricidad y de proteger contra descargas. La
poliamida es agradable al tacto, permite
que se la sostenga con firmeza y ofrece
una excelente protección contra altas
temperaturas.
Carcasa, Racor de Conexión
en la
Gehäuseanschluß
Raccordement au carter
Adaptador da carcaça
Housing adapter
Permite emplear dispositivos de aspiración externos en las herramientas eléctricas. Las sierras circulares y las de calar,
los cepillos y las fresadoras, las rozadoras y las lijadoras excéntricas disponen
de esta conexión. Las amoladoras angulares con una caperuza de protección especial tienen una conexión para aspirar el
polvo. En otras herramientas eléctricas
como la lijadora orbital, la fresadora universal y la lijadora de banda el rancor de
conexión sirve para alojar el saco colector de polvo, ya que disponen de una aspiración integrada.
49-91(C-D)_esp CORRETO Page 53 Tuesday, January 29, 2002 2:31 PM
Carrera de la Hoja de Sierra, Altura de Carrera
Carga Rápida
(ver Cargadores del
acumulador)
Schnelladegerät
Chargeur rapide
Carga rápida
Rapid charger
Cargador de Baterías
Akku-Ladegeräte
Chargeur
Carregador de bateria
Battery charger
El cargador de baterías es necesario para recargar los acumuladores. Existen varios tipos de cargadores que se pueden
hacer funcionar por la red eléctrica, por
medio del encendedor de cigarrillos del
auto o con energía solar. Estos aparatos
convierten la tensión de entrada en tensión de carga requerida. Los cargadores
rápidos están proyectados para recargar
acumuladores de níquel-cadmio (baterías
de NiCd) en apenas 10 a 60 minutos. Esto
significa que son de "carga rápida". Los
componentes electrónicos integrados al
cargador de baterías determinan la tensión de la carga, la corriente de la carga y
los diversos criterios para desconectar como la temperatura, el tiempo, los cambios
en la tensión y la condición de carga.
Hay diodos incorporados que indican los
diferentes modos de operación o niveles
de carga. Una vez que el proceso de carga rápida está completo, el aparato pasa
automáticamente para la carga de manutención. Esto compensa la pequeña autodescarga de las baterías de NiCd y garantiza que el usuario tenga siempre a
disposición una fuente de energía óptimamente cargada.
Los cargadores lentos están previstos básicamente para procesos que duran entre
12 y 14 horas. Generalmente estos dispositivos vienen sin el módulo electrónico
y usan una corriente baja (aproximadamente 12 A) para recargar las baterías de
NiCd en cerca de 12 horas.
53
La temperatura ambiente ejerce influencia en todos los procesos de recarga. Si
la temperatura es inferior a 0° C no se
puede realizar la recarga rápida y si es
superior a 45° C se puede damnificar el
acumulador. Los acumuladores de BOSCH vienen equipados con un semiconductor, el resistor NTC (con coeficiente
térmico negativo) que interrumpe automáticamente el proceso de carga rápida
en el caso de que la temperatura de la
batería de NiCd aumente hasta un valor
superior al límite permitido.
Cargador de Hilo
Fadenspender
Bobine de fil
Carretel com fio de nylon
Cord dispenser
Las peinadoras cortadoras a motor cortan
césped, hierba y maleza con un hilo de
nylon especial. El cargador de hilo suministra el hilo para que sea reajustado.
Puede sustituirse sin necesidad de herramientas.
Cargador Solar
(ver Células solares y
Cargadores de acumuladores)
Solarladegerät
Chargeur solaire
Carregador solar
Solar charger
Carrera de la Hoja de Sierra,
Altura de Carrera
Sägeblatthub, Hubhöhe
Course de la lame de scie, Hauteur de
la course
Curso da lâmina de serra,
comprimento do curso
Saw blade stroke, stroke length
Es el recorrido realizado por la hoja de
sierra en la sierra de calar, sierra sable o
serrucho eléctrico.
49-91(C-D)_esp CORRETO Page 54 Tuesday, January 29, 2002 2:31 PM
54
Carrera de Trabajo
Carrera de Trabajo
Arbeitshub
Course de travail
Working stroke
Las sierras de calar, sierras sabre, cizallas y punzonadoras son herramientas cuyo procedimiento de trabajo se basa en
movimientos alternativos rectilíneos. La
carrera es común a todas y su magnitud
se puede adecuar al espesor del material
a procesar. Los movimientos alternativos
en herramientas eléctricas percutoras rotativas son usuales en los taladros de
percusión, los martillos perforadores y los
martillos picadores y sirven para quebrar
piedras. El resultado es que la herramienta penetra más fácilmente en el material.
Los golpes excéntricos de una lijadora orbital o una excéntrica influyen en el rendimiento de remoción de material. La carrera en soportes de taladrar fija la profundidad máxima de perforación.
Categoría de Utilización BIA
BIA-Verwendungskategorie
Catégorie d'utilisation BIA
Categoria de utilização BIA
BIA Application Category
Correspondencia entre los valores de
MAC (Maximum Allowable Concentration-Concentración Máxima Permitida) y
los grados de permeabilidad del filtro para los sistemas de aspiración de polvo.
Está determinada por BIA (órgano federal
alemán de protección en el trabajo).
CEE, Prescripciones
CEE-Vorschriften
Directifs CEE
Prescrições CEE
CEE regulations
Las antiguas prescripciones de seguridad
para herramientas eléctricas, publicación
nº 20 de la CEE fueron sustituidas por la
norma europea EN 5144.
Células Solares
Solarzellen
Cellule solaire
Células solares
Solar cells
Los cristales semiconductores de silicio
son capaces de transformar directamente
la luz solar en energía eléctrica. El rendimiento de las células solares en la actualidad es escasamente del 10 por ciento.
Categoria de aplicación cf. BIA
P. ejemplo
Grado de permea- Particularidades
bilidad del filtro
Virutas
de madera
> 5%
U
Valor
MAK > 1mg/m3
C
Polvo de lija
Todos los valores
de MAK y materiales
cancerígenos de los
grupos II y III
< 0,1%
G
S > 1mg/m3
< 0,5%
K1
Fibras de
Todos los valores
de MAK e substancias amianto
cancerígenas de los
grupos I, II y III
< 0,05%
Eliminación sin
polvo, control de
volumen
al mínimo
< 1%
Eliminación sin
polvo, control de
volumen
al mínimo
EWL-B006/G
Para precipitación
Categoria
de aplicación de polvo con
49-91(C-D)_esp CORRETO Page 55 Tuesday, January 29, 2002 2:31 PM
55
Cepillo
Centro de Gravedad
Schwerpunkt
Centre de gravité
Centro de gravidade
Centre of gravity
La posición del centro de gravedad en
una herramienta eléctrica es de importancia vital en su diseño ergonómico, porque
determina la posición que adquiere la
mano durante su empleo, afectando significativamente el rendimiento obtenido
por el usuario.
Cepilladoras para Regruesar
y Planear
Cepillo
Hobel
Rabot
Plaina
Planer
Herramienta eléctrica con un árbol giratorio de cuchillas destinado al tratamiento
superficial de madera y materiales sintéticos. El árbol de cuchillas se mantiene paralelamente a la superficie de deslizamiento.
A pesar de la multitud de elementos prefabricados de madera que existen hoy en
día, los cepillos portátiles con motor universal son herramientas indispensables
cuando se trata de realizar trabajos manuales como adaptar, ajustar o planear.
El cepillo eléctrico se asemeja mucho en
cuanto a su ejecución, manejo, y aplicación, al cepillo de carpintero. Las elevadas revoluciones del motor universal son
transmitidas a través de una correa elástica al árbol de cuchillas.
Cepillo
1
2
Dicken- oder Abrichthobel
Raboteuse, Dégauchisseuse
Plaina de aparelhar ou desempenar
Thicknesser and panel planer
Son máquinas estacionarias portátiles.
En estos casos no se aproxima la máquina al material, sino el material a la máquina. A fin de conseguir resultados óptimos, el árbol del cepillo debe mantener
las revoluciones constantes independientemente de la carga, lo que se consigue
con el sistema de electrónica Constant en
el motor universal. Los cepillos regruesadores de mayor tamaño emplean un motor asíncrono trifásico funcionando con
corriente alterna. El material debe avanzar automáticamente.
Ilustración: ver cepilladora para regruesar
3
1 Ajuste de profundidad
2 Salida de virutas
3 Zapata de freno
EWL-H006/G
Al agrupar y conectar eléctricamente varias células individuales se obtiene un panel solar. La célula solar genera una tensión media de 0,42 a 0,56 voltios, por lo
que para cargar un acumulador de 12 voltios, deben conectarse entre 34 y 36 células en serie. Los cargadores solares no
precisan mantenimiento, sus costos de
energía son nulos, y permiten recargar
los acumuladores de NiCd de las herramientas eléctricas accionadas por acumulador independientemente de la red.
El juego de cuchillas reversibles de metal
duro presenta la ventaja de poder sustituirse sin problemas. Las cuchillas HSS
(acero rápido) pueden reafilarse, pero tienen que reajustarse con cada cambio de
cuchilla. Una caperuza protectora pendular de cierre automático protege la cuchilla en movimiento por inercia de posibles
deterioros. El ajuste escalonado del es-
49-91(C-D)_esp CORRETO Page 56 Tuesday, January 29, 2002 2:31 PM
56
Cepillo Aspirador
pesor de viruta varía en las diferentes
ejecuciones, alcanzando valores de hasta 4 mm. El tope de profundidad de rebordeado limita la profundidad de cepillado,
mientras que el tope de anchura de rebordeado limita la anchura del cepillado.
El árbol de cuchillas no debe representar
un riesgo para el usuario, incluso en el
caso de apriete deficiente de los tornillos
de sujeción de las cuchillas, cosa que garantiza un árbol de cuchillas de seguridad.
Cepillo giratorio
1
3
2
Saugbürste
Brosse aspirante
Escova aspiradora
Brush nozzle
Empleado junto con la aspiradora universal para aspirar revestimientos para suelos.
Cepillo, Base del
Hobelsohle
Semelle du rabot
Base da plaina
Planer base
Es la placa de deslizamiento en los cepillos portátiles.
Cepillo Giratorio
Rotationswaschbürste
Brosse de lavage rotative
Escova rotativa
Rotary brush
Es un cepillo para lavar, empleado en la
técnica hidráulica, cuyo interior gira, alcanzando así un efecto de limpieza intenso.
1 Cuerpo del cepillo con entrada de agua
2 Cepillos externos, fijos
3 Cepillos internos, girando
con la presión del agua
EWL-R007/G
Cepillo Aspirador
Cepillo de Vaso
(ver Cepillado)
Topfbürsten
Brosse boisseau
Escova-copo
Cup brush
Cepillos
Bürsten, mechanisch
Brosses mécaniques
Escovas rotativas
Brushes (mechanical)
Son accesorios giratorios empleados en
amoladoras rectas y angulares, pudiéndose acoplar los cepillos giratorios pequeños también se pueden acoplar en el
portabrocas de los taladros. Los cepillos
de acero y de latón se usan preferentemente para eliminar óxido y capas de pintura.
49-91(C-D)_esp CORRETO Page 57 Tuesday, January 29, 2002 2:31 PM
Cesta
1
57
Cesta
(ver Mezclador)
2
Rührkorb
Malaxeur
Cesto misturador
Stirrer basket
3
Accesorio para mezcladores. Tiene forma
de hélice o de turbina. Algunas cestas
realizan el movimiento hacia arriba (ascendentes) y otros, hacia abajo (descendentes).
4
Cesta
5
A
B
Cepillos de Alambre de
Acero, Cepillos de Vaso de
Alambre de Acero
Stahldrahtbürste, Stahldrahttopfbürste
Brosse en fil d´acier
Escova de aço circular, escova de aço
de copo
Steel-wire brush, steel-wire cup brush
Pertenecen a los útiles adaptables empleados para retirar partes oxidadas o
pinturas viejas.
Los cepillos de vaso de alambre de acero
se accionan por medio de una amoladora
angular.
A Movimiento ascendente para
mezclas viscosas
B Movimiento descendente para
mezclas líquidas y poco viscosas
EWL-R009/G
EWL-B030/G
Cepillos
1 Cepillo pincel
2 Cepillo circular
con vástago de fijación
3 Cepillo de vaso con vástago de fijación
4 Cepillo de vaso trenzado con rosca
5 Cepillo circular trenzado con rosca
1. Cestas mezcladoras con movimiento
ascendente:
Recomendadas para fluidos densos y
viscosos. Las partículas pesadas que
están en el fondo del recipiente son
empujadas hacia arriba y se evita
que eventuales burbujas de aire sean
succionadas o permanezcan en la
mezcla de alta viscosidad.
2. Cestas mezcladoras con movimiento
descendente:
Recomendadas para mezclas líquidas poco viscosas porque se evitan salpicaduras. Las burbujas de aire que eventualmente se forman, suben a la superficie y se deshacen
porque el líquido es poco denso.
49-91(C-D)_esp CORRETO Page 58 Tuesday, January 29, 2002 2:31 PM
58
Chapa, Espesor de
Chapa, Espesor de
Cierre de Cardillo o “Velcro”
Blechdicke
Epaisseur de tôle
Espessura da chapa
Plate thickness
Klettverschluß
Système auto-grippant
Fecho de velcro
Hook and loop backing
Entre las características técnicas de las
cizallas para chapa, punzonadoras y sierras de calar figura el espesor máximo de
corte en chapa. Éste se indica para acero
en las tres categorías de resistencia de
Los dispositivos y estribos de sujeción
para la fijación de hojas lijadoras se van
sustituyendo cada vez más por un cierre
de cardillo. Las hojas lijadoras se adhieren perfectamente incluso con altas revoluciones u oscilaciones, y pueden reutilizarse continuamente. El nombre deriva
del cardillo que tiene propiedades adherentes similares. "Velcro" es una denominación comercial.
2
400, 600 y 800 N/nm , y además para
2
aluminio hasta 200 N/nm , y para acero
inoxidable. A fin de evitar la sobrecarga
del motor se aconseja no sobrepasar estos espesores. Los valores presuponen
accesorios en perfecto estado y afilados.
Cincel
Chapa Magnética
Dynamoblech
Tôle dynamo
Chapa magnética
Magnetic sheet steel
Chapas de aleación especialmente desarrolladas para uso en motores, alternadores y transformadores, que llevan las bobinas y devanados de los aparatos. En
los núcleos de láminas de hierro se usa
hierro con adición de silicio para reducir
al mínimo las pérdidas en el hierro. Existen básicamente materiales de comportamiento magnético blando y duro. Los materiales blandos como la chapa magnética, imanadas por primera vez, pierden
rápidamente su magnetismo. Las chapas
magnéticas presentan pocas pérdidas
por corrientes de Foucault, así como una
escasa remanecencia (magnetismo residual) y en consecuencia, una baja fuerza
coercitiva.
Chorro Cónico (de agua)
(ver Ángulo de aspersión)
Kegelstrahl
Jet conique
Jato cônico
Conical spray
Meißel
Burin
Cinzéis
Chisel
La forma y apariencia de los diferentes tipos de cincel caracterizan su aplicación
típica.
1.0 Cincel puntiagudo
Se recomienda especialmente para materiales de construcción duros, como por
ejemplo el hormigón. En este caso se
concentra toda la energía del golpe en un
sólo punto, que seguido por el efecto de
cuña, permite el mayor rendimiento de
arranque del material. Sirve para picar,
arrancar, romper o quebrar.
2.0 Cincel plano
Usado principalmente en materiales más
blandos como el ladrillo, piedra arenisca
y similares. Por su filo se consigue una
energía de golpe más eficaz en este tipo
de material. Se emplea también para "rebordear", o sea marcar el contorno de la
obra.
3.0 Cincel pala
Es un cincel plano de mayor anchura
usado para romper y aflojar firmes, solados y asfaltos, o para picar paredes o
muros. Gracias a su ancho filo de 50 mm
49-91(C-D)_esp CORRETO Page 59 Tuesday, January 29, 2002 2:31 PM
Cincel
Cincel
A
4.0 Cincel acanalado, cincel hueco
Para abrir canales y ranuras para
tuberías de gas, agua y tendidos eléctricos en diferentes tipos de material (exceptuando el granito y el mármol). El cincel acanalado se recomienda para materiales de construcción más blandos. Por
ser levemente acodado, con el cincel
hueco resulta más fácil mantener constante la profundidad de ranura más fácilmente.
B
C
D
E
F
G
H
A
B
C
D
E
F
G
H
Cincel puntiagudo
Cincel plano
Cincel pala
Cincel pala ancho
Cincel para asfalto
Gubia (Formón)
Cincel acanalado
Cincel con aletas
EWL-M006/G
a 110 mm, se consigue un gran rendimiento de cincelado en materiales de
construcción ligeros, como ladrillos pómez y huecos, o yeso. Puede emplearse
también para arrancar azulejos, adecuando su anchura a la dureza del mortero.
59
49-91(C-D)_esp CORRETO Page 60 Tuesday, January 29, 2002 2:31 PM
Cincel
5.0 Cincel para mortero
Previsto para retirar mortero de mampostería.
Cincel
A
6.0 Cincel dentado
De aplicación similar al cincel plano. Su
ventaja es su anchura unida al efecto del
cincel puntiagudo. Las puntas penetran
en un lugar y desprenden fácilmente el
material. Es la forma de trabajo adecuada
cuando se tienen que prolongar juntas,
arrancar azulejos, baldosas o losas que
posteriormente se deben igualar o raspar
en la superficie.
B
C
7.0 Cincel pala puntiagudo
Para soltar y levantar suelos, limos y arcillas.
D
8.0 Placa pisón
Para realizar pequeños trabajos de compactación en arena, grava, hormigón
compactado o suelos pesados. La fijación
del pisón se realiza con un portaaccesorios cónico. La mayor profundidad de
compactación se obtiene con el pisón pequeño.
E
F
9.0 Placa de bujardar
Se emplean para dar rugosidad o igualar
superficies en hormigón, piedra artificial o
natural. La estructura alcanzada en la superficie depende del número de dientes,
del tiempo de tratamiento, o bien de la
fuerza del impacto. La fijación de la placa
de bujardar se efectúa con un portaútiles
de extremo cónico. Como desprende fácilmente capas superficiales de piedra,
las placas de bujardar pueden emplearse
también para desprender pinturas con
contenido de caucho aplicadas en bases
firmes.
10.0 Útil de partir
Se utiliza para hacer hendiduras en la roca maciza tras haber practicado previamente los correspondientes orificios con
un martillo perforador.
G
2
H
1
2
A
B
C
D
E
F
G
H
Cincel para argamasa
Cincel dentado
Cincel pala puntiaguda
Cincel hueco
Cincel ancho
Pisón
Útil picador
Cuña
1 Punta cónica
2 Garras
EWL-M007/G
60
49-91(C-D)_esp CORRETO Page 61 Tuesday, January 29, 2002 2:31 PM
Cincel Plano
12.0 Cincel de juntas
Para retirar restos de argamasa de las
juntas de las baldosas y los azulejos; para retirar baldosas y azulejos uno a uno
sin romperlos; para retirar restos de revoque y yeso (con dientes rígidos de metal)
Cincel acanalado sin
limitador de profundidad
Cincel acanalado con "alas" para
limitar la profundidad según
el ángulo de trabajo
EWL-K001/G
11.0 Cincel de pala
Para retirar fácilmente baldosas y azulejos con la extremidad de trabajo en ángulo ergonómico.
13.0 Formón
Para trabajos de carpintería en general;
retirar rápidamente material de maderas
macizas, por ejemplo, al sacar los marcos
de ventanas antiguas.
Cincel Dentado
(ver Cinceles)
Cincel
Zahneisen
Burin dentée
Cinzel de juntas
Slotting tool
A
B
Cincel Hueco
(ver Cinceles)
A Cincel para mosaicos
B Cincel para juntas
C Formón
EWL-M008/G
C
Cincel Acanalado
(ver Trabajo con cinceles)
Kanalmeißel
Gouge condée
Cinzel de canal
Chasing chisel
Cincel con la punta hueca. Se utiliza para
abrir canales y ranuras en materiales para construcción, por ejemplo para instalar
conductos eléctricos.
61
Mörtelmeißel
Burin à mortier
Cinzel para argamassa
Seam tool
Cincel Pala
(ver Cinceles)
Spatmeißel
Burin beche
Talhadeira pá
Spade chisel
Cincel Plano
Flachmeißel
Burin plat
Cinzel chato
Flat chisel
49-91(C-D)_esp CORRETO Page 62 Tuesday, January 29, 2002 2:31 PM
62
Cincel Puntiagudo
Cincel con área de corte plana. El ancho
de la hoja del cincel varía según el tipo
(ver Espátula ancha).
Cinzel plano
A
B
A Cinzel plano
B Espátula ancha
Cincel Puntiagudo
(ver Cinceles)
Spitzmeißel
Burin pointu
Ponteiro
Bull point
Cincel Vibrador
Rüttelkopf
Tête de battage de pieux
Cinzel vibratório
Vibration head
Accesorio adaptable empleado en los
martillos picadores y de demolición para
realizar pequeños trabajos de compactación en superficies pequeñas y estrechas.
Cinta Métrica Digital
Maßband, digital
Métre ruban à affichage digital
Trena digital
Tape measure, digital
La cinta métrica digital tiene un visor digital para indicar las medidas de longitud.
Los valores medidos se pueden guardar
en la memoria y sumar.
Circuitos Integrados
Integrierter Schaltkreis
Circuit électronique integre
Circuitos integrados
Integrated circuit (IC)
IC es la abreviatura internacional del circuito integrado monolítico. Existe la posibilidad de fabricar todos los componentes
pertenecientes a un circuito de semiconductores como resistencias, condensadores, diodos, transistores y tiristores conjuntamente con sus conexiones, en una
sola plaquita de silicio (chip). Una carcasa de cerámica o de material prensado
cubre el chip del que sobresalen a ambos
lados los terminales de conexión (pins).
En series grandes y medianas de elevado número de piezas, se alcanza con este tipo de construcción un ahorro considerable en relación a un montaje con
componentes discretos.
Cizalla
Schere
Scie
Tesoura
Shears
Cizalla a Curvas
(ver Tijeras para chapas
metálicas)
Kurvenschere
Cisaille pour tráces courbes
Tesoura para cortes em curva
Curve-cutting shears
Cizalla Circular
Kreismesser
Cisaille à couteau rotatif
Faca circular
Circular knife
La cizalla circular (también cizalla universal) es una herramienta eléctrica destinada para cortar diferentes materiales. Su
cuchilla circular o poligonal corta por rotación.
49-91(C-D)_esp CORRETO Page 63 Tuesday, January 29, 2002 2:31 PM
Cizalla Ranuradora
Cizalla
Cizalla circular
63
2
1
1
Protección de la hoja
Cizalla circular
Cizalla fija
Guía
EWL-K015/G
1
2
3
4
3
1 Cabezal de la
transmisión
2 Motor de
accionamiento
3 Accesorio de corte
4 Deflector de acero
EWL-B009/G
4
2
3
4
Cizalla para Chapa
Cizalla Ranuradora
Blechschere
Cisailles
Tesoura-faca
Shears
Schlitzschere
Cisaille à double tranchant
Tesoura para chapas
Slot shears
La cizalla para chapa es una herramienta
eléctrica destinada a cortar por cizalladura principalmente chapas, planchas y cintas. La cuchilla realiza un movimiento alternativo rectilíneo. Al cortar con la cizalla
pueden llegar a deformarse las piezas
cortadas. Las cizallas se adecuan para
cortar chapas según trazado, aunque por
la perforación previa de gran tamaño que
precisa, es de uso restringido para cortes
interiores. Se caracterizan por su escaso
peso y buen manejo en curvas. El corte
de chapas gruesas, o sea el seccionado
de palastros no es posible con cizallas
portátiles, ya que el trabajo de deformación para separar la tira cortada lo debe
realizar el usuario. Las chapas onduladas
y trapezoidales, materiales sintéticos y de
construcción ondulados, material en perfiles y tubos redondos no se deben cortar
con la cizalla, sino con la sierra de calar o
punzonadora.
Herramienta eléctrica empleada para cortar
con producción de virutas y sin distorsión
especialmente chapas, planchas y cintas.
El elemento cortante se compone de unas
cuchillas dobles de corte paralelo, que al
cortar realizan un movimiento alternativo.
Va cortando un surco de forma similar a
una punzonadora. Las virutas no se componen de trozos sueltos en forma de hoz
o rectangulares, sino de una tira de metal
completa.
Cizalla ranuradora
2
1 Cizalla ranuradora
2 Motor de accionamiento
(neumático)
EWL-S014/G
1
49-91(C-D)_esp CORRETO Page 64 Tuesday, January 29, 2002 2:31 PM
64
Cizalla Universal
Cizalla Universal
(ver también Cizalla circular)
Universalschere
Cisaille universelle
Tesoura universal
Universal shears
Cizallas electromecánicas con cuchillas
circulares destinadas a cortar alfombras
tejidos, cuero y materiales similares.
Schutzklasse I, II, III
Classification des protections I, II, III
Proteção – Classes I, II, III
Protection classes I, II, III
Se emplean en este caso las definiciones
según prescripción de la norma EN 5144.
Clase de protección I
Una herramienta pertenece a la clase I, si
una o varias de sus piezas disponen de
un aislamiento de servicio, debiendo disponer, en ciertos casos, de una descarga
a tierra.
EWL-U003/G
Cizalla universal
Cizallado
Abscheren
Cisailler
Cisalhamento
Shearing
Clase de protección II
Una herramienta pertenece a la clase II si
dispone de un aislamiento especial integral, por lo tanto no precisa descarga a
tierra.
Clase de protección III
Una herramienta pertenece a la clase III
si está prevista para trabajar con una tensión reducida.
Clemas de Conexión
En general se denomina cizallado al proceso de cortar o recortar piezas de metal con
tijeras propias para chapas. Los vástagos
de las brocas y los ejes de funcionamiento
de una máquina también pueden sufrir la
acción de las fuerzas de cizalla, es decir, se
pueden quebrar por el uso excesivo.
Cizallado
1
2
EWL-A006/G
3
1 Hoja de cizallar
2 Chapa de metal
3 Material cizallado
Clases de Protección I, II, III
(ver también Seguridad
de productos eléctricos)
Anschlußklemmen
Cosses électroniques
Bornes de conexão
Connecting terminals
En la máquina unen el cable de conexión
flexible con los cables internos del motor.
Las convencionales clemas de conexión
por tornillo están prescritas como primera
unión eléctrica entre cable de conexión y
máquina. Todas las demás conexiones
internas en la máquina pueden ejecutarse mediante conexiones con enchufe.
Las conexiones por soldadura son menos
estables y apenas se usan.
49-91(C-D)_esp CORRETO Page 65 Tuesday, January 29, 2002 2:31 PM
Colector, Conmutador
Clip de Sujeción al Cinturón
Gurthalteclip
Clip d´attache à la ceinture
Gancho para cinto
Belt clip
Para fijar las herramientas eléctricas de
pistola al cinturón.
65
cante para reducir al mínimo la fricción.
Los cojinetes de bolas y de rodillos son
los que más se emplean y han ido ocupando el lugar de los cojinetes de fricción.
Sin embargo éstos siguen empleándose
en aquellas aplicaciones en las que árboles, ejes, cilindros y vástagos son accionados con movimiento alternativo rectilíneo, o sea, cuando hay superficies de
deslizamiento muy extensas.
Clip de sujeción al cinturón
Colchón de Aire
EWL-G022/G
Luftkissen
Coussin d´air
Colchão de ar
Aircushion
Cojinete de Fricción
Gleitlager
Palier glisseur
Mancal deslizante
Friction bearing
Colector, Conmutador
Es un cojinete en el que un eje gira sobre
una superficie de deslizamiento fija, al
contrario de un rodamiento. La variedad
en cojinetes de fricción va desde los autolubricantes hasta aquellos con superficies
de deslizamiento con una película lubrifiCojinete de fricción (esquematización)
2 3
1 Vástago o tirante
2 Casquillo de cojinete
(cojinete de fricción)
3 Carcasa del cojinete
EWL-G018/G
1
Cuando se trata de las herramientas
eléctricas el térmimo colchón de aire se
refiere a la columna de aire comprimido
en el mecanismo percutor de un martillo
perforador o picador. Evita que el émbolo
y el percutor lleguen a tocarse.
Kollektor, Kommutator
Collecteur
Coletor
Collector, commutator
El núcleo del eje del inducido de un motor
universal es un paquete compuesto de
láminas de hierro. En las ranuras revestidas con un material aislante se encuentra
el devanado de alambre. Los extremos
del devanado se sacan al exterior para
contactarlos con el colector. Éste se encuentra montado sobre el eje del inducido
y conecta junto con las escobillas, un par
de bobinas cada vez. La corriente que fluye a través del inducido y del devanado
del campo, crea unos campos magnéticos que obligan al inducido a moverse. El
conductor es una de las partes más exigidas del motor eléctrico, por lo que la elección de los materiales empleados debe
realizarse con extrema meticulosidad.
Las escobillas y colectores se seleccionan juntos, lo que exige emplear siempre
las escobillas prescritas por el fabricante.
49-91(C-D)_esp CORRETO Page 66 Tuesday, January 29, 2002 2:31 PM
66
Colector de Agua
Las delgas del colector y las escobillas
están sometidas a un desgaste natural.
Su magnitud depende de la potencia
transmitida. Si se observa un elevado fogueo en el colector deben revisarse las
delgas, escobillas y sus guías para ser
retrabajadas de así requerido. De lo contrario se presentaría una avería prematura del motor. Esto también puede ser
causa de interferencias.
2
3
4
1
5
2
3
EWL-W002/G
Colector/Conmutador
Colector de agua
1
1
2
3
4
5
Eje del rotor
Colector
Contato del devanado
Borne del devanado con fajas
Núcleo de hierro del rotor con
hendiduras en el devanado
EWL-K011/G
1 Apoyo de la perforadora
2 Anillo colector de agua
3 Corona diamantada
Colector de Agua
Wasserfangring
Collecteur d_eau
Base de aspiração de água
Water collecting ring
Cuando se perfora en húmedo con brocas diamantadas, el colector de agua sirve para recoger el agua que sale de los
orificios recién abiertos. Si se usa junto
con una manguera o aspirador multiuso
evita infiltraciones y suciedad en la obra.
Colores de Identificación
Farbkennzeichnung
Codage par couleurs
Código de cores
Colour coding
Para indicar ciertas características de los
materiales, en los accesorios se emplean
colores de identificación. Los discos de
amolar tienen etiquetas verdes con datos
característicos si están destinados a trabajar la piedra, mientras que en los discos de amolar para trabajar acero, el color de la etiqueta con los datos característicos es azul.
En la electrónica se emplea desde ya hace mucho tiempo un código de colores,
en lugar de una marca con los valores
numéricos.
49-91(C-D)_esp CORRETO Page 67 Tuesday, January 29, 2002 2:31 PM
Condensador
Columna de Agua
(ver también Presión)
Wassersäule
Colonne d´eau
Coluna d’ água
Water column
La capacidad de aspiración de la limpiadora de alta presión se indica en mH2O
(metros de la columna de agua)
1 mH2O aprox. 0,1 bar.
67
trifásicos, almacenándose el aire comprimido en un depósito o caldera. De esta
forma se compensan las breves puntas
de consumo, aportando parte del aire
comprimido almacenado. El depósito de
aire comprimido actúa además como
amortiguador de las oscilaciones de presión que se producen.
Compressor (principio)
B
A
Columna de Sujeción
Rápida
Schnellspannsäule
Colonne à serrage rapide
Coluna telescópica
Jack column
Cuando se perfora utilizando brocas diamantadas hay que sujetar la columna de
soporte con espigas. En el caso que esto
no sea posible, se puede utilizar tanto
una bomba de vacío como una columna
telescópica que sirve para apoyar firmemente la columna soporte de la perforadora contra el cielo raso.
C
D
E
Kompressor
Compresseur
Compressor
Compressor
Para accionar las herramientas neumáticas se precisa aire comprimido generado
por un compresor. Se diferencian cuatro
tipos básicos de compresores.
1. Compresores de émbolo de una o
dos etapas
2. Compresores rotatorios
3. Compresores de hélices
4. Turbocompresores
El tipo de compresor más conocido es,
sin duda, el compresor de émbolo. Su
principio de funcionamiento es básicamente la inversión del accionamiento de
la máquina de vapor. Los compresores
son accionados usualmente por motores
A
B
C
D
E
Compresor de pistón, 1 etapa
Compresor de pistón, 2 estapas
Compresor rotativo
Turbo compresor
Compresor helicoidal
EWL-K013/G
Compresor
Condensador
Kondensator
Condensateur
Capacitor
Capacitor
Es un acumulador de energía que puede
almacenar una cantidad de carga (Q) distinta, según el tipo de construcción y modo de operación. Su aptitud de almacena-
49-91(C-D)_esp CORRETO Page 68 Tuesday, January 29, 2002 2:31 PM
68
Conductor Eléctrico
miento se denomina capacidad y su unidad de medida es el faradio (F). La carga
almacenada puede calcularse por la siguiente fórmula:
corriente como si circulase a través del
condensador. Este proceso es técnicamente bastante complicado y no se pretende explicarlo más profundamente en
este diccionario.
Q = C x U (As)
Conductor Eléctrico
de donde se deduce la capacidad
Leiter, elektrisch
Conducteurs électriques
Condutor elétrico
Conductors, electric
Q
C = ----------U
Ya que la unidad de medida de 1 faradio
es demasiado grande, en las aplicaciones técnicas se emplean submúltiplos.
–3
1 milifaradio
mF
= 1 5 10
1 microfaradio
µF
= 1 5 10
1 nanofaradio
nF
= 1 5 10
1 picofaradio
pF
= 1 5 10
–6
–9
–12
F
F
Se emplea sin aislar en los cables aéreos, o como conductor aislado para suministro particular de energía eléctrica.
Muchos metales tienen una buena conductibilidad eléctrica, cuya resistencia
eléctrica específica de δ se indica en
F
F
Los condensadores de arranque y servicio
tienen la capacidad de unos pocos µF,
mientras que la de los condensadores antiparasitarios alcanza valores de algunos
nF o pF. En las herramientas eléctricas se
emplean principalmente condensadores
antiparasitarios de banda ancha para evitar interferencias de la radio y la televisión.
Los condensadores están formados por
dos láminas metálicas opuestas, separadas por un dieléctrico. La capacidad está
determinada por el tamaño, la separación
y la capacidad aislante. Como dieléctrico
se emplea aire, aceite, papel, láminas de
plástico o masas cerámicas, con lo que
se obtienen los más diversos tipos de
condensadores. Los condensadores para
motores son frecuentemente condensadores MP de papel metalizado enrollado
en forma de vaso o tubo. El papel metalizado tiene propiedades de autorregeneración, o sea, que las zonas perforadas
desaparecen. Los condensadores no dejan pasar la corriente continua, aunque si
se puede medir una corriente en el momento de carga y descarga. Por el contrario, los procesos de carga y descarga
con corriente alterna siguen el transcurso
de la curva, de forma que un amperímetro intercalado indicará el flujo de una
2
1 Ohm mm
--------------------------------------m
El cobre es el material apropiado para los
cables eléctricos o alambres, con una resistencia eléctrica específica de δ =
0,01754. Los conductores de aluminio
con δ = 0,0286 se emplean preferentemente en los cables aéreos de alta tensión debido a su reducido peso. El bronce
con δ = 0,04 a 0,05 se utiliza como alambre de toma para los medios de transporte electrificados. Únicamente la plata con
δ = 0,015 es ligeramente mejor conductor
que el cobre, y se emplea para ennoblecer
superficies en la técnica de alta frecuencia.
Los conductores eléctricos en forma de cable están individualmente aislados entre sí.
Conformidad CE
CE-Kennzeichnung
Marquage CE
Conformidade CE
CE Certification
CE es la abreviatura del nombre Comunidad Europea en francés (Communautés
Européennes). Los productos que llevan
el sello Conformidad CE indican que las
normas técnicas específicas son atendi-
49-91(C-D)_esp CORRETO Page 69 Tuesday, January 29, 2002 2:31 PM
Con Seguro de la Fuerza de Apriete
Cono Interior, Cono Exterior
Innenkegel, Außenkegel
Cône intérieur, Cône extérieur
Cone fêmea, cone macho
Female taper, male taper
Con el incremento del diámetro, las fuerzas de sujeción requeridas para asegurar
un arrastre por fricción en los portabrocas
de corona dentada o de sujeción rápida,
son muy elevadas. Puede ocurrir entonces que la broca llegue a resbalar. Brocas espirales a partir de 12 mm (1/2") disponen de vástagos cónicos (conos Morse) según DIN 228.
Los taladros llevan conos interiores, y las
brocas conos exteriores. En los taladros
portátiles se emplean principalmente conos Morse MK2 y MK3. Las herramientas
industriales utilizan ocasionalmente también vástagos cónicos métricos B12 y
B16. Debe considerarse que la máquina
lleva un cono exterior mientras que el
portabrocas lleva uno interior. Para sacar
la broca se precisa una cuña extractora.
Cono interior, cono exterior (portaútiles)
1
2
3
4
EWL-I002/G
das. Las herramientas eléctricas deben
atender tres normas europeas:
La norma EEC para baja tensión 73/23 y
la norma EEC para máquinas 89/392
contienen las reglas básicas de seguridad; la norma EMC 89/336 contiene las
especificaciones de protección de la compatibilidad electromagnética de los productos (por ej. la supresión de interferencias y la ausencia de reactividad a fuentes externas de interferencias como las
descargas estáticas). Las normas europeas mencionadas fueron establecidas en
Alemania por medio de la Ley de Seguridad de Electrodomésticos y la "Ley de
Compatibilidad Electromagnética". Es obligatorio que los electrodomésticos y las máquinas eléctricas lleven el sello de conformidad CE. Este representa un "pasaporte"
de las mercaderías, por llamarlo de alguna
manera, para que las mismas puedan transitar libremente dentro del Mercado Común
Europeo. Es decir que el sello Conformidad
CE no tiene la función de garantizar la calidad o la observación de las normas de seguridad de los productos que lo llevan.
69
1 Casquillo de reducción (cono interior y
cono exterior)
2 Portaherramientas de la máquina
(cono interior)
3 Cuña
4 Broca con vástago cónico (cono macho)
Conmutador Estrella/
Triángulo
Stern-/Dreieckschalter
Commutateur étoile-triangle
Conexão estrela/delta
Star-/delta connection
El conmutador estrella / triángulo se emplea para reducir la elevada corriente de
arranque de los motores trifásicos asíncronos. La posición de arranque corresponde a la conexión en estrella, conectando el motor para una tensión de régimen más elevada, pero aplicando una
tensión menor. Después de arrancar, se
cambia el conmutador a la conexión en
triángulo, funcionando entonces con tensión nominal. Hay conmutadores activados manual o automáticamente.
Con Seguro de la Fuerza de
Apriete
(ver Tipos de mandril)
Schlagbohrfest
Avec blocage de sécurité
Resistente a impactos
Impact-resistant
49-91(C-D)_esp CORRETO Page 70 Tuesday, January 29, 2002 2:31 PM
70
Conseguro de la Fuerza de Apriete (debe ser SEGURO)
Conseguro de la Fuerza de
Apriete (debe ser SEGURO)
(ver Tipos de mandril)
Spannkraftsicherung
Blocage de sécurité
Trava de segurança
Tensile lock
Constamatic por Tacómetro
(ver Tipos de controles
electrónicos/Sistemas
electrónicos de mando)
Tacho-Generator
Tachymetre (Tacho-constamatic)
Taco-gerador
Tacho-Constamatic
Contactos APT
APT-Einsteckende
Contact APT
Terminais APT
Advanced Power Terminals
Las baterías recargables compactas de
BOSCH reciben el nombre de contactos
de APT. Este sistema garantiza el uso de
la batería correcta con la herramienta y/o
el cargador correcta (o). La codificación
mecánica integrada evita que se insiera
en forma incorrecta y se utilice la polaridad que no corresponde.
Los elementos clave que componen el
APT son:
Contactos APT
1 3 1 2 4
Construcción Ligera
Se ha ido implantando cada vez más con
el transcurso de las décadas. Gracias al
empleo de materiales modernos, especialmente el aluminio y los materiales sintéticos, se obtienen resultados excelentes. Esto se define por la relación potencia / peso.
1
2
3
4
Contactos +/Contactos opcionales
Contacto codificado
Contacto NTC
EWL-A014/G
Leichtbauweise
Constructions légères
Construção leve
Lightweight construction
Relación potencia / peso =
Potencia util P2 ( W )
---------------------------------------------------------------------Masa del aparato ( kg )
La relación potencia / peso en el ejemplo
de una amoladora:
2000W
Relación potencia / peso = ------------------- =
4, 2 kg
476,2 W/kg
1. Contactos Positivo / Negativo
Estos contactos permiten que la energía
se transmita desde el cargador hasta la
batería o desde la batería hasta la herramienta eléctrica. El contacto está activo
del lado de adentro y del lado de afuera,
por lo tanto para cada polo hay un contacto doble para transmitir corriente elevada (durante espacios cortos, de hasta
80 Amperes).
2. Contacto Opcional
Este contacto permite que se transmitan
determinadas propiedades y condiciones
49-91(C-D)_esp CORRETO Page 71 Tuesday, January 29, 2002 2:31 PM
Control por Casquillo
desde la batería hasta la herramienta sirviendo así para transmitir datos entre la
batería y la máquina.
3. Contacto de codificación
Se usa para transmitir datos entre la batería y el cargador. El cargador tiene las
informaciones sobre el método y la corriente que debe usar para cada tipo y
modelo de batería.
4. Contacto NTC
En la célula de la batería que se calienta
más durante el proceso de carga hay un
sensor de temperatura que capta y envía
el valor medido hacia el cargador. El cargador selecciona el método de recarga
adecuado para los casos de valor de temperatura muy bajo, dentro del límite o
muy alto.
Contactos de Conexión
Schaltkontakte
Contacts de commutation de
commande
Terminais
Switch contacts
A través del interruptor circula la corriente
del motor. Los contactos de conexión son
las superficies de contacto de los electrodos, fabricados con aleaciones de alta
calidad. Los interruptores deben soportar
y conmutar no solamente la corriente nominal, sino también la corriente de cortocircuito que es considerablemente mayor.
Contrapesos
Ausgleichsgewichte
Contre-poids d´équilibre
Contrapesos
Balancing weights
Para conseguir una suavidad máxima de
marcha en sierras de calar, sierras sable
y similares, éstas se han dotado de contrapesos. El peso de la hoja de sierra y de
las masas oscilantes se contrarresta en
cualquier posición por los contrapesos,
71
permitiendo de esta manera una marcha
de bajas vibraciones.
Control
Prüfung
Contrôle
Testes
Testing
Se someten a control, o a control final, todas las herramientas eléctricas que salen
de la producción. Los procesos de control
mecánicos y eléctricos aseguran la calidad ya durante su fabricación. El control
final incluye la comprobación de la corriente, tensión, calentamiento, revoluciones y alta tensión. Esta medida es parte
del control de calidad que garantiza una
buena y uniforme calidad de las herramientas eléctricas BOSCH.
Control por Casquillo
Hülsensteuerung
Stop de frappe à vide
Controle por luva
Sleeve control
El mecanismo percutor por compresión
en los martillos electroneumáticos tiene
un control por casquillo a fin de evitar los
golpes sin carga. En caso de no presionar el útil adaptable contra el material, el
percutor empuja al perno hacia el recinto
vacío donde queda retenido. Simultáneamente, el percutor abre un orificio de salida de aire en el tubo del mecanismo percutor, de manera que no puede formarse
ni depresión ni compresión. Sólo después
de presionar el útil adaptable contra el
material se cierra un orificio en el tubo del
mecanismo percutor, adquiriendo compresión. Se obtienen así revoluciones en
vacío de marcha suave, sin que el portaútiles y los tornillos se deterioren por golpes en vacío. La energía del impacto se
incrementa lentamente con el fin de conseguir un buen centrado del útil al aplicarlo contra el material.
49-91(C-D)_esp CORRETO Page 72 Tuesday, January 29, 2002 2:31 PM
72
Control de Sobrecarga
Control por casquillo (principio)
A sin carga, el cinceil no está en contacto
con la pieza, aberturas de
descompresión abiertas
B con carga, la presión sobre el cincil
mueve el control del casquillo,
aberturas de descompresión cerradas
A
Control de Sobrecarga
(ver Control de temperatura)
Überlastüberwachung
Controle de surcharge
Controle de sobrecarga
Overload monitoring
Controlador del Ángulo de
Perforación
B
Bohrwinkel-Controller
Contrôleur d´angles
Controlador do ângulo de perfuração
Drill angle controller
9
8
7
6
5
Se utiliza en todas las herramientas eléctricas de perforación que puedan equiparse con una empuñadura adicional. El orificio de fijación del tope de profundidad
sirve para colocar el controlador del ángulo de perforación que, en la posición de
trabajo de la máquina, permite determinar
la perpendicularidad por medio de una
escala anular.
4
3
2
Coordenadas
1
1 Cincel
2 Control del casquillo (activado por
el operador da herramienta)
3 Cojinete intermediario
4 Pistón (percutor)
5 Aberturas de descompresión
6 Cámara de aire (cámara de
compresión)
7 Cilindro del sistema de impacto
8 Pistón de trabajo (pistón de
accionamiento)
9 Eje de la manivela
EWL-H009/G
Koordinaten
Coordonées
Coordenadas
Co-ordinates
Son valores numéricos que definen la posición de un punto en un plano o en el espacio.
El programa CAD define automáticamente el punto cero (origen de las coordenadas) en el centro para taladrar y fresar.
Además se puede modificar en el menú
ajuste con la función origen de coordenadas.
Los valores situados sobre el eje X a la
derecha del punto de origen son positivos. Lo mismo ocurre con los valores del
eje Y dispuestos desde su origen hacia
arriba.
Al fijar el origen de las coordenadas en la
esquina inferior izquierda de la pantalla,
todos los puntos colocados sobre el área
de dibujo tienen un valor X y un valor Y,
ambos positivos.
49-91(C-D)_esp CORRETO Page 73 Tuesday, January 29, 2002 2:31 PM
73
Coronas Perforadoras Huecas
Copia Pirata
Raubkopie
Copie pirate
Cópia pirata
Pirate copy
Es una copia casi perfecta de un producto de marca famosa hecha por fabricantes de países del tercer mundo que no
respetan las leyes de patentes internacionales. Los órganos del gobierno de estos
países permiten estas actividades que representan un beneficio económico.
No sólo los nombres de los modelos y los
productos, sino también los embalajes,
las instrucciones de uso, la lista de repuestos y de los componentes son copiados con tanta perfección que la diferencia
apenas se nota cuando se abre el producto o cuando se le utiliza por la primera
vez. Frecuentemente se falsifican o copian los sellos de calidad y de conformidad. Normalmente no hay servicio de
asistencia técnica, ni repuestos, ni asistencia al comercio después de la venta.
Coronas Perforadoras
(ver broca, tipos de)
Bohrkronen
Couronnes-trépans
Coroas dentadas
Core cutters
Coronas Perforadoras
Diamantadas
Diamantbohrkronen
Couronnes-trépans diamantées
Coroas diamantadas
Diamond core bits
Se componen generalmente de un cuerpo metálico, sinterizado con polvo de diamante. El diamante es carbono cristalizado, y es el más duro de los minerales.
Los diamantes industriales se emplean
para taladrar, cortar y esmerilar. Con coronas perforadoras se consigue una excelente progresión al taladrar hormigón
armado.
Coronas perforadoras diamantadas
A
B
C
EWL-D002/G
Un punto con cualquier valor para X, Y se
puede fijar en el menú punto con la función coordenadas.
Con los ejes X, Y puede definirse cualquier punto en un plano. Todo punto en la
tercera dimensión (espacio) queda definido por el eje Z. Los valores del eje Z fijan
la profundidad de mecanizado relacionada con la superficie de la pieza.
A para perforación en húmedo
B para perforación a seco
C broca de centrar para corona
Coronas Perforadoras
Huecas
Hohlbohrkronen
Couronnes trépans
Broca coroa dentada
Core bits
Se emplean para taladrar rebajes para
cajas de interruptores o de distribución y
para realizar orificios pasantes. Los filos
de metal duro de disposición simétrica,
permiten una progresión uniforme al taladrar.
49-91(C-D)_esp CORRETO Page 74 Tuesday, January 29, 2002 2:31 PM
74
Coronas Perforadoras en Seco
Correas Dentadas
Corona perforadora hueca
Zahnriemen
Courroie dentée
Correia dentada
Toothed belt
1
2
3
EWL-H008/G
4
1 Broca
para centralizar
2 Portaútiles
3 Corona perforadora
hueca
4 Puntas de metal duro
En las coronas de una pieza se obtiene el
centro de perforación mediante una broca
de centrado fijada por un cono. En las coronas de dos piezas, la broca de centrado
se retira después de haber iniciado la
perforación. Estas coronas pueden emplearse también para taladrar sin polvo.
Las correas dentadas unen las ventajas
del accionamiento por correa (distancia
variable entre los ejes, trabajo silencioso,
bajo costo de manutención) a las de la
transmisión de la fuerza por unión positiva (no se resbala, poco trabajo sobre los
rodamientos o, en este caso, los dientes).
Se recomiendan las cadenas dentadas
para las transmisiones de alta velocidad;
frecuentemente se usan en el tren de accionamiento de las herramientas eléctricas (cepillos, lijadoras de banda).
Correas dentadas
1
2
Trockenbohrkronen
Couronne de forage à sec
Coroa para perfuração a seco
Dry core cutterss
Correa de Transporte
Traggurt
Bretelle
Alça de transporte
Shoulder strap
Permite transportar martillos perforadores
ligeros colgados del hombro, lo que permite mantener ambas manos libres.
1 Correa dentada
2 Ruedas dentadas
EWL-Z001/G
2
Coronas Perforadoras
en Seco
(ver Tipos de brocas)
Corriente Alterna
Monofásica
(ver también red de suministro
de corriente trifásica)
Einphasen-Wechselstrom
Courant altérnatif monophasé
Corrente alternada monofásica
Single-phase alternating current
La red triásica se compone de tres conductores de corriente, un conductor neutro y un conductor de protección. Ver figura A.
En la corriente alterna monofásica se
puede tomar cualquiera de las fases R, S
o T junto con el conductor neutro Mp para
49-91(C-D)_esp CORRETO Page 75 Tuesday, January 29, 2002 2:31 PM
Corte a Longitud
tener una tensión de 230 voltios. En la
red trifásica de 3 x 400 voltios, la red de
corriente alterna monofásica tiene 230
voltios. Ver figura B.
Motor de corriente alterna monofásica
Red de corriente alterna
75
El comportamiento de motores eléctricos
al arrancar depende de infinidad de factores entre los que la amplitud de la corriente de arranque, la duración del tiempo de arranque y la carga durante la fase
de arranque, son decisivos.
Corriente en Cortocircuito
R
S
T
Mp
SL
Kurzschlußstrom
Courant de court-circuit
Corrente de curto-circuito
Short-circuit current
B
R
S
T
Mp
SL
Es la corriente que fluye en caso de cortocircuito. Al conectar motores eléctricos
bloqueados se habla también de la corriente de cortocircuito, que puede llegar
a ser muy considerable, dependiendo de
la resistencia del circuito.
EWL-E002/G
A
Cortador de Círculos
Corriente de Arranque,
Limitación de
Anlaufstrom, -begrenzung
Courant de démarrage
Corrente de partida, limitação
Starting current, limitation
La corriente de arranque en un motor
eléctrico es siempre mayor que la nominal, dependiendo además de la carga del
motor em el momento de arranque. Según el tipo de motor, la corriente de
arranque sin carga es del orden de 1,5 a
2,5 veces mayor que la corriente normal.
Sometido a carga, la corriente de arranque puede alcanzar entonces brevemente el quíntuple de la corriente nominal. La
limitación de corriente de arranque puede
realizarse mediante una resistencia previa. Esta resistencia se activa frecuentemente de manera automática por el interruptor de conexión en el momento de
arrancar. La electrónica ofrece posibilidades más variadas en la limitación de la
corriente de arranque, lo que puede resultar en un tiempo de arranque mayor,
denominado también como arranque
suave.
Kreisschneider
Fraise pour découpe circulaire
Guia para cortes circulares
Circle cutting guide
1. Se usan para cortar grandes piezas
de forma circular. Los que llevan tope
paralelo, se ofrecen como accesorio
especial para las sierras de calar. El
máximo diámetro de círculo es de
300 mm.
2. Los cortadores de círculos se fabrican con lamas de uno o dos extremos y con dispositivos de corte ajustable para diferentes diámetros. Los
cortes se realizan en este caso con el
taladro.
Corte a Longitud
Ablängen
Tronçonnage
Atroçoamento
Crosscutting and trimming
Corte a longitud significa cortar en dimensiones exactas (o en secciones) tablas,
listones y piezas grandes o pequeñas.
49-91(C-D)_esp CORRETO Page 76 Tuesday, January 29, 2002 2:31 PM
76
Corte Oblicuo
Corte Oblicuo
Schrägschnitte
Coupe biaise
Cortes oblíquos
Bevel cuts
Para las sierras circulares y de calar se
define así todo corte diferente del usual
de 90°. Gracias a las posibilidades de
ajuste de la placa base, puede realizarse
cualquier corte oblicuo hasta 45°.
Cortes Interiores
Innenausschnitte
Découpe intérieur
Recortes internos
Internal cut-outs
Son los trabajos más frecuentes que se
realizan, con ciertas restricciones, con la
cizalla, pero sin problema con la punzonadora y la sierra de calar. En los montajes de instalaciones de distribución se
precisan recortes rectangulares, cuadrados y circulares para los aparatos de medida y los elementos de instalación. Si se
usa una sierra de calar es necesario hacer previamente un orificio de diámetro
correspondiente a la anchura de la hoja
de sierra. Las punzonadoras precisan orificios correspondientes al diámetro de la
matriz. Aunque los recortes realizados con
la punzonadora son de cantos falciformes,
no es necesario trabajarlos nuevamente
puesto que los marcos de los aparatos
instalados cubren el borde cortado.
Cortocircuito
(ver también Disyuntor)
Kurzschluß
Court-circuit
Curto-circuito
Short circuit
El contacto de los cables eléctricos pelados por los que circula corriente provoca
un cortocircuito, o sea que la corriente fluye con gran intensidad en un punto no
deseado, lo que puede causar daños
considerables. El fusible intercalado en el
circuito actúa inmediatamente evitando
así el peligro de incendio.
Corriente Alterna
(ver Corriente alterna
monofásica y Red eléctrica
trifásica)
Wechselstrom
Courant alternatif
Corrente alternada
Alternating current
Clases de Aislamiento
(ver Clases de protección)
Isolationsklassen
Classes d’isolation
Classes de isolação
Insulation categories
Cruz Centralizadora
Zentrierkreuz
Mèche de centrage
Cruz de centrar
Centring cross
Se usa para comenzar la perforación con
precisión en los trabajos de albañilería a
seco utilizando coronas diamantadas.
Una vez que la corona diamantada ha penetrado en el material y se ha centralizado automáticamente, se debe retirar a la
cruz centralizadora para poder continuar
la perforación.
En principio la cruz centralizadora realiza la
misma función que la broca de centralizar.
Cuchilla Oscilante
Scherblätter
Couteau (Tailles-herbes)
Lâminas de corte
Shearing blades
Es la cuchilla móvil de las tijeras cortacésped accionadas por acumulador. Está
hecha de acero templado, con revestimiento antiadherente y antideslizante.
49-91(C-D)_esp CORRETO Page 77 Tuesday, January 29, 2002 2:31 PM
Cuchillas Rústicas para Cepillos
77
A Torno con accesorios
B Herramientas para tornear
B
Cuchillas de Tornear Madera
Drechselstähle
Gouges de tournage
Ferramentas para tornear
Turning gouges and chisels
Utiles de trabajo manuales para dar forma a piezas de madera o de plástico en
rotación en tornos para madera. Las cuchillas ahuecadas se emplean para vaciados, las cuchillas de tronzar para cortar y las cuchillas de tornear para trabajar
superficies.
EWL-D008/G
A
Cuchillas Rústicas para
Cepillos
Rustikal-Hobelmesser
Fer à riffler réversible
Faca rústica para plainas
Rustic planer blade
Confieren un aspecto especial para las
superficies cepilladas.
Cuchillas rústicas para cepillos
A
Cuchillas Reversibles
Wendemesser
Fers reversibles
Facas reversíveis
Reversible blades
B
Útiles de corte afilados por ambos lados.
Se utilizan en cepillos y cizallas.
C
Perfil fino
Perfil rústico
Cepillado fino
Cepillado rústico
EWL-R011 /G
D
A
B
C
D
49-91(C-D)_esp CORRETO Page 78 Tuesday, January 29, 2002 2:31 PM
78
Cuchillas Superior e Inferior
Cuchillas Superior e Inferior
Cuña Extractora
Messer, Ober-, UnterCouteau supérieur, couteau inférieur
Faca superior, faca inferior
Upper blade, lower blade
Austreibkeil
Chasse-foret\
Cunha
Extraction wedge
Los elementos de corte de las cizallas
consisten en una cuchilla superior móvil y
una cuchilla inferior fija. Los cambios del
espesor del material que se va a cortar se
compensan con el ajuste del margen y la
penetración de las dos cuchillas de la cizalla, de acuerdo con las instrucciones de
uso. Las cizallas destinadas a una cantidad limitada de aplicaciones tienen una
profundidad de penetración predefinida.
Dispositivo que permite extraer cómodamente brocas de acoplamiento cono Morse del vástago de inserción.
Cuña
extractora
1
2
3
1 Cuña
2 Porta-herramientas en la máquina
3 Accesorio con cono Morse
2
1
2
3
4
3
4
Cuchilla superior
Base de corte
Cuchilla inferior
Tornillo de ajuste
Cuchillo Inferior
(ver Cuchillas)
Untermesser
Couteau inférieur
Faca inferior
Lower blade
Cuchillo Superior
(ver Juego de cuchillos)
Obermesser
Couteaux superieur
Faca superior
Upper blade
Curvas Características
EWL-M011/G
1
EWL-A022/G
Cuchillas superior y inferior
Kennlinien
Valeurs courbes de fonctionnement
Curvas características
Characteristic curves
Representan gráficamente el comportamiento funcional de un aparato. Los valores característicos se determinan de
acuerdo a diferentes puntos de carga. La
curva característica se toma por puntos
que luego se unen entre sí para cada parámetro, a fin de obtener un trazo continuo. Hasta hace pocos años se precisaba mucho tiempo para obtener una curva
característica, lo que hoy en día con un
ordenador es cosa de algunos minutos.
49-91(C-D)_esp CORRETO Page 79 Tuesday, January 29, 2002 2:31 PM
79
Denominación Comercial
Decapador por Aire Caliente
Ejemplo:
Amoladora angular,
número de pedido 0 601 347 003
denominación comercial 1347
Heißluftgebläse
Décapeur thermique
Soprador térmico
Heat gun
El aire aspirado se calienta eléctricamente. La temperatura deseada puede preajustarse entre los 100° C y 600° C, pudiéndose mantener constante electrónicamente independiente del caudal de aire
requerido.
Existen múltiples posibilidades de aplicación como las de descongelar, secar, soldar, conformar fraguar, decapar pinturas
y la de acelerar la reacción de adhesivos.
La estructura de la denominación comercial es alfanumérica e independiente del
número de pedido. Se compone de cuatro elementos principales:
Ejemplo:
Formato
reto
9–125
I
I
3
CE
|
|
4
La primera letra fija su campo de aplicación:
A
H
G
M
P
U
Decapador por aire caliente
WS
I
I
2
G
I
I
1
= Herramienta para el exterior
= Aficionado
= Industrial
= Aparato Micro, etc.
= Profesional
= Universal
El siguiente grupo se compone siempre
de dos letras, las cuales definen el tipo de
aparato, por ejemplo:
BH
BM
SH
ST
WS
Formato
de pistola
= Martillo perforador
= Taladro
= Martillo demoledor
= Sierra de calar
= Amoladora angular, etc.
EWL-H005/G
Las cifras siguientes indican los datos
técnicos más importantes, en parte, de
forma abreviada.
Denominación Comercial
Ejemplo:
GWS 7-115
^ 750 Watt
7 =
^ 115 mm de diámetro del disco
115 =
de amolar
Las siguientes letras mencionan ciertas
propiedades:
Handelsbezeichnung
Désignation commerciale
Denominação comercial
Trade designation
Ejemplo: GST 60 PAE
Hasta hace pocos años, la denominación
comercial era parte del número de pedido
de diez dígitos.
Las letras pueden adquirir un significado
diferente dependiendo del tipo de máquina:
P = Pendular
A = Aspiración
E = Electrónica de mando
49-91(C-D)_esp CORRETO Page 80 Tuesday, January 29, 2002 2:31 PM
80
Dentado Gleason
R = giro reversible, como en taladradoras, o dispositivo vibratorio en el
caso de aspiradoras
B = empuñadura de puente o freno en
sierras de cadena
Solamente dos letras tienen un significado concreto:
E = mando electrónico
C = electrónica Constant
Dentado Gleason
Gleason-Verzahnung
Denture Gleason
Engrenagem do tipo Gleason
Gleason type gear teeth
Pertenece a los dentados evolventes originario de la construcción de máquinas
americanas. Su campo principal de aplicación se encuentra en los engranajes de
una etapa en las amoladoras angulares,
permitiendo una elevada suavidad de
marcha con una resistencia extrema al
desgaste.
Depósito de Agua a Presión
Wasserdruckbehälter
Réservoir d_eau sous pression
Reservatório de água
Water pressure container
Cuando se realiza una perforación con
brocas diamantadas se necesita agua para enjuagar y enfriar la broca corona. El
depósito de agua a presión se parece a
una bomba manual de jardín y se usa en
obras donde no hay puntos de toma de
agua disponibles.
Depósito del Refrigerante
Kühlmittelbehälter
Récipient pour fluide de
refroidissement
Reservatório do líquido refrigerante
Coolant container
Accesorio especial utilizado en sierras de
calar al trabajar metales para aplicar un
líquido refrigerante o lubricante a la hoja
de sierra. También se encuentra en la base de las esmeriladoras dobles para refrigerar las piezas que se calientan durante
el afilado.
Depósito para Cables
Kabeldepot
Rangement du cable
Porta-cabo
Cable depot
Los depósitos para cables y accesorios
son dispositivos acoplados a los aparatos
de manera tal que puedan alojar los cables de alimentación, mangueras, tubos y
boquillas. Así se transportan junto con el
aparato y se tienen siempre a mano como en la aspiradora universal y el ventilador de aspiración.
Depósito para Llaves
Schlüsseldepot
Rangement des clés
Depósito para chaves
Storage of tools
Las llaves macho hexagonales, las fijas
anulares, o las llaves para mandriles se
guardan en las herramientas eléctricas, o
se fijan en los cables de conexión en los
lugares previstos para llaves, depósitos o
soportes.
Desconexión del Percutor
Schlagstop
Stop de frappe
Stop de percussão
Hammer stop
Para taladrar en madera o acero con los
martillos perforadores ligeros se puede
desconectar el mecanismo percutor.
Desconexión Rápida
Schnellabschaltung
Interrupteur d´arrêt rapide
Parada instantânea
Instant stop
49-91(C-D)_esp CORRETO Page 81 Tuesday, January 29, 2002 2:31 PM
Desmenuzadoras de Jardín (Biotrituradoras)
El interruptor de conexión / desconexión con
desconexión rápida reduce el tiempo de
marcha por inercia de las cuchillas, de manera que en una tijera cortasetos se paran
inmediatamente sin peligro para el usuario.
Deslizabilidad
Gleitfähigkeit
Faculté de glissement
Capacidade de deslizamento
Sliding capability
Propiedad requerida para desplazar uniformemente durante el trabajo sierras circulares, fresadoras de superficie y sierras
de calar. Una superficie revestida o de
material sintético reduce el rozamiento en
sierras de calar y fresadoras de superficie. Las hojas de sierra disponen de un
revestimiento deslizante o antiadherente.
81
pacto producen mucho barullo tanto
cuando trabajan sin carga como cuando
muelen residuos.
Se recomienda usar las desmenuzadoras
más silenciosas para restos de poda de
árboles y arbustos. Un disco dentado con
baja velocidad o una serpentina de trituración empujan el material orgánico hacia
adentro y lo cortan en pedazos pequeños, casi sin ruido. El material triturado es
ideal para preparar abono orgánico.
Desmenuzadora de jardín (Biotrituradora)
Trituradora de impacto (principio)
1
2
Desmenuzadora
(ver Trituradora de jardín)
3
Häcksler
Broyeur
Trituradora
Shredder
4
5
6
Desmenuzadoras de Jardín
(Biotrituradoras)
Las desmanuzadoras de jardín pueden
moler todo tipo de residuo, es decir gajos
y ramas secas de árboles, arbustos y matas y también restos de césped, hojas,
plantas viejas, etc.
Las desmenuzadoras de impacto vienen
equipadas con un cuchillo de corte que
gira muy rápidamente y muele cualquier
tipo de material orgánico que quepa en la
abertura de alimentación y pueda ser triturado. Este tipo de desmenuzadora generalmente es accionado por un motor
universal CA. Las demenuzadoras de im-
1
2
3
4
5
6
Embudo de alimentación
Tambor de alimentación
Cuchilla de impacto
Pies de apoyo
Motor de accionamiento
Abertura de salida
EWL-G001/G
Gartenhäcksler
Broyeur de végétaux
Trituradora de jardim
Garden shredder
Observación:
Las desmenuzadoras de jardín frecuentemente se usan con generadores móviles.
Como la mayoría de las desmenuzadoras
de jardín (y también las limpiadoras de al-
49-91(C-D)_esp CORRETO Page 82 Tuesday, January 29, 2002 2:31 PM
82
Desmenuzadora Silenciosa
ta presión y las bombas de irrigación) están accionadas por un motor CA (motor
monofásico) si el generador no está coDesmenuzadora de jardín, silenciosa
(principio)
Cilindro de corte con cuchillas
5
1
3
6
2
Desmenuzadora Silenciosa
(vea Trituradora de jardín)
9
Cilindro de corte helicoidal
Leisehäcksler
Broyeur silencieux
Trituradora silenciosa
Quiet shredder
EWL-G002/G
2 4 1
9
7
1 Material a ser
triturado
2 Abertura de
alimentación
3 Cilindro de cuchillas
4 Cilindro helicoidal
8
5
6
7
8
rrectamente elegido, provocará el mal
funcionamiento de la desmenuzadora o
del generador. Como los motores CA
usan tanto la potencia activa como la
reactiva, el generador debe tener capacidad para proveer potencia reactiva. En
principio debe ser posible usar este tipo
de generador para motores CA equipados con un generador denominado síncrono y con suficiente potencia de salida.
La potencia de salida del generador debe
proveer la corriente de arranque o una
posible condición de sobrecarga de la
máquina a que está conectado. Simplificando se puede decir que el generador
debe suministrar aproximadamente el doble de la potencia nominal de la máquina
a la que está conectado para garantizar
una operación sin problemas (ver también la sección especial "Generadores de
corriente").
Placa de presión
Tornillo de ajuste
Deflector
Motor de
accionamiento
9 Abertura de salida
Desprendedor de Papel
Pintado
Tapetenlöser
Décolleuse à papiers peints
Removedor de papel de parede
Wallpaper steam stripper
El desprendedor de papel de pared se
usa para desprender papeles viejos de la
pared con vapor. El agua se calienta en
un recipiente y el vapor (caliente y húmedo) se conduce a través de una placa
hueca colocada contra la pared. El vapor
humedece el papel y ablanda el adhesivo; entonces se puede retirar el papel con
ayuda de una espátula o una raspadora
49-91(C-D)_esp CORRETO Page 83 Tuesday, January 29, 2002 2:31 PM
Detector de Metales
Desprendedor de
papel pintado
83
Desviador de Virutas
Spanabweiser
Déflecteur de copeaux
Desviador de cavacos
Steel deflector
1
Protege la mano contra lesiones que puedan ocurrir al emplear cizallas.
Desviador de virutas
2
1 Cizala para chapas
2 Desviador de
virutas
1
EWL-S038/G
2
1 Plancha de vapor
2 Manguera de vapor a prueba de calor
3 Tanque de agua c/ produción de vapor
EWL-T002/G
3
Detector de Metales
Metall-Ortungsgerät, digital
Detecteur des metaux
Detector de metais digital
Metal detector, digital
Aparato para detectar acero y metales no
ferrosos en paredes y techos. De esta
forma aumenta la seguridad al taladrar,
porque se evitan las perforaciones de cables o de acero para armar.
Desprendedor de papel pintado
Como usar la plancha de vapor
EWL-M012/G
1 Apoyar la plancha rápidamente
2 Dejar que actúe el vapor
3 Retirar el papel de la pared
EWL-T003/G
Detector de metales
49-91(C-D)_esp CORRETO Page 84 Tuesday, January 29, 2002 2:31 PM
84
Devanado Blindado con Resina Sintética
Devanado Blindado con
Resina Sintética
Devanado de Campo
(Zapata polar)
Kunstharzgepanzerte Wicklung
Bobinage blindé
Enrolamento blindado com resina
sintética
Synthetic-resin protected winding
Feldwicklung
Bobinage
Enrolamento do campo
Field winding
Con la corriente de aire de refrigeración
en una herramienta eléctrica, pueden llegar a arrastrarse de forma inadvertida
cuerpos extraños con aristas vivas. A fin
de proteger el devanado del inducido y el
de las bobinas de campo contra posibles
problemas de origen mecánico, pueden
aplicarse unas medidas especiales. Los
devanados del campo se envuelven con
tiras de algodón y se impregnan con resina sintética. En los devanados de los inducidos se usan unas cubiertas tipo jaula
que se impregnan a su vez con resina
sintética. En ambos casos se obtiene un
eficaz blindaje empleado principalmente
en las amoladoras angulares.
Devanados Blindados
Panzerung
Bobinages blindés
Blindagem
Armouring
Las herramientas eléctricas como las
amoladoras angulares pueden dañarse
durante la operación por acción del polvo
que penetra junto con el aire de enfriamiento.
Si los residuos del trabajo de desbaste y
el polvo contienen partículas agresivas
como sílice, virutas de metal, astillas de
hierro fundido o pequeños pedazos de
piedras, los devanados pueden damnificarse y provocar fallas en el motor. Este
problema se resuelve si se envuelve el
devanado con tiras de algodón impregnadas en un producto especial, o adoptando otro tipo de medidas. Blindar cuesta
caro, pero la vida útil de los motores blindados llega a ser hasta cinco veces mayor que la de los motores no blindados,
lo que justifica la inversión.
Al fluir una corriente por una bobina o devanado montado sobre un núcleo, se
crea un campo magnético. En los motores universales, esta bobina recibe el
nombre de devanado de campo. En el caso de los motores trifásicos se designa
como devanado del estator. El flujo magnético en el motor universal es dependiente de la corriente y de la carga, puesto que por el devanado de campo y el inducido fluye la misma corriente.
Diámetro
(ver Rosqueadoras y barras
de torsión)
Kerndurchmesser
Diametre
Diâmetro central
Core diameter
Diámetro de Corte
(ver Guía de corte circular)
Schnittkreisdurchmesser
Rayon de coupe
Diâmetro do corte
Cutting circle diameter
Diámetro Descriptivo
Flugkreisdurchmesser
Diamètre circulaire
Diâmetro externo
Circular diameter
Es el diámetro de corte de una hoja de sierra circular, una fresa o de un eje o árbol
portacuchillas en herramientas para trabajar con madera. El diámetro descriptivo de
una hoja de sierra circular es la medida
diagonal entre los dientes de la sierra.
49-91(C-D)_esp CORRETO Page 85 Tuesday, January 29, 2002 2:31 PM
Diodo
85
DIN,
Deutsche Industrie-Norm
Diámetro descriptivo
EWL-F017/G
DIN, Deutsche Industrie Norm
DIN, Norme industrielle allemande
DIN, Norma Industrial Alemã
DIN, German Industry Standard
Diámetro Efectivo
(ver Barra de torsión)
Diodo
Wirkdurchmesser
Diamètre utile
Diâmetro efetivo
Effective diameter
Diode
Diode
Diodo
Diode
Dimensiones Básicas
Grundabmessungen
Dimensions de base
Dimensões básicas
Basic dimensions
Se indican en los dibujos acotados, principalmente en las herramientas industriales. Las medidas de montaje se precisan
en el caso en que los aparatos se adaptan a dispositivos estacionarios.
Dimensiones básicas
(ejemplo de taladro industrial)
225
163
16
25
EWL-G021/G
11,5
Ø 43
1/2" 20 UNF-2A
14
Normas que establecen las bases unificadas para que piezas de máquinas, valores medidos y magnitudes características
sean comparables. A menudo difieren
considerablemente de las de otros países, debido principalmente a las diferentes unidades de medida.
Denominación común del diodo como
elemento semiconductor de empleo frecuente en la actualidad. Su desarrollo,
partiendo del diodo de válvulas de vacío,
y pasando por los rectificadores metálicos o en seco hasta conseguir el actual
diodo semiconductor de silicio, fue una
ardua tarea. Su campo de aplicación, sin
embargo, apenas ha cambiado.
El diodo vacío, originariamente apenas
compuesto por el cátodo calentado y el
ánodo frío, servía entonces como hoy para rectificar corrientes alternas de alta y
baja frecuencia. El comportamiento del
diodo es análogo al de una válvula que
sólo deja pasar una corriente al aplicar el
potencial positivo al ánodo. La corriente
circula sólo en un sentido, o sea, se rectifica. En los comienzos de los años treinta aparecieron los rectificadores metálicos en forma de rectificadores de óxido
de cobre o de selenio. Representaban ya
cierto progreso por evitar el molesto calentamiento.
En el moderno diodo de silicio la unión
PN en la capa barrera asume la tarea del
tramo cátodo-ánodo en la válvula de vacío. Entre las múltiples variedades de diodos se emplean en las herramientas eléc-
49-91(C-D)_esp CORRETO Page 86 Tuesday, January 29, 2002 2:31 PM
86
Disco para Tronzar
tricas diodos de potencia, diodos Zener y
LED (Light Emitting Diode).
Diodos
Al modificar la estructura superficial y emplear materiales de relleno de poro grande y suplementos especiales, se reducen
los ruidos de trabajo considerablemente,
especialmente en los discos de amolar.
A
C
A Diodos de baja potencia
B Diodos de potencia media
C Símbolos gráficos
EWL-D006/G
B
Disco para Tronzar
(ver Abrasivos)
Trennscheiben
Disque à tronconner
Discos de corte
Cutting discs
Discos de Amolar
(ver también Abrasivos)
Schleifscheiben
Disques et meules
Discos de desbaste
Grinding discs
Los discos de amolar, en especial los de
desbastar y de tronzar para velocidad
periférica de 80 m/s, deben llevar marcado imprescindiblemente en la etiqueta el
número de autorización DAS (Deutscher
Schleifscheibenausschuß = Comité Alemán de Discos de Amolar). En caso de
accidentes la falta de este sello puede
obligar a pagar fuertes indemnizaciones
(responsabilidad del productor).
Discos de Amolar de Bajo
Ruido
Schleifscheiben, geräuschgemindert
Disques et Meules, réduction de bruit
Discos de baixo ruído
Grinding discs, noise-reduced
Discos Lijadores
(ver Abrasión, Tipos de
herramientas abrasivas,
Productos abrasivos)
Schruppscheibe
Meules à ébarber
Disco de desbaste por abrasão
Rough grinding disc
Discos Tronzadores
Diamantados
Diamanttrennscheiben
Disques à tronçonner diamantés
Discos diamantados
Diamond cutting discs
Unos segmentos con polvo de diamante
se fijan a discos de acero de forma inamovile. Los diamantes de elevada calidad
son sintéticos, ya que los diamantes naturales pueden ser muy quebradizos. Los
diamantes se incrustan sobre un material
de soporte metálico que al sinterizarse
obtiene su resistencia y forma permanente. Los segmentos de corte se fijan al disco de soporte por medio de soldadura dura, por sinterizado o soldadura láser. La
capacidad de corte de los segmentos depende del tamaño de los diamantes y de
la resistencia del material de soporte.
Ambos deben adecuarse al tipo de piedra
a cortar.
Como regla práctica puede decirse: piedra dura, aglomerante blando; piedra
blanda, aglomerante duro. Los discos
tronzadores diamantados son mejores
que los discos convencionales en cuanto
a su progresión en el trabajo y a su vida
útil.
Los discos tronzadores diamantados son
muy sensibles a errores de redondez y
alabeos, por lo cual los husillos de las
49-91(C-D)_esp CORRETO Page 87 Tuesday, January 29, 2002 2:31 PM
Dispositivo de Soplado
máquinas y los elementos de sujeción
deben disponer de precisión suficiente.
Durante su empleo debe considerarse su
termosensibilidad. Evitar en lo posible
cortes profundos.
Discos tronzadores diamantados (sección)
2
3
1 Material de soporte
2 Lugar de la soldadura
3 Segmento con los diamantes
EWL-D004/G
1
87
Display
Display
Display
Display
Display
El estado de funcionamiento de la máquina se muestra en la pantalla existente en
herramientas eléctricas dotadas de Electronic. En un campo de entrada del dispay pueden introducirse los criterios de
servicio deseados.
Display de Estado de Carga
(vea Indicador del nivel de
Accu)
Ladezustandsanzeige
Affichage du niveau de charge
Indicador do nível de carga
Charge level indicator
Discos tronzadores diamantados
A
Display de Servicio
(ver Display de manutención)
B
Kohleverschleißanzeige
Voyant de maintenance
Indicadores de desgaste dos carvões
Brush wear indicator
Dispositivo de Seguridad
para los Niños
(ver Traba de seguridad)
D
E
Kindersicherung
Dispositiv de securité pour les enfants
Proteção para crianças
Child-proof lock
EWL055/G
C
A Para materiales
de construcción
B Para hormigón
C Para materiales abrasivos
D Para materiales duros (ej. mármol)
E Plato diamantado para lijar
superficies planas
Dispositivo de Soplado
Späneblasvorrichtung
Soufflerie
Soprador de poeira
Dust blower
Cuando se trabaja con sierras de calar
sin aspiración de polvo, el polvillo que se
levanta debido al movimiento de la hoja
49-91(C-D)_esp CORRETO Page 88 Tuesday, January 29, 2002 2:31 PM
88
Dispositivo de Sujeción, Dispositivo de Sujeción Rápida
no permite ver nítidamente la línea de
corte que está en contacto con la hoja. El
dispositivo de soplado de las sierras de
calar BOSCH desvía una parte del aire
de refrigeración para retirar al polvillo de
la línea de corte.
Dispositivo para cincelar
3
1
2
Spannvorrichtung,
Schnellspannvorrichtung
Dispositif de fixation, Dispositif rapide
de fixation
Dispositivo de fixação, Dispositivo de
fixação rápida
Clamping fixture, Quick clamping
fixture
Son dispositivos accionados manualmente para cambiar rápidamente los útiles
adaptables. Ejemplos: el cierre rápido en
las lijadoras de banda y los estribos de
sujeción en las lijadoras orbitales.
EWL-M009/G
Dispositivo de Sujeción,
Dispositivo de Sujeción
Rápida
1 Dispositivo para cincelar
2 Portabrocas SDS-plus
3 Tornillo de fijación
Dispositivo para Fresado de
Cantos
Kantenfräsvorsatz
Set d´affleurage
Dispositivo para fresar cantos
Laminate trimmer attachment
Al adaptar este dispositivo a la fresadora
de superficie de la línea Hobby se obtiene
una fresadora para cantear. Ver figura.
Dispositivo para Cincelar
Adecuado para trabajos ligeros de cincelado con martillos perforadores en los que el
dispositivo no transmite el movimiento giratorio. El accionamiento se lleva acabo a
través del adaptador SDS-plus del martillo
perforador. Los útiles adaptables están en
la parte superior del dispositivo.
Dispositivo para fresado de cantos
1
2
3
1 Motor de accionamiento
2 Dispositivo para fresar cantos
3 Canto de la pieza de trabajo
EWL-K002/G
Meißelvorsatz
Adaptateur de burin
Dispositivo para romper
Chipping adapter
49-91(C-D)_esp CORRETO Page 89 Tuesday, January 29, 2002 2:31 PM
Dispositivo de Cepillar y Regruesar
Dispositivos Acoplables
Vorsatzgeräte
Equipements adaptables
Adaptadores
Attachments
Son dispositivos sin accionamiento propio. Se emplean para ampliar el campo
de aplicaciones de las herramientas eléctricas. Ejemplos de dispositivos acoplables son:
Dispositivo para sierra circular
Dispositivo para taladro de percusión
Dispositivo para atornilladora
Dispositivo para roscadora
Dispositivo para sierra de calar
Cabezal angular para taladro
Cabezal angular para atornilladora
Dispositivo para amoladora angular
Dispositivo para lijadora de banda
El curso y la calidad del trabajo son siempre inferiores a los de las máquinas creadas especialmente para cada caso específico. Por esta razón los adaptadores no son
populares como solución a largo plazo.
Dispositivos Auxiliares
Zusatzeinrichtungen
Equipement supplémentaire
Dispositivos complementares
Stationary equipment
Son dispositivos a los que puede fijarse,
o bien la herramienta eléctrica, o el dispositivo adaptable, y que además sirve para
alojar el portaútiles, las herramientas de
máquina, y dado el caso, los dispositivos
de protección. Sirven para emplear las
herramientas eléctricas en forma fija.
Son dispositivos auxiliares, por ejemplo:
– soporte para taladrar
– mesa de aserrar para sierras circulares portátiles
– bastidor para cepillo y lijadora de
banda
– soporte para tronzar para amoladoras angulares
89
Disposiciones de Seguridad
(ver también Conformidad CE)
Sicherheitsbestimmungen
Dispositions de sécurité
Normas de segurança
Safety requirements
Además de las normas vigentes en Europa hay que observar las reglas de seguridad especiales para herramientas eléctricas. En 1993 las herramientas eléctricas
fueron incluidas por primera vez en las
recomendaciones de la Asociación Alemana de Ingeniería Eléctrica ("Verband
Deutscher Elektrotechniker" - VDE)”. La
recomendación actual de la VDE 0740
"Seguridad para las herramientas eléctricas manuales" es equivalente a la norma
europea EN 50144, donde constan todas
las definiciones y especificaciones de seguridad que se aplican a las herramientas
eléctricas. La norma ICE 745 de la Comisión Internacional de Electrotecnología
también es equivalente a la norma EN
50144. Otra norma, la EN 61029, se refiere a las herramientas eléctricas semifijas,
como amoladoras de mesada, etc.
Dispositivo de Cepillar y
Regruesar
Abricht- und Dickenhobelvorrichtung
Dispositif de fixation pour rabot avec
outil rotatif (dégauchisseuse)
Dispositivo para desempenar e
desengrossar
Planing fixture system with rolling foot
Permite utilizar en forma fija cepillos portátiles en instalaciones de interiores.
49-91(C-D)_esp CORRETO Page 90 Tuesday, January 29, 2002 2:31 PM
90
Distancia en Esquinas
Duración de Marcha
Dispositivo para cepillar
y desbastar: A: Superficie
B: Ángulo
C: Desbastar
A
3
1
4
C
Einschaltdauer
Temps du marche effective
Ciclo de operação
Duty cycle
B
3
2
1
4
Dureza
Härten
Dureté
Têmpera
Hardening
1
2
3
4
5
Cepillo eléctrico
Guía angular
Pieza de trabajo
Soporte para cepillar
Soporte para desbastar
EWL-A003/G
1
3
5
Distancia en Esquinas
Eckenmaß
Surangle
Diagonal
Corner offset
Relacionado a un taladro, se trata de la
distancia entre el canto superior de la carcasa y el centro del husillo. Indica por lo
tanto la separación mínima del centro de
la perforación en una pared o esquina.
EWL-E001/G
Distancia en esquinas
Durante el proceso de templado los metales ferrosos se someten a un tratamiento térmico para que adquieran una textura "endurecida" que influye en las propiedades del material. En principio el
proceso de templado se hace así: Primero se calienta el material hasta una temperatura entre 800° C y 1000° C; durante
el proceso la textura cristalina característica adquiere otro estado (austenítico).
Entonces el metal se enfría rápidamente
para que recupere la textura original. Así
adquiere el denominado estado martensítico, que le confiere la dureza deseada.
Además del templado por acción del calor y posterior enfriamiento hay procesos
de endurecimiento para otorgar propiedades específicas a los metales.
49-91(C-D)_esp CORRETO Page 91 Tuesday, January 29, 2002 2:31 PM
Como todo empezó
91
Como todo empezó...
Corre el año 1886 cuando Robert Bosch
funda su empresa. Ésta es un época de
grandes cambios. La industrialización se
está desarrollando con una dinámica inimaginable; los motores eléctricos abren
posibilidades hasta entonces desconocidas.
Robert Bosch, fascinado por la electricidad,
abre un taller para mecánica fina y electrotécnica. Instala pararrayos, teléfonos domésticos y construye equipos electrotécnicos. De forma bastante discreta establece
una sólida reputación gracias a la alta calidad de su trabajo y a la elaboración personalizada. Es entonces que surge un problema cuya solución no puede ser encontrada
ni por Nicholaus Otto ni por el dúo Carl
Benz y Gottlieb Daimler : cómo producir
un dispositivo de ignición de mando externo para sus motores de explosión. Debido
a la falta de este dispositivo los motores de
explosión más parecían motores de vapor:
grandes, pesados, lentos y poco confiables.
Ésa era la raíz de todos los problemas. Antes de cumplir un año de fundada, la compañía Robert Bosch resolvió el problema
de encontrar un sistema de ignición confiable. Cuando Gottlob Honold, el ingeniero
elegido, recibió el pedido, construyó el primer magneto operacional completo del
mundo. Sin embargo la compañía de autos
se mostró escéptica con respecto al nuevo
equipo. Solamente después de haber sido
usado exhaustivamente en centena de motores fijos y comprobada su eficacia, el
magneto comenzó su brillante carrera y,
con ella, la historia del éxito de la empresa
Bosch :
1902 la bujía
1910 el sistema de lubricación central
(aceite) para máquinas y motores
1912 la dínamo del automóvil
1913 el arranque eléctrico y la "iluminación Bosch" del automóvil
Robert Bosch, convencido de la eficiencia
de sus productos, resolvió expandir sus negocios para el exterior. El éxito obtenido
demostró que tenía razón: en 1914 ya estaba exportando más del 85% de la producción. Entonces estalló la Primera Guerra
Mundial...
Cuando terminó la guerra , la Robert Bosch tuvo que enfrentar muchas dificultades.
La producción tuvo que volver a los niveles de los tiempo de paz. Para poder aprovechar las instalaciones de la fábrica era
preciso conquistar nuevos mercados y ampliar la línea de productos tradicionales. La
familia de los productos Bosch aumentó :
1921 la bocina Bosch
1925 la bomba de inyección de diesel
Bosch
1926 la batería de automóvil Bosch
1928 el guiño, la primera flecha indicadora para automóviles y la primera "herramienta" eléctrica : una
máquina para cortar el cabello.
1929 el sistema de lubricación central (
grasa ) para máquinas y motores.
Y entonces, en el año 1932, se incorporaron totalmente dos nuevos rubros de actividades : los electrodomésticos Bosch y las
herramientas eléctricas Bosch.
La primera "herramienta" eléctrica Bosch,
fue el cortador de cabello "Forfex".
92-121(E-G)_esp Page 92 Tuesday, January 29, 2002 2:36 PM
Eje de Trabajo
Eje de Trabajo
Electrógeno
(ver Generador)
Arbeitswelle
Broche de travail
Eixo de trabalho
Output shaft
El eje de trabajo permite la transmisión
de potencia. En las cajas de embrague
con velocidades variables se trata del eje
embragado en el momento. El eje de trabajo está provisto de rosca, enchufe, estrías o cono para permitir que se fijen diversos útiles adaptables.
Eje Flexible
Para poder realizar trabajos ligeros de
perforación y esmerilado en lugares de
difícil acceso se utilizan los ejes o árboles
flexibles.
La energía mecánica se transmite al portabrocas por medio de dos muelles helicoidales concéntricos en sentido contrario. El vástago motriz está soldado con
estaño, actuando en caso de bloqueo del
eje como punto de rotura forzado. La máquina de accionamiento se emplea en
forma fija.
Elektronikarten
Les différents types d´électroniques
Tipos de controles eletrônicos
Types of electronic control
1. Electrónica de control
La electrónica de control permite variar
las revoluciones para preajustar o modificar manualmente las revoluciones del
motor mediante elementos electrónicos.
1.0 Mando electrónico
– discontinuo–
1.1 Control de las revoluciones por diodos de semiconductores
Si recordamos las curvas de la corriente
alterna obtendremos la siguiente imagen.
Tipos de control electrónico
Tensión alterna
U; I
Árbol flexible
1
4
Electrónica, Tipos de
Definición según DIN VDE 0740, Parte
1000 “Herramientas eléctricas portátiles /
conceptos”.
Biegewelle
Arbre flexible
Eixo flexível
Flexible shaft
5
Stromerzeuger
Èlectrogène
Gerador de corrente
Power generator
3
A
2
U; I
Taladro
Soporte para taladro
Árbol flexible
Empuñadura con mandril
Accesorio adaptable
EWL-B007/G
B
1
2
3
4
5
EWL-E004/G
92
A Media onda positiva y media onda negativa
B Media onda positiva
92-121(E-G)_esp Page 93 Tuesday, January 29, 2002 2:36 PM
Electrónica, Tipos de
1.2 Mando electrónico
– continuo–
El ajuste de revoluciones se realiza manualmente. Puede ser esporádicamente,
presionado más o menos el accionador, o
por preajuste en una rueda selectora.
El control se realiza mediante la regulación de entrada de fase, en la que se varía mucho la anchura de los pulsos en
una semionda con un tiristor o un triac.
1.2.1 Control de semionda
Significa que sólo actúa sobre una semionda. Este circuito permite un control
de las revoluciones entre 0 y cerca del 70
por ciento, ya que a continuación se presenta un salto del 70 al 100 por ciento.
1.2.2 Control de onda completa
Significa que se actúa sobre ambas semiondas, pudiendo controlar así las revoluciones de manera continua.
Tipos de control electrónico
Control por fase
A
B
A Media onda
B Onda entera
EWL-E005/G
El área comprendida entre la curva y la
abcisa corresponde a la potencia eléctrica suministrada al motor. Si sólo dejamos
paso a una semionda, las revoluciones
se reducirán en la forma correspondiente.
El elemento adecuado para ello es el diodo, por interrumpir el paso de la corriente
si la polaridad en la unión PN no es la correcta. A 50 Hz, esto ocurre 50 veces por
segundo.
La conexión del diodo permite, sin embargo, sólo un cambio brusco de revoluciones porque puede conectar o desconectar únicamente una semionda completa. Este tipo de variación de
revoluciones se aplica hoy en día raras
veces. El ajuste de revoluciones sería
mucho más fino si se pudiese subdividir
cada semionda en impulsos más pequeños. Precisamente esto es lo que realiza
el mando electrónico.
93
2. Electrónica de la regulación
La electrónica de regulación se encarga
de ajustar las revoluciones del motor de
forma autónoma. Esta regulación se efectúa de acuerdo con la carga, mediante
sensores, pero nunca manualmente.
La electrónica de regulación puede tener
adicionalmente la posibilidad de preajuste de diferentes revoluciones.
Ya que en alemán los conceptos de "control" y "regulación " van muy unidos,
BOSCH emplea en lugar del concepto
"electrónica de regulación", el de "electrónica Constant".
En las herramientas eléctricas modernas
se emplean los más diversos tipos de
electrónica para adaptar su comportamiento funcional a los requerimientos del
trabajo correspondiente. Entre una multitud de posibilidades se explicarán las que
a continuación se citan.
La variación de revoluciones mecánica
sólo puede llevarse a cabo en las herramientas eléctricas de forma escalonada,
mientras que en los sistemas electrónicos
se realiza de forma continua. En múltiples
casos se combinan ambas.
2.1 Regulación electrónica
La regulación trabaja de manera autónoma sin que el usuario puda ajustarlo. Está
condicionada a la comparación del valor
real con el nominal empleando un sensor
que envía el valor actual de funcionamiento a un comparador.
92-121(E-G)_esp Page 94 Tuesday, January 29, 2002 2:36 PM
94
Electrónica Constant
2.2 Regulación electrónica de programa constante; electrónica Constant
En este caso se miden las revoluciones
mediante un generador tacométrico. Un
comparador determina la diferencia entre
el valor real y el nominal para actuar, por
ejemplo, sobre el motor de una amoladora angular. Los motores se han diseñado en forma tal que alcancen sus revoluciones nominales con una tensión de motor baja. La diferencia entre la tensión de
la red y la tensión del motor se emplea
para la regulación. El sofisticado generador tacométrico puede sustituirse por un
simple dispositivo de medición de la corriente o tensión del motor.
Electrónica Constant
Constant-Electronic
Régulation électronique constante
Constante eletrônica
Constant Electronic
Es una electrónica de regulación. El comportamiento en revoluciones del motor
universal depende fuertemente de la carga, sin embargo hay algunas aplicaciones que requieren unas revoluciones
constantes para obtener buenos resultados.
Unos sensores detectan la disminución
de revoluciones debida a la carga actuando junto con la regulación de onda
completa sobre la tensión del motor a fin
de mantener las revoluciones constantes.
Frecuentemente se sitúa la tensión del
motor por debajo de la tensión de alimentación para disponer de suficiente reserva
en tensión para compensación. Este método se emplea por ejemplo en amoladoras angulares, cepillos y sierras circulares
utilizando como sensor un generador
tacométrico que suministra el valor real a
un comparador. La comparación del valor
real con el nominal actúa electrónicamente sobre las revoluciones del motor.
Una ejecución más simple puede llevarse
a cabo al intercalar una resistencia de alta potencia en el circuito de trabajo, cuya
caída de tensión dependiente de la carga, es utilizada para que elementos elec-
trónicos se encarguen de la aportación
adicional de fuerza (ver también "electrónica, tipos de").
Electrónica FET
FET-Elektronik
Électronique TEC
Eletrônica FET
FET electronics
FET significa Field Effect Transistor (transistor de efecto de campo), que pertenece
a la familia de transistores unipolares,
empleándose en la electrónica industrial el
FET de canal P o N con capa barrera autoconductora en los casos que requieren
una baja tensión de servicio y un elevado
rendimiento. El FET de capa barrera es
transistor unipolar controlado por tensión.
Electrónica FET se aplica en interruptores de mando de las máquinas accionadas por acumuladores.
Electrónica de Regulación
(ver Tipos de control
electrónico)
Regelelektronik
Régulation electronique
Sistema eletrônico de comando
Electronic regulation
Electrónica de Regulación
(ver Tipos de controles
electrónicos/Sistemas
electrónicos de mando)
Vollwellen-Elektronik
Régulation électronique
Eletrônica de onda inteira
Full-wave electronic
Electrónica Variospeed
Variospeed-Elektronik
Électronique variospeed
Eletrônica Variospeed
Variospeed electronic
92-121(E-G)_esp Page 95 Tuesday, January 29, 2002 2:36 PM
Embrague de Seguridad
Corresponde aproximadamente al mando
electrónico por semionda u onda completa (ver Tipos de Control Electrónico).
Embrague
(ver Acoplamiento de garras)
Embrague de Garras
Klauenkupplung
Accouplement à crabots
Acoplamento de garras
Jaw clutch
Cuando no se desea una transmisión
permanente entre el motor y el útil se emplea un embrague o acoplamiento.
Los embragues de garras se componen
de dos partes en las que ambas engranan frontalmente al penetrar los salientes
en los huecos de la contraparte. Un resorte de presión regulable permite variar
la fuerza de apriete entre ambas partes,
pudiendo regular así el margen de ajuste
del par de giro. Una presión de resorte
constante, permite un par de desconexión definido del embrague de garras.
Embrague de
Desacoplamiento
Ausrastkupplung
Débrayage de sécurité
Embreagem de segurança
Safety release clutch
Embrague mecánico destinado a evitar el
bloqueo brusco de las herramientas eléctricas. En caso de sobrecarga, las garras
del embrague se sueltan reduciendo así
el alto par de giro y evitando que el usuario sea lesionado sin embargo los embragues no interrumpen la alimentación de la
máquina, por lo cual el usuario debe soportar un cierto par de reacción.
Embrague de garras
embragado
desembragado
1
1
2
2
3
4
3
4
Embrague de desacoplamiento
A
B
1
B
2
Principio de funcionamiento
de un embrague de desacoplamiento
de par de apriete
1 Esferas de embrague engranadas
Entrada A y salida B acopladas
2 Esferas de embrague desengranadas
Entrada A separada de la salida B
EWL-A021/G
1
2
3
4
Eje de acionamiento
Resorte de presión
Garras del embrague
Salida
Embrague de Seguridad
(ver también Protección
eléctrica)
Überlastsicherung
Securité de surcharge
Fusível de sobrecarga
Overload safety
EWL-K008/G
Kupplung
Embrayages
Acoplamento
Clutch
A
95
92-121(E-G)_esp Page 96 Tuesday, January 29, 2002 2:36 PM
96
Empalme Insertable para Mangueras
Empalme Insertable para
Mangueras
Empuñadura
Griff
Poignée
Empunhadeira Punho
Handle
Schlauchsteckverbindung
Raccord d´emmanchement
Conector de engate rápido para
mangueiras
Plug-in hose connector
Pieza intermedia que se encuentra entre
dos acoplamientos de manguera, empleada en la técnica hidráulica. Permite
unir mangueras de diferentes dimensiones, o bifurcarlas con el empalme en Y.
Empalmes
Zinken
Assemblage, tennonage droit
Junta cauda de andorinha
Dovetail
La disposición de la empuñadura y su forma, son características decisivas en una
herramienta eléctrica porque influye de
una manera directa en la progresión del
trabajo y la carga corporal del usuario.
Cuando se diseña debe considerarse que
las empuñaduras sirven para sujetar, presionar y conmutar. Una superficie ligeramente rugosa, pero agradable al tacto,
permite una postura cómoda y natural de
Empuñaduras
(en el caso de taladros)
Los empalmes o juntas de espigas se
usan para unir partes de maderas de tope
de manera tal que las dos partes queden
unidas por medio de las espigas y se traben. El empalme es muy estable y estéticamente agradable al mismo tiempo. Dependiendo de la forma y del tipo de junta
se puede denominar "junta de espiga" o
cubierta. Los empalmes se pueden confeccionar a mano o con una plantilla especial (dispositivo para fresa empalmes)
y una fresadora de superficie.
1
2
Empalmes
3
A
A Empalme cubierto
B Empalme aparente
1 Formato pistola
2 Pistola con empuñadura auxiliar
3 Puño en D co empuñadura
auxiliar
4 Empuñadura central o en T
EWL-G020/G
B
EWL-Z003/G
4
92-121(E-G)_esp Page 97 Tuesday, January 29, 2002 2:36 PM
Empuñadura de Valvas
la mano. Superficies de agarre pronunciadas permiten una sujeción segura y
sin peligro de resbalar, permitiendo absorber pares de reacción repentinos de
manera segura. Todas estas exigencias
son consideradas en el diseño esbelto
(slimline) de BOSCH. Empuñaduras adicionales permiten manejar la máquina
con ambas manos. Pueden adaptarse a
cada situación de trabajo colocándolas
en posiciones diferentes.
Empuñadura Adicional
Zusatzgriff
Poignée supplémentaire
Empunhadeira auxiliar
Auxiliary handle
Permite sujetar la herramienta eléctrica
con las dos manos; así se pueden aguantar de manera más segura los pares de
reacción.
Empuñadura en Cruz
(ver Taladros)
Kreuzgriff
Poigne en croix
Empunhadeira em cruz
Palm grip
97
Empuñadura de Pala
(ver Taladros)
Spatengriff
Poignée beche
Empunhadeira em D
D-Handle
Empuñadura de Puente
Bügelgriff
Poignée étrier
Empunhadeira alça
Top handle
Las formas usuales de empuñadura empleadas en las herramientas eléctricas
son las de pistola, pala y cruz. En las máquinas más pesadas, una empuñadura
de puente permite sujetar la máquina por
el centro de la gravedad, como puede ser
necesario en las cizallas y en las punzonadoras. Las amoladoras angulares de
utilización permanente pueden mantenerse más fácilmente y sin fatiga por su centro de gravedad mediante una empuñadura de puente.
Empuñadura de puente
(ejemplo de sierra de calar)
Empuñadura Giratoria
Algunas herramientas eléctricas se usan
en las más diversas posiciones (por ej.
las amoladoras angulares se usan en la
posición horizontal para amolar y en la
vertical, para cortar). Con el objetivo de
asegurar una manipulación cómoda
(ergonómica) en cualquier posición, a estas herramientas se les colocaron empuñaduras que se pueden girar y fijar en varias posiciones.
EWL-B028/G
Drehgriff
Poignée pivotante
Empunhadeira giratória
Rotating handle
Empuñadura de Valvas
Griffschalen
Enveloppes de la poignée
Empunhadeira em duas partes
Handle moulds
92-121(E-G)_esp Page 98 Tuesday, January 29, 2002 2:36 PM
98
Enchufe y Toma de Corriente
La empuñadura de las herramientas eléctricas se compone de dos piezas de montaje tipo sándwich. En ellas se encuentran el interruptor, los elementos antiparasitarios, el manguito de goma y el cable
de conexión.
Enchufe y Toma de
Corriente
Stecker und Steckdose
Fiche, Prise de courant
Plugue e tomada
Power plug and socket
Son los elementos de desconexión usuales entre las herramientas eléctricas y la
red de alimentación.
Energía
Energie
Énergie
Energia
Energy
Capacidad de producir un trabajo. Según su
naturaleza se denomina energía eléctrica,
magnética, químicsa, potencial o cinética.
Engranaje Planetario
Planetengetriebe
Engrenage planétaire
Engrenagem planetária
Planetary transmission
Los engranajes planetarios están constituidos por una rueda central (en general
la rueda principal se usa como eje del
motor), una rueda hueca con dientes internos (casi siempre fija, formando una
de las partes de la caja de engranajes), y
las ruedas satélites acomodadas sobre
un carril o moldura, que normalmente termina en un eje de accionamiento.
Los engranajes planetarios son bastante
versátiles en lo que se refiere a sus funciones: tienen diversos valores de transmisión dependiendo de la rueda central,
la hueca y las ruedas satélite y del hecho
de ser accionadas o actuar como accionamiento. Siempre se usan varias ruedas
en paralelo, lo que permite transmitir pares de apriete elevados para un diámetro
dado del engranaje. El engranaje no tiene
pérdidas por dientes libres y presenta un
buen coeficiente de actuación.
Engrenaje planetario
Energía, Abastecimiento de
Energieversorgung
Alimentation en énergie
Fonte de energia
Power supply
Engranaje
Stirnradgetriebe
Entraînement conventionnel
Engrenagem de dentes retos
Spur gear
Tipo de transmisión en el que los dientes
de los engranajes se encajan entre sí por
la parte externa, la "ya probada" (ver también transmisión).
1
2
3
1 Rueda central
2 Ruedas satélites
3 Rueda hueca
EWL-P002/G
Es la producción, distribución y conducción de la energía eléctrica al consumidor
correspondiente por la entidad que suministra la energía.
92-121(E-G)_esp Page 99 Tuesday, January 29, 2002 2:36 PM
Equilibrado
El número mínimo de ruedas satélite es
dos, y el máximo está limitado por el espacio disponible dentro de cada rueda hueca. Para obtener altos valores de transmisión, se pueden colocar varios engranajes
planetarios (tren de engranajes).
99
Engranaje Síncrono
(ver Transmisión)
Synchrongetriebe
Engrenage synchrone
Engrenagem sincronizada
Synchronised transmission
Engranaje de Rueda
Ensayos de Durabilidad
Kegelradgetriebe
Engrenage angulaire
Engrenagem cônica
Bevel gear pair
Tipo de transmisión en el que se desvía
el sentido de actuación en 90° los engranajes utilizados para esto tienen forma
cónica. Si son más o menos del mismo
tamaño, se llaman engranajes cónicos. Si
son de tamaños diferentes, los menores
se llaman "piñón" y los mayores "corona".
Engranajes de ruedas, modelos típicos
1 Par de engranajes
2 Piñon
3 Corona
1
Dauerlauf
Fonctionnement en continu
Testes de resistência
Continuous operation
Para realizar los ensayos de durabilidad
de las herramientas eléctricas, éstas se
retiran aleatoriamente de la línea de producción. Así se controlan por ejemplo los
martillos perforadores en unidades perforadoras de avance de funcionamiento totalmente automático realizando miles de
perforaciones en hormigón en los ensayos d durabilidad para determinar su calidad y su vida útil.
Equilibrado
Auswuchten
Equilibrage
Balanceamento
Balancing
1
EWL-K004/G
2
3
Al devanar los inducidos se producen ligeras irregularidades que pueden causar
vibraciones molestas durante el funcionamiento de la herramienta eléctrica. Los
inducidos se equilibran siempre, es decir,
que se compensa su desequilibrio realizando fresados en el paquete de chapa
del rotor para asegurar la suavidad de
marcha.
92-121(E-G)_esp Page 100 Tuesday, January 29, 2002 2:36 PM
100
Ergonomía
Ergonomía
Ergonomía
Ergonomie
Ergonomies
Ergonomia
Ergonomics
Concepto que surgió en los años cincuenta y que significa trabajo más simple,
seguro y liviano. La base para un diseño
ergonómico es el estudio profundo sobre
el manejo del aparato y su adaptación a
los movimientos corporales del usuario.
El resultado de la estrecha cooperación
entre diseñadores y técnicos:
los martillos rotativos de rendimiento
similar se hacen cada vez más
livianos.
1932: primer martillo rotativo
del mundo. Peso: 9,5 kg.
Ergonomía
El camino hacia la empuñadura ergonómica
43
1977: primer martillo rotativo
de 3 kg del mundo.
Puño redondo: no corresponde al
formato natural de la mano
cerrada
Manejo de la máquina sin seguridad
La empuñadura gira fácilmente en la mano
(flechas)
1987: primer martillo rotativo
del mundo con menos de 2 kg.
Puño triangular: demasiado ancho
Obstruye la empuñadura
Las esquinas del puño aprietan la mano
(flechas)
Escala
Puño ovalado: Trabajo bien orientado
(flechas) con el formato y la empuñadura
ideales
EWL-E007/G
Skala
Graduation
Graduação, escala
Scale
Los topes de profundidad, ajustes de altura en fresadoras, ajustes de profundidad de corte en sierras circulares, portabrocas y demás disponen de escalas
fácilmente legibles con división métrica.
92-121(E-G)_esp Page 101 Tuesday, January 29, 2002 2:36 PM
Escofina
101
Escala Angular
(ver Ajuste de ángulo)
la escobilla para separarla del colector.
En este caso, la máquina tendrá que ser
enviada para manutención.
Winkelskala
Scala angulaire
Escala angular
Angle scale
Escobillas Eléctricas
Es un fenómeno inevitable en el motor
universal y también la causa de posibles
interferencias en la radio y televisión. Los
elementos incorporados evitan normalmente estas interferencias. El reducido
fogueo siempre presente es de color entre blanco y azulado. En caso de existir
diferencias de colorido e intensidad debe
revisarse la herramienta eléctrica. Estos
son síntomas claros de anomalías en el
motor, mientras que el fogueo de escobillas en todo el perímetro del colector es
indicativo de un motor ya defectuoso.
Son las escobillas de carbón empleadas
en el motor universal, que por estar sometidas a desgaste deben verificarse y
renovarse según necesidad. Las escobillas de desconexión interrumpen automáticamente el circuito eléctrico al alcanzar
una longitud mínima. En martillos perforadores se señaliza por un LED (Service
Display) iluminado el cambio obligatorio
de las escobillas después de transcurrir
aprox. ocho horas más de servicio.
Escobillas eléctricas
(escobillas de carbón)
2 1
3
4
Escobillas de Desconexión
(vea también Cepillos
eléctricos)
Abschaltkohlen
Charbons autorupteurs
Carvões de desconexão
Cut-out carbon brushes
Las escobillas de carbón transmiten la
energía eléctrica desde la parte estacionaria del motor (devanado del campo)
hasta la parte giratoria (inducido). En este
proceso la escobilla sufre un desgaste
constante. Para evitar que se damnifique
el inducido, equipamos a estas escobillas
con elementos que evitan que el cable de
alimentación o la placa de metal de una
escobilla desgastada damnifiquen el colector. Cuando la escobilla se gasta, un
resorte empuja un vástago de material
aislante a través de la pared delgada de
1
2
3
4
Rotor
Zapata polar
Escobillas
Colector
EWL-B029/G
Escobillas, Fogueo de
Bürstenfeuer
Crachement aux balais
Faiscamento do coletor
Brush sparking
Bürsten, elektrische
Balais, électriques
Escovas de carvão
Carbon brushes (electric)
Escofina
Raspel
Râpe
Grosa
Rasp
Lima gruesa para trabajos de desbaste
en madera.
92-121(E-G)_esp Page 102 Tuesday, January 29, 2002 2:36 PM
102
Esmeriladora Doble
Escofina
A
A Escofina con "dientes" grandes
B Lima com láminas afiladas,
dispuestas en cruz
EWL-R002/G
B
Esmeriladora Doble
Doppelschleifmaschine
Meuleuses doubles
Esmeril duplo
Double grinder
Espesor de Viruta
Spantiefe
Epaiseur de copeaux
Espessura das lascas
Planing depth
En los cepillos se puede ajustar el espesor de las virutas desprendidas desde "0"
hasta el valor máximo.
Espigas Planas
Esmeriladora Doble
Flachdübel
Chevilles plâtes
Cavilha chata
Flat biscuits
Schleifbock
Touret à meuler
Esmeril fixo
Bench grinder
La esmeriladora doble es una esmeriladora convencional fijada a una mesa en
forma permanente. El árbol de un motor
Esmeriladora doble
1
3
CA sobresale de los dos lados de la herramienta y sirve para fijar de un lado un
disco de desbaste (esmeril) y del otro,
uno de pulido. Se pueden esmerilar piezas menores con los soportes y accesorios adecuados. Frecuentemente se usa
la esmeriladora doble para afilar herramientas.
Son piezas de madera prensada, especiales, de forma elíptica y de diferentes
tamaños, ideadas para unir piezas de
madera. Las ranuras fresadas en las piezas sirven para acomodar las espigas
planas permitiendo una unión rígida e invisible.
Espigas planas
2
2
1
2
2 1
2 1
1
1
4
1
2
3
4
5
6
Caperuza de protección
Motor de accionamiento
Protección contra chispas
Amoladora
Tope
Base de la máquina
EWL-S012/G
6
1 Espigas planas
2 Partes de la pieza de trabajo
EWL-F011/G
5
92-121(E-G)_esp Page 103 Tuesday, January 29, 2002 2:36 PM
Expulsor
103
Estribo de Sujeción
Expulsor
Bügelspannung
Fixation par étrier
Jogo de fixação
Fixation by clamps or clips
Auswerfer
Ejecteur
Expulsor
Ejector key
Las hojas lijadoras de las lijadoras orbitales pueden fijarse fácil y rápidamente por
medio de estribos elásticos de acero denominados estribos de sujeción. Al contrario de este sistema de fijación, se ha
ido extendiendo cada vez más el sistema
de cierre de cardillo o "velcro".
Las cabezas de mandril se usan junto
con los martillos perforadores para asentar los anclajes autoperforantes y los anclajes de fijación. Tras colocar un anclaje
autoperforante en la cabeza del mandril
queda un resto de cono de anclaje roto,
que debe quitarse con el expulsor para
que se pueda colocar otro nuevo.
Estuche para el Cinturón
Gürteltasche
Etui de ceinture
Coldre
Holster
Accesorio especial para herramientas
eléctricas con empuñadura de pistola. De
empleo frecuente en atornilladoras taladradoras. El estuche con forma de pistolera sirve para guardar la herramienta y
puede fijarse al cinturón. De esta manera
se tiene la atornilladora taladradora siempre a mano, sin necesidad de un lugar
dónde depositarla, disponiendo además
de ambas manos libres para trabajar.
Evacuación
Entsorgung
Evacuation
Destinação final
Disposal
Las herramientas gastadas y que no se
pueden aprovechar más, no se pueden
arrojar a la basura. Se deben devolver a
los fabricantes para que éstos se encarguen de su destino final o las reciclen.
Excentricidad
(vea Accionamiento excéntrico)
Exzentrizität
Excentricité
Excentricidade
Eccentricity (random orbit)
92-121(E-G)_esp Page 104 Tuesday, January 29, 2002 2:36 PM
104
Fijación, Técnica de
Fijación, Técnica de
(frecuentemente denominada
técnica de perforación y
fijación)
Befestigungstechnik
Technique de fixation
Tecnologia de fixação
Fastening technology
Concepto genérico que engloba todos los
trabajos de perforación y unión que se
precisan en la edificación (superestructuras e infraestructuras) sobre piedra natural o artificial. Estos trabajos se realizan
con herramientas de taladrar, con o sin
aspiración de polvo, para la colocación
de tacos, anclajes autoperforantes, tacos
de acero de expansión, anclajes para
cargas pesadas y anclajes químicos .
Filtro especial para aspiradoras de polvo
que retiene el polvo muy fino y abrasivo
de la piedra, ya que si penetra en el interior del motor puede dañarlo.
Flujo de Fuerzas Eléctrico /
Flujo de Electricidad
Kraftfluß
Parcours de la force, électrique
Fluxo de energia
Flux of force
El flujo de electricidad se representa gráficamente por medio de flechas, y equivale en principio al flujo de la corriente en el
circuito eléctrico.
Flujo de energía eléctrica
Flujo de energía eléctrica (flujo de corriente)
Filo
Fase
Tranchant
Chanfro
Chamfer
Canto de la pieza cortado en ángulo o en
la diagonal.
Flujo de energía mecánica
Filtro Permanente
Las aspiradoras de uso doméstico emplean frecuentemente filtros desechables.
Las aspiradoras universales BOSCH , por
el contrario, llevan filtros de pliegues de
gran superficie que tras su simple limpieza pueden reutilizarse.
Filtro para Polvo de Piedra
Gesteinsstaubfilter
Filtres à poussières fines
Filtro para pó de pedra
Stone dust filter
1. etapa
Motor
2. etapa
EWL-K014/G
Dauerfilter
Filtres permanents
Filtro permanente
Permanent filter
El flujo de potencia se representa gráficamente por medio de vectores que indican
el sentido de las fuerzas en las transmisiones con varias marchas.
92-121(E-G)_esp Page 105 Tuesday, January 29, 2002 2:36 PM
Fresa de Avellanar
Flujo de Fuerzas Mecánico
(ver Transmisiones)
Kraftübertragung
Parcours de la force, mechanique
Transmissão de energia
Power transmission
Frecuencia
Frequenz
Fréquence
Freqüência
Frequency
Magnitud física que indica las oscilaciones por segundo, por ejemplo en las corrientes monofásica y trifásica. La frecuencia se mide en hertz (Hz) en honor al
físico alemán Heinrich Hertz.
^ 50 “trenes de onda” de la corriente
50 Hz =
alterna por segundo.
f
1
f = --------T
Frecuencia de Percusión
Schlagzahl
Nombre de coups/Fréquence de frappe
Freqüência de impacto
Impact rate
Indica el número de golpes por minuto
realizados por un martillo o un taladro de
percusión. En los taladros de percusión
es del orden de 30.000 a 50.000 golpes/
min. En los martillos va incrementándose
de 1200 a 4000 golpes/min de acuerdo a
las categorías de 10 a 2 Kg.
105
Fresa de Avellanar
Senker
Fraise à lamer
Fresas cônicas
Countersinking tools
Las fresas de avellanar se utilizan para
hacer perforaciones de un formato tal que
permita colocar tornillos de cabeza embutida o retirar las rebabas de orificios. Se
pueden usar los tipos básicos mencionados a continuación dependiendo del material, la forma de la pieza y la aplicación.
1. Fresa de avellana standard
Las fresas de avellana standard tienen la
punta cónica y tres o más cuchillas de
corte. El ángulo de la punta puede ser de
60°, 75°, 90° o 120°. normalmente el diámetro del vástago es menor que el diámetro de la cabeza. El número de cuchillas de corte siempre es impar para evitar
que la herramienta se sacuda durante el
proceso. Las fresas de avellanar con tres
cuchillas de corte y ranuras grandes se utilizan para escotaduras profundas. Las fresas de avellanar con 5 o más cuchillas de
corte se usan para escotaduras planas.
Fresa de avellanar
Flachsenken
Fresa de avellanar
con cinco o más
láminas de corte
Freno de la Cadena
Dispositivo para frenar instantáneamente
la cadena de una sierra de cadena después que se desconecta la herramienta o
se acciona el disyuntor.
Tiefsenken
Fresa de avellanar
con tres láminas de corte
EWL-S033/G
Kettenbremse
Frein de chaine
Freio da corrente
Chain brake
92-121(E-G)_esp Page 106 Tuesday, January 29, 2002 2:36 PM
106
Fresa para Bisel
2. Fresa de avellanar con orificio lateral
Las fresas de avellanar con orificio lateral
tienen la punta cónica con una abertura
lateral. La extremidad de corte es la abertura lateral de la cabeza de corte. Debido
a su geometría de corte pueden salir virutas largas en forma continua; esto permite rebajar sin que la herramienta se sacuda, especialmente chapas de metal.
Fresa de avellanar plug-on
Perforar
Fresa de avellanar con orificio lateral
1 Lámina de corte en el orificio lateral
2 Superfície de la fresa (guía)
Perforar fresando
3
2
Uso como tope
de profundidad
1
1
2
1
EWL-S034/G
1 Broca espiral
2 Fresa plug-on
3 Tornillo de fijación
3. Fresa de avellanar insertable
Las fresas de avellanar insertables son
similares a las del primer tipo, sin embargo, aquellas tienen una abertura que permite la inserción de una broca espiral
standard. La fresa se fija a la broca a la
distancia de la punta que se desee y permite perforar y hacer rebajes en la madera simultáneamente.
Si una fresa insertable se invierte, puede
servir como tope de profundidad para hacer orificios ciegos.
Fresa para Bisel
(vea Accessorios para
fresadoras de superficie)
Fasenfräser
Fraise à chanfreiner
Fresa para chanfrar
Chamfering bit
Fresa para Canaletas
(ver Fresas)
Hohlkehlfräser
Fraises à canneler
Fresa para canaletas
Core box bit
EWL-S035/G
2
92-121(E-G)_esp Page 107 Tuesday, January 29, 2002 2:36 PM
Fresado de Contramarcha y Fresado a Favor del Avance
Fresa de Empalmes
107
Fresa Plegadora
(vea Accessorios para
fresadoras de superficie)
Zinkenfräsgerät
Dispositif d’assemblage
Dispositivo para fresar juntas cauda
de andorinha
Dovetail jig
Las fresas de empalmes se usan para
hacer empalmes y "juntas de espigas"
que se traban entre sí, preferiblemente
en madera. En general las fresas de empalmes se usan como útiles adaptables
de fresadoras de superficie. Permiten
cortar las juntas de espigas con exactitud
y en todas las formas y tamaños deseados.
Falzfräser
Fraise à feuillurer
Fresa
Rabbeting bit
Fresa para Ranura en V
(ver Fresas)
V-Nut-Fräser
Fraise à ranure
Fresa de perfilar
V-grooving bit
Fresa de empalmes
Fresado del Avance
(ver Fresadoras de rotación
inversa)
A
Gleichlauffräsen
Fraisage dans l’avance
Fresas de rotação à frente
Downcut milling
B
C
Fresa de Enrasar
Bündigfräser
Fraises à araser
Tupia laminadora
Laminate trim bit
EWL-Z004/G
C
A Com plantilla para empalmes cubiertos
B Plantilla para empalmes aparentes
C Calibres de ajuste
Fresado de Contramarcha
y Fresado a Favor del
Avance
Gegenlauffräsen, Gleichlauffräsen
Fraisage en sens contraire, Fraisage
dans le sens de l´avance
Fresas de rotação reversa, fresas de
rotação à frente
Up milling, Downcut milling
Al guiar manualmente una fresadora de
superficie, el avance debe realizarse a
contramarcha, o sea, que el sentido de
giro de la fresa y del movimiento del
avance deben ser opuestos.
En el fresado a favor del avance, el sentido de giro de la fresa y del movimiento de
avance son iguales. Sólo se puede emplear con fresas o piezas de guía forzada.
92-121(E-G)_esp Page 108 Tuesday, January 29, 2002 2:36 PM
108
Fresadora, Carrera de
Fresadora,
Escala de Profundidad
Fresado de
contramarcha
Fräskorbtiefenskala
Graduation de la course du berceau
Escala de profundidade da fresa
Plunge depth scale
Sirve para ajustar de manera reproducible la profundidad de penetración de la
fresa.
Fresado a favor
del avance
Fresadora,
Guía de Profundidad
Sentido óptimo
del avance
al avellanar
Fräsermittelpunktsbahn
Guidage du point central de la fraise
Trilha central de fresagem
Central routing path
Es el camino por donde pasa el vástago
de una fresa de tope instalada en una fresadora de superficie y sigue un contorno
trazado.
Sentido óptimo
del avance
al biselar
Frästisch
Table de fraisage
Mesa de fresar
Routing table
EWL-G005/G
= Sentido de rotación de la fresa
= Sentido del avance
Fresadora, Mesa de la
Fresadora, Carrera de
Fräskorbhub
Course du berceau
Profundidade da fresa
Plunge depth
Indica en mm el ajuste de profundidad
posible en una fresadora de superficie
con útiles de fresar montados.
Instalando una fresadora en una mesa,
se obtiene una máquina fija convertible
que permite realizar con precisión varios
trabajos de fresado, además de otras
aplicaciones como desbastar revestimientos con paneles. Las mesas se pueden complementar con accesorios muy
útiles como guías, limitadores laterales y
paralelos, etc. Como en este caso la fresadora trabaja en régimen continuo, una
abrazadera siempre debe mantener el interruptor en la posición PRENDE. Esta
forma de trabajo sólo se permite si la fresadora trabaja en conjunto con un interruptor de protección instalado en la mesa, que impida el arranque involuntario
de la herramienta ( lo mismo vale para todas las demás herramientas que trabajan
estando fijas, como sierras circulares y
cepillos).
92-121(E-G)_esp Page 109 Tuesday, January 29, 2002 2:36 PM
Fresadora de Juntas
Fresadora para Espigas
Planas
109
Fresa para espigas planas,
aplicaciones típicas
Flachdübelfräse
Entailleuse-rainureuse
Fresa para cavilhas chatas
Biscuit jointer
Dispositivo proyectado exclusivamente
para producir espigas planas. La fresadora para espigas planas se guía a lo largo
de la pieza sobre un elemento que determina el límite lateral. La profundidad del
corte, el ángulo y la posición de la fresa
se pueden ajustar por medio del elemento que determina el límite lateral.
Fresa para espigas planas
2
Fresa para espigas planas
Caja de inglete
Tope de espesor
Bolsa recolectora de polvo
3
EWL-F014/G
1
2
3
4
1
EWL-F012/G
4
Fresadora de Juntas
Schattenfugenfräse
Entailleuse-rainureuse, Défonceuse
d´ajourage
Fresa para juntas
Biscuit jointer
EWL-F013/G
Uniones con espigas planas
También llamada fresadora para espigas
planas. Se acciona a través de una miniamoladora con 10.000 rpm. Con ranura de
13,5 mm de ancho y profundidad de corte
de 22 mm, pueden realizarse juntas y fresados para espigas planas. La herramienta
permite ajustes finos de la profundidad de
corte y cuenta con una placa base con re-
92-121(E-G)_esp Page 110 Tuesday, January 29, 2002 2:36 PM
110
Fresadora de Suciedad (limpiadora de alta presión)
vestimiento deslizante antiadherente, así
como un bloqueador de husillo. Esta máquina permite realizar de manera notable
trabajos en cielos rasos y otros lugares de
difícil acceso.
Boquilla de limpieza
EWL-D009/G
Fresadora de juntas
1 Capa de protección
2 Motor de accionamiento
3 Bolsa recolectora de polvo
4 Tope
Fresadoras de Ranura
(ver Rozadora)
2
3
1
Schlitzfräse
Tronçonneuse à pierre et béton
Serra diamantada
Slot cutter
4
La fresadora de ranura, así como la rozadora, se usa fundamentalmente para
abrir surcos en piedras y en mampostería. El diámetro de la hoja de corte generalmente es de 300 mm y la profundidad
máxima de corte es de 100 mm. Una fresadora de ranura no puede trabajar con
dos discos para realizar cortes paralelos
porque para eso se necesita mucha potencia.
EWL-S006/G
Aplicación
Fresadora de ranura
1
2
3
Fresadora de Suciedad
(limpiadora de alta presión)
Es una boquilla limpiadora de alta presión
que forma un chorro de alta presión rotativo u oscilante. Su rendimiento superficial supera en mucho al de una boquilla
limpiadora normal.
4
1
2
3
4
5
6
5
Motor de accionamiento
Caperuza de protección
Ajuste da profundidad
Adaptador de la aspiradora
Disco diamantado
Placa base
(Guías de corte)
6
EWL-S013/G
Dreckfräse (Hochdruckreiniger)
Buse rotative (Nettoyeur haute
pression)
Bico turbo de limpeza
Dirt grinder (high-pressure cleaner)
92-121(E-G)_esp Page 111 Tuesday, January 29, 2002 2:36 PM
Fresas, Tipos de...
Oberfräsen
Déponceuse
Tupias
Plunge routers
Es una herramienta eléctrica portátil de
útil rotante, proyectada para procesos de
arranque de virutas de la madera y otros
materiales. Se emplea, por ejemplo, para
fresar cantos o para realizar aglomerantes. El husillo de trabajo sujeta la fresa
por el vástago, dispuesta generalmente
perpendicularmente a la superficie de
deslizamiento.
La fresadora de superficie pertenece a la
serie de máquinas de accionamiento directo, o sea, sin el empleo de una reductora, que utiliza las altas revoluciones del
motor universal para accionar la fresa.
Con las fresadoras de superficie pueden
realizarse los más diversos trabajos, algunos de los cuales se detallan a continuación:
Fresado de ranuras
Fresado de colas de milano
Fresado ornamental
Fresado de orificios
Fresado de bordes redondos
Fresado de medias cañas
Fresado para enrasar
Fresado de marcos
Fresado de encajes
Fresado de agujeros rasgados
Fresado de biseles
Fresado de rótulos
Fresado de cantos
Fresado de perfiles
Fresado copiador y muchos más
En Norteamérica, las fresadoras se emplean frecuentemente en el lugar de las
sierras de calar. La gran variedad en fresas da una idea de las diferentes posibilidades de aplicación.
Las fresadoras disponen de una bandeja
base guiada por dos columnas con carreras entre los 35 y 80 mm. Las columnas
guía están fijadas a una rígida placa base
de aluminio con un revestimiento deslizante o suela intercambiable de material
sintético. Ajuste rápido, tope de profundidad escalonado de tambor, bloqueador
de husillo para cambio rápido de la fresa,
preselección de revoluciones con electrónica Constant, arranque suave y diseño
ergonómico de la empuñadura, son hoy
en día comunes en una moderna fresadora se superficie.
Están previstas pinzas para fijación de
accesorios adaptables de ∅ 6 mm, 8 mm,
10 mm, 12 mm y 1/4”, 1/2” y 3/8”.
Fresadora
de superficie
EWL-O001/G
Fresadoras de Superficie
111
Fresas, Tipos de …
Fräserarten
Fraises, types de …
Tipos de fresas
Router bit types
Se puede fabricar una fresa diferente para prácticamente cualquier perfil deseado. Presentamos aquí un cuadro general
de las más utilizadas.
Las fresas de uso más genérico son las
rectas. Sirven para fresar canaletas en la
superficie o en los bordes de la pieza. La
fresadora de superficie se guía por medio
de un elemento que determina el límite
lateral o de una guía por medio de un elemento que determina el límite lateral o de
una guía para cortes paralelos.
Las fresas para perfiles se guían por medio de un vástago o un rodamiento de esferas. Ese tipo de fresa se guía a lo largo
92-121(E-G)_esp Page 112 Tuesday, January 29, 2002 2:36 PM
Fresas, Tipos de...
del borde de la pieza, es decir que la fresa sigue el contorno exacto de la pieza.
En principio todas las fresas se pueden
usar en taladros de superficie sujetas a la
mesa de apoyo. Las fresas con formas
múltiples, cortadoras de perfiles y fresas
para desbastar sólo se pueden usar en
herramientas fijas, sujetas a la mesa de
apoyo.
Tipos de fresas
Tipos de fresas
Fresa para rotular
Fresa para ranura en V
Fresa avellanadora
de 1 corte
Fresa para ojos
de cerraduras
Fresa avellanadora
de 2 cortes
Fresa copiadora
EWLF-021/G
Fresa avellanadora
para caja de bisagras
Fresa para machihembrar
Fresa para machihembrar
con incisor
EWL-F022/G
112
92-121(E-G)_esp Page 113 Tuesday, January 29, 2002 2:36 PM
Fresas, Tipos de...
Tipos de fresas
113
Tipo de fresas
Fresa para biselar
Fresa para enrasar
Fresa para redondear
Fresa para terminación
redondeada
Fresa de media caña
con vástago tope
Fresa de media caña
Fresa para encajes lisos
Fresa caracol
Fresa de barra plana
Fresa de perfilar
Fresa de media barra
EWL-F024/G
EWL-F023/G
Fresa multiradial
92-121(E-G)_esp Page 114 Tuesday, January 29, 2002 2:36 PM
114
Fresas de Disco
Tipos de fresas
Tipos de fresas
Fresa de disco ranuradora
con mandril especial
Fresa multiperfil
Fresa para contraperfilar
Fresa para machos
Fresa de forma vertical
EWL-F026/G
Fresa para espárragos
roscados
Fresa espiral
para aluminio
Las fresas que se presentan aquí son
apenas una selección de los posibles formatos. Con fresas especiales y por medio de combinaciones de varios tipos, se
puede crear cualquier perfil imaginable.
Fresas de Disco
(ver Fresas)
Fresa cola
de milano
Scheibennutfräser
Fraises circulaires
Fresa de disco
Slotting cutter
EWL-F025/G
Fresa para ranuras
de sección en ancla
Fresas para Fresadoras
de Superficie
(vea también Fresadoras
de superficie)
Fräser für Oberfräsen
Fraises pour défonceuses
Fresas para tupias
Router bits for plunge routers
92-121(E-G)_esp Page 115 Tuesday, January 29, 2002 2:36 PM
Fresas para Fresadoras de Superficie
Accesorios con una o más áreas de corte. Giran con la velocidad del motor y están conectados al husillo del motor por
medio de pinzas.
La fabricación y el uso de fresas deben
obedecer reglamentos especiales, aprobados por las asociaciones profesionales.
Las propiedades de las fresas están determinadas por sus propiedades.
115
Cortes de las fresas
Se crearon fresas co un único corte para
obtener un mejor desbaste usando
diámetros muy pequeños. Los ø medios
y grandes con dos cortes son los mas
comunes y permiten soldar cortes HM.
Con fresas de 3 cortes se pueden
obtener superficies muy limpias
com poco esfuerzo.
0°
27
EWL-F019/G
Ángulos de fresado
Fresas, limitación de la profundidad
de desbaste
C
33
,8°
EWL-F018/G
Efecto conjunto de los diversos ángulos:
El ángulo ortogonal γ influye en la produción
de virutas, el ángulo de la cuña β del diente
de la fresa tiene influencia sobre la vida útil
y el ángulo libre α, sobre la calidad del corte.
El ángulo de corte es el resultado de β y γ.
b
Ø max
EWL-F020/G
a
Reglamentado por el Sindicato Alemán de la
Madera: limitación del espacio entre las virutas
retiradas a (em función del diámetro del
accesorio), limitación del espessor de las
astillas b max. 1,1mm y "formato más o
menos circular (C = 0,6 x ømax) para
garantizar un trabajo seguro, sin rebotes.
92-121(E-G)_esp Page 116 Tuesday, January 29, 2002 2:36 PM
116
Fresas de Ranurar
Fresas de Ranurar
(ver Fresas)
Nutfräser
Fraises à rainurer droit
Fresa de abrir sulcos
Straight bit
Fuerza
Kraft
Force
Força
Force
En física es un parámetro definido según
la fórmula:
Fuerza = Masa x Aceleración
F=mxa
En el lenguaje utilizado para herramientas eléctricas la expresión fuerza tiene un
sentido diferente: el de potencia. Una máquina fuerte tiene una gran reserva de
potencia y se puede someter a una sobrecarga durante breves espacios de
tiempo sin que se damnifique el motor.
Fuerza Retropropulsora
Rückstoßkraft
Force de réaction
Força de reação
Kick-back force
Fuerza de reacción obtenida por la salida
de agua al accionar la limpiadora de alta
presión. Aumenta con la presión del
agua.
Funcionamiento Ecológico
de las Herramientas
Eléctricas
Umweltfreundlicher Betrieb von
Elektrowerkzeugen
Fonctionnement non-polluant des
outils électroportatifs
Operação ecológica de ferramentas
Environment-friendly power tool
operation
La contaminación ambiental está causada
no solamente por las sustancias nocivas
de difícil descomposición, sino también la
suciedad, el ruido, el polvo de piedra y el
ruido producido por los aparatos. Para
contrarrestarlos BOSCH introdujo en los
últimos años una multitud de medidas, entre las que la aspiración de polvo integrada, tal como se emplea en los martillos
perforadores, lijadoras orbitales, de banda
y excéntricas, fresadoras universales y ranuradas, asume una vital importancia.
Otras herramientas eléctricas se han provisto de racores de conexión para la aspiración de polvo, como es el caso en amoladoras angulares, sierras circulares y de
calar, cepillos portátiles, fresadoras de
superficie y en cepilladoras de regruesar
y planear. Y también puede retirarse el
polvo de piedra sin espacir polvo empleando el Saugfix junto con un ventilador
de aspiración. Para reducir el ruido producido por el aire se creó un rodete de
ventilador especial. Se trata del ventilador
Ultra-Sonic.
Fundente
Fuerza Tensora
Aufspannkraft
Force de serrage
Força de fixação
Mounting force
Fuerza requerida para fijar por fricción
discos tronzadores o discos para desbastar en amoladoras. El dispositivo de sujeción SDS-clic requiere una fuerza mínima
sin necesidad de emplear herramientas.
Flußmittel
Décapant
Fundente
Flux
Aditivos químicos para facilitar en trabajos de soldadura, la fluencia del material,
y para la limpieza y desoxidación de los
puntos de soldadura. El estaño con colofonia contiene un fundente. El agua para
soldar no se debe emplear en ningún caso porque causa corrosión.
92-121(E-G)_esp Page 117 Tuesday, January 29, 2002 2:36 PM
Garras Metálicas, para Madera Perfilada, para Ensambladuras
117
Gafas Protectoras
Garantía
Schutzbrillen
Lunettes de protection
Óculos de proteção
Safety goggles
Garantie
Garantie
Garantia
Guarantee
Cuando se trabaja con herramientas eléctricas frecuentemente se proyectan astillas, virutas o polvo, que pueden alcanzar
al operador. Si estas partículas penetran
en los ojos pueden causar daños irreversibles. Se recomienda usar gafas protectoras para efectuar la mayoría de los trabajos con herramientas eléctricas, pero su
uso es obligatorio en ciertos trabajos como
esmerilado y pulido, especialmente si se
trata de una actividad industrial o profesional. Como los daños potenciales son los
mismos si se trata de un aficionado o un
profesional, se recomienda que los primeros tomen conciencia del beneficio que
proporcionan las gafas protectoras.
Son los derechos establecidos que posee
el usuario y que puede hacer valer ante el
fabricante, si dentro del tiempo estipulado
se presentan defectos de material, construcción o producción, que averíen la herramienta eléctrica, a pesar de haber sido
utilizada de manera adecuada.
Laser-Sichtbrille
Lunette du vision laser
Óculos para laser
Laser glasses
Gafas con lentes de color que acentúan
el color del láser. El blanco del rayo láser
queda más visible, aún en condiciones
precarias de iluminación.
Cuidado: Estas gafas no son gafas de
protección y, por lo tanto, no protegen de
la radiación.
Fugenkrallen
Clips pour joints
Garras para juntas
Joint clips
Elementos especiales para la unión de
madera perfilada con grapadoras, de manera que su punto de unión quede invisible.
Garras para juntas
1
2
3
4
1 cielo raso, pared; 2 listón tapajuntas
3 garra; 4 tablas macho-hembra
EWL-F028/G
Gafas de Visión Láser
Garras para Ensambladuras
Galgas
Fühlerlehre
Jauge de réglage
Calibrador
Feeler gauge
Garras Metálicas,
para Madera Perfilada,
para Ensambladuras
Es un calibrador adjuntado con las cizallas
para chapa, empleado para el ajuste de la
holgura necesaria entre la cuchilla superior móvil y la cuchilla inferior fija, al cambiar de espesor de material. Lleva además
unas indicaciones sobre ángulos de corte
de gran ayuda al reafilar las cuchillas.
Metallkrallen, Profilkrallen,
Fugenkrallen
Clips pour métaux, pour profilés et
pour joints
Garras de metal, garras para madeira
perfilada, garras de junção
Metal claws, profiled claws, joint claws
92-121(E-G)_esp Page 118 Tuesday, January 29, 2002 2:36 PM
118
Generador
Se emplean con la grapadora para realizar uniones "invisibles" en ensambladuras.
Generador
Generator
Générateur
Gerador
Generator, alternator
En un motor se transforma la energía
eléctrica en mecánica, mientras que en
un generador la energía mecánica se
transforma en eléctrica. En su forma más
sencilla, se acciona un motor con revoluciones nominales para poder generar
energía eléctrica.
acuerdo a su aplicación, clavadora, Tacker o grapadora.
La grapadora sustituye al martillo manual
usual. El mecanismo percutor electromagnético puede realizar hasta 30 golpes
por minuto, el sistema electrónico incorporado permite controlar la fuerza del impacto. Pueden clavarse una o dos grapas
simultáneamente, pero el impacto no se
puede activar si el cabezal no se presiona
contra el material. Las grapadoras son
accionadas desde la red, por acumuladores o con aire a presión.
Grapadora
Grapadora eléctrica
Aplicación:
Motor de combustión + generador
= grupo electrógeno
Motor trifásico + alternador
= convertidor
Existe la misma variedad de generadores como de motores:
Motor CC
Generador CC
Motor CA
Generador CA = alternador
Motor asíncrono trifásico
Generador asíncrono trifásico
Grapadora manual
Motor síncrono trifásico
Generador síncrono trifásico
De ejecución con excitación propia y externa, y naturalmente también con excitación continua con imágenes permanentes.
Grapadora
En realidad se trata de un aparato clavador, ya que sirve para clavar elementos
de fijación tales como clavos, puntas y
grapas. Se denomina generalmente, de
Grapadora de
percusión
EWL-T001/G
Tacker
Agrafeuse
Grampeador
Tacker
92-121(E-G)_esp Page 119 Tuesday, January 29, 2002 2:36 PM
Guarda Protectora, Codificación de la
Grapas
(ver Grapadora)
Grasa de Anvil
Amboßfett
Enclume, graisse de
Graxa de bigorna
Anvil grease
Klammergerät
Agrafa
Fixador de grampos
Stapler
Grapas
Klammern
Agrafes
Grampos
Staples
Las grapas se usan para unir dos piezas
en forma transitoria o definitiva. Las grapadoras eléctricas utilizan grapas especiales. Se pueden usar grapas de 6 a 30 mm
dependiendo de la potencia de la grapadora y la resistencia del material. Se pueden
usar dos técnicas para aumentar la fijación
de las grapas al material.
1. Grapas con resina
Las patas de las grapas se revisten con
una resina sintética que se ablanda por
acción del calor liberado durante el proceso de introducción y después se vuelve
a endurecer. En este caso la grapa se
queda pegada al material.
2. Grapas con punta especial en “D”
Estas grapas se abren en el momento de
la introducción, lo que aumenta considerablemente su poder de fijación.
A Grapa "normal"
B Grapa con resina
C Grapa con punta en D
C
1
1 Revestimiento de resina
EWL-K007/G
B
Es un tipo de grasa usado para entrenar
aprendices
de
varias
profesiones
técnicas. La grasa de anvil desempeña
varias funciones importantes y es utilizada principalmente por los estudiantes al
comienzo del primer año. Usando la grasa de anvil el aprendiz consigue comprender mejor las relaciones entre el aspecto técnico y el comercial.
Grasa de anvil
Estructura molecular
E–N
O –N
N
S
O –N
S
E–N
Guarda Protectora,
Codificación de la
Codierung der Schutzhauben
Codage des capots de protection
Codificação das capas de proteção
Coding of safety guards
Los trabajos en acero y piedra con discos
tronzadores y de desbastar se realizan
con amoladoras angulares. La velocidad
periférica máxima admisible en los discos
tronzadores y de desbastar usuales en el
comercio es de 80 m/s. Puede calcularse
por la fórmula
Grapas
A
119
d×n×π
V s = ---------------------60
Vs
d
n
π
=
=
=
=
velocidad de corte (m/s)
diámetro (m)
nº de revoluciones (r/min)
3.14
92-121(E-G)_esp Page 120 Tuesday, January 29, 2002 2:36 PM
120
Guía, Casquillos, Placas, Rodillos, Carriles
Esto significa en el caso de una amoladora angular de 8500 r.p.m., que pueden
emplearse discos de amolar de un diámetro de 180 mm. Si no se sobrepasa el
valor de 6500 r.p.m., pueden emplearse
discos de amolar de 230 mm de diámetro. Para evitar el uso erróneo e inadvertido de los discos de amolar, BOSCH ha
introducido el sistema de codificación mecánica. Las caperuzas limitan automáticamente, por su geometría, el diámetro
del disco de amolar empleado. La brida
de fijación de la caperuza protectora lleva
un resalte embutido de longitud diferente
que sólo puede penetrar en el rebaje correspondiente en el cuello de la carcasa
de la reductora. De esta manera se evita,
el empleo de un disco de amolar de 230
mm con 8500 r.p.m.
Guía, Casquillos, Placas,
Rodillos, Carriles
Führungshülse, -platte, -rolle, -schiene
Rail de guidage, Douille de guidage,
Galet et Plaque de guidage
Luva, placa, rolete, trilho guia
Guide sleeve, guide plate, guide roller,
guide rail
Son elementos de guía para mejorar el
guiado de la herramienta eléctrica en sí, o
de los útiles adaptables.
El casquillo guía o casquillo centrador,
guía la cabeza de un tornillo.
La placa guía sirve para mantener la sierra de calar paralelamente al material.
El rodillo guía permite obtener un corte
rectilíneo con la hoja de sierra.
El carril guía sirve para guiar una sierra
circular paralelamente al borde de corte
del material.
Guía de Columna
(ver también Fresadora
de superficie)
Säulenführung
Guidage à colonne
Suporte vertical
Guide column
En los soportes de taladros, la guía de la
máquina se fija a la placa base por medio
de una columna.
92-121(E-G)_esp Page 121 Tuesday, January 29, 2002 2:36 PM
Como todo empezó
121
Como todo empezó ...
De la máquina fija a la herramienta eléctrica manual
En los primeros tiempos del desarrollo tecnológico, hacia finales del siglo
XIX, las máquinas eran grandes pesadas y no se podían mover. En décadas de perfeccionamiento alcanzaron
una gran capacidad de manipulación.
Sin embargo, a pesar de que su modernización todas tenían algo en común: continuaban voluminosas, pesadas, no se podían mover y ocupaban mucho espacio. Cuanto más
grandes y más complicadas se tornaban esas máquinas, más se percibía la
necesidad de que fuesen leves pero
potentes. Cuando no fuese posible
trasladar la "máquina", la herramienta manual debería tomar su lugar; tenía que caber dentro de la maleta del
obrero. Tenía que ser la herramienta
apropiada para los trabajos de montaje fuera de la empresa. Sin embargo, también tenía una gran demanda
en la línea de montaje dentro de los
talleres.
Las posibilidades para las pequeñas
herramientas manuales eran muy
grandes cada vez que un taller tenía
que ser modernizado, se introducían
nuevos servicios, o se perfeccionaban
métodos o procesos.
El "husillo flexible"
La adopción del husillo flexible significó un importante progreso. Un eje
flexible de metal, protegido por una
espiral metálica o manguera, que gira
accionado por un motor eléctrico.
Termina en un acoplamiento manual que hace girar el husillo motriz
del accesorio. Por medio de un eje
flexible se pueden hacer funcionar
brocas, amoladoras y pulidoras, puntas de fresadoras de superficie y otros
accesorios.
En 1905 pequeñas y grandes empresas
ya usaban el husillo flexible. Desempeñó un papel considerable en las industrias de equipos y similares y su
importancia en talleres artesanales y
de pequeño porte se puso en evidencia rápidamente. En este aspecto sirvió menos para sustituir a las máquinas pesadas y estáticas que a las
primitivas herramientas manuales,
cuyo desarrollo había quedado estacionado durante siglos. Cuando se
dio el paso siguiente y se concibió la
herramienta eléctrica manual con
motor interno, el husillo flexible ya
había prestado importantes servicios
en varias áreas.
122-159(H-L)_esp Page 122 Tuesday, January 29, 2002 2:40 PM
122
Hardware
Hardware
Hardware
Hardware
Hardware
Hardware
En el caso de la herramientas eléctricas es
el aparato con el que se ejecuta un trabajo.
Ejemplo: Taladro
En contraposición a ello existe el concepto del software.
Ejemplo: El manual de instrucciones de
un taladro
Herramienta para Montaje
(ver Anclaje autoperforante)
Setzwerkzeug
Porte-outil pour montage
Ferramenta de montagem
Setting tool
Herramientas para
Aficionados
(ver también Herramientas
eléctricas industriales)
Heimwerkzeuge
Outils destinés aux bricoleurs
Ferramentas da linha hobby
DIY power tools
El aficionado se compra una herramienta
eléctrica
1. para ahorrar dinero (¡elevadas facturas en reparaciones!)
2. para poder realizar trabajos que no
hubiese podido realizar, o muy difícilmente, de forma manual.
Las máquinas deben ser muy versátiles la demanda de nuevos accesorios es
muy grande - y adaptadas además a los
conocimientos técnicos del usuario, lo
que explica la popularidad de las pantallas indicadoras del ajuste y estado de
trabajo. Su forma exterior, peso, vibraciones, polvo generado y ruido, son vitales
para el usuario (mujeres) y el entorno (ve-
cindad). Las exigencias de durabilidad
son elevadas. ¡La máquina debe durar toda la vida! Por otro lado, la cantidad de
operaciones de trabajo realizadas es relativamente baja, puesto que realizar
1000 perforaciones para un aficionado
supone ya una gran tarea.
La variedad en tipos de máquina se ha
adaptado a los requerimientos del aficionado, motivo por el que no existen por
ejemplo atornilladoras, cizallas, punzonadoras, taladros (¡solamente taladros percutores!), amoladoras rectas, martillos de
percusión, etc. Esto se manifiesta también en la variedad dentro de un tipo de
máquina. En la línea Hobby de BOSCH
DIY existen por ejemplo dos amoladoras
angulares, que se usan a dos manos, en
relación a las 16 de la línea profesional, o
dos martillos en relación a los 11 existentes en la línea profesional .
En su compra, el precio juega un papel
muy importante, puesto que en el momento de la decisión es difícil evaluar generalmente la relación real precio / rendimiento. El embalaje debe describir el
contenido de manera clara, tanto en la
ilustraciones como en el texto, ya que la
mercadería se elige frecuentemente sin
consultar a personas expertas, o se compra simplemente para regalo.
Herramientas Eléctricas
Elektrowerkzeuge
Outils électroportatifs
Ferramentas elétricas
Power tools
Son herramientas portátiles manuales, de
accionamiento eléctrico, en las que el
motor es parte integrante e inseparable.
Herramientas Eléctricas,
Conceptos de
Begriffe für Elektrowerkzeuge
Termes utilisés pour les outils
électroportatifs
Termos técnicos de ferramentas elétricas
Technical terms for power tools
122-159(H-L)_esp Page 123 Tuesday, January 29, 2002 2:40 PM
Herramientas con Facilidad de Servicio
Se han fijado de forma obligatoria en la
norma DIN VDE 0740 parte 1000 “Herramientas eléctricas portátiles / conceptos”
(referente al mercado alemán).
Herramientas Eléctricas de
Alta Velocidad
Hochtourige Elektrowerkzeuge
Outils électroportatifs à vitesse élevée
Ferramentas elétricas de alta
velocidade
High-speed power tools
Son básicamente las amoladoras rectas.
Con muelas de 25 mm de diámetro alcanzan velocidades periféricas de 35 m/s,
que permiten un excelente acabado en
trabajos de amolar.
Herramientas Eléctricas
Industriales
(ver también Herramientas
eléctricas de la línea Hobby)
Gewerbliche Elektrowerkzeuge
Outils électroportatifs de la gamme
professionnelle
Ferramentas elétricas profissionais e
industriais
Power tools for trade and industry
El profesional compra una herramienta
para ganar dinero con ella. A la hora de
su compra se deben considerar los siguientes tres criterios principales:
1. La máquina debe funcionar de manera óptima
2. La calidad de la máquina debe ser la
adecuada
3. El precio debe ser correcto
Las máquinas están diseñadas generalmente para un trabajo específico, de lo
que resulta una gran cantidad de diferentes tipos de máquinas que a su vez se
componen de múltiples variantes.
Su construcción debe ser robusta, de bajo mantenimiento y adecuada para un trato rudo. Su peso es un factor importante
si se tiene que manejar frecuentemente a
123
pulso, o si se debe manipular por encima
de la cabeza. El nivel de ruido, la emisión
de polvo y las vibraciones deben ser consideradas por el fabricante. Su capacidad
de rendimiento y sus elevadas reservas
de potencia son propiedades decisivas.
El aspecto exterior es de importancia secundaria para el profesional, em cambio
sí su diseño ergonómico, um factor importante para que el trabajo no cause fatiga. Al profesional le importa que el embalaje proteja a la herramienta durante el
transporte pero no se fija en su diseño.
Todos los cables de alimentación de las
herramientas eléctricas industriales llevan un recubrimiento de caucho porque
no se permite recubrir con material sintético durante su proceso de fabricación..
Herramientas para el
Exterior
Außenwerkzeuge
Outils d´extérieur
Ferramentas para exteriores
Outdoor tools
Se emplean principalmente en el aire libre.
Ejemplos: tijeras podadoras, peinadoras
cortadoras de césped, limpiadoras de alta
presión, aspersores.
Herramientas con Facilidad
de Servicio
Servicefreundliche Werkzeuge
SAV = Outils électroportatifs cançus
pour des réparations rapides et faciles
Ferramentas de fácil manutenção
Easy-to-maintain tools
Se definen como tales, las herramientas
eléctricas que permiten que las piezas
defectuosas se retiren rápidamente sin
necesidad de desmontar la máquina
completamente. Ejemplo: cambio de las
escobillas, sustitución del interruptor o del
cable de red.
122-159(H-L)_esp Page 124 Tuesday, January 29, 2002 2:40 PM
124
Herramientas de Jardín
Herramientas de Jardín
Gartenwerkzeuge
Outillage pour le jardin
Ferramentas de jardinagem
Garden tools
Conocidas también como herramientas
para el exterior. Constituyen un grupo de
herramientas eléctricas proyectadas para ser usadas al aire libre. Ejemplos.
– peinadoras cortadoras de césped
– tijeras cortadoras de césped
– peinadoras cortadoras de ligustro
– desyerbadoras eléctricas
– trituradora
– sierra sable para gajos
– motosierras
– bombas de aspersión
– limpiadoras de alta presión
– aspirador de hojas
Herramientas de Percusión
(ver Cincel)
Schlagwerkzeuge
Outils de burinage
Acessórios de impacto
Striking tools
Herramientas Manuales
Handwerkzeug
Outillage à main
Ferramenta manual
Tool
Son herramientas de precisión para trabajos exactos de perforación, lijado, pulido,
aserrado y fresado de las serie BOSCH Micro. Se accionan con una tensión continua
de 18 voltios suministrados por adaptadores a la red CA/CC de mesa o con enchufe.
Herramientas Neumáticas
Druckluftwerkzeuge
Outils à air comprimé, Outils
pneumatiques
Ferramentas pneumáticas
Air tools
Se trata de herramientas manuales accionadas preferentemente por motores de
paletas o motores sin válvulas. Menos
frecuente es el empleo de turbinas de alta
velocidad, especialmente en amoladoras,
motores de engranaje para aplicaciones
pesadas y motores lineales en aparatos
con movimiento alternativo rectilíneo como martillos cinceladores, martilletes de
agujas, martillos de arranque y demolición. Las herramientas neumáticas están
destinadas a una aplicación específica y
existen varios modelos similares a los de
las herramientas eléctricas.
Motor de aire comprimido, de pistón
o de válvula corrediza
5
1 2
3 4
Herramientas Miniatura
Kleinwerkzeuge
Micro-outils
Micro-ferramentas
Micro tools
1 Carcasa
2 Rotor, dispuesto de forma
excéntrica con relación al motor
3 Entrada de aire
4 Pistón (válvula corrediza)
5 Salida de aire
EWL-D010/G
Son medios auxiliares creados desde antaño para facilitar y suplir el trabajo corporal.
Sólo las herramientas manuales adecuadas
hicieron posible la ejecución de ciertos trabajos de forma óptima, sin excesivo esfuerzo y en un plazo razonable. La invención de
los motores de accionamiento sentó la base
para convertir las herramientas manuales
en herramientas eléctricas portátiles.
122-159(H-L)_esp Page 125 Tuesday, January 29, 2002 2:40 PM
Hoja para Cortes Finos
125
Hilo de nylon (peinadora cortadora)
Herramientas neumáticas
A
2
2
B
A Amoladora recta
B Taladro
EWL-D011/G
1 Cargador de hilo con bloqueo
en el eje del motor
2 Hilos de nylon
Hilo, Reajuste Automático de
Fadennachstellautomatik
Réajustage automatique du fil
Alimentação automática do fio
Automatic cord feed
En la peinadora cortadora puede reajustarse el hilo del cargador de hilo, accionando el pulsador incorporado en la empuñadura, con la máquina en marcha.
Hilo de Nylon
Nylonfaden
Fil nylon
Fio de nylon
Nylon cord
Es el elemento de corte en las peinadoras cortadoras. Va enrollado sobre un
cargador de hilo y puede reajustarse
automáticamente por medio de un pulsador con la máquina en marcha.
EWL-N005/G
1
Hoja para Cortes Finos
Feinschnitt-Sägeblätter
Lame de scie à araser
Lâminas de serra para cortes finos
Tenon saw blades
Las hojas para cortes finos de BOSCH se
parecen a las hojas de corte de las sierras de calar, con la parte superior retirada hacia atrás. Esto permite realizar cortes más profundos que el ancho de la hoja. En la lámina para cortes rebajados la
parte superior es completa-lo que facilita
el trabajo- y la profundidad de los cortes
sólo alcanza el ancho de la lámina. La
parte superior de la hoja tiene forma de
codo, lo que permite realizar cortes rebajados. Las hojas se fabrican en HCS. Las
versiones con dientes finos o largos, normales o templados, permiten trabajar con
una madera maciza, MDF, enchapado y
aglomerado, PVC y cartón yeso.
122-159(H-L)_esp Page 126 Tuesday, January 29, 2002 2:40 PM
Hoja Lijadora de Fibra
Hoja lijadora de fibra
Hoja para cortes finos
1
2
3
EWL-F007/G
1 Disco soporte
2 Hoja lijadora de fibra
3 Tuerca de fixación
EWL-F009/G
126
Hoja de Sierra de Metal Duro
Hartmetallsägeblätter
Lame carbure de tungsten
Lâminas de serra de metal duro
Hard metal saw blades
Hoja para cortes finos
Estas hojas normalmente se hacen de
acero, pero sus dientes, de carburo de
tungsteno.
A
B
A Hoja para
cortes rebajados
B Hoja para
cortes modelo
EWL-F008/G
Hojas de Sierra de Calar
Hoja Lijadora de Fibra
Fiberschleifblätter
Disques abrasifs sur fibres
Lixas de fibra
Fibre sanding sheets
La base de la hoja lijadora es de un material textil, en el que fibras de algodón
prensadas y tratadas químicamente actúan como soporte del material abrasivo.
Los lijados superficiales, de desoxidación
y los trabajos de pulido, se realizan con
hojas lijadoras de fibra montadas sobre
platos lijadores de goma.
Stichsägeblätter
Lames pour scies sauteuses
Lâminas para serras tico-tico
Jigsaw blades
Las hojas de sierras de calar son los útiles de este tipo de sierra. Sus propiedades determinan su adecuación al trabajo
previsto, la calidad del corte y la forma en
que se desarrolla la operación.
Las propiedades de las hojas para sierras
de calar están determinadas por los siguientes criterios:
– geometría de los dientes
– material da vástago y los dientes
– forma del vástago
1 Geometría de los dientes
Cada material tiene un densidad diferente. Para las sierras en particular esto significa que es necesario adoptar la geometría más adecuada para obtener la
mejor calidad de corte posible en el menor tiempo de funcionamiento. Las hojas
de las sierras de calar y de las sierras
multiuso se deben optimizar en lo que se
122-159(H-L)_esp Page 127 Tuesday, January 29, 2002 2:40 PM
Hojas de Sierra de Calar
refiere al espacio entre los dientes (paso), o sea, la distancia entre cada diente;
la forma de los mismos, el ángulo de corte, y el tipo de afilado, o sea, dientes triscados, rectificados afilados, u ondulados.
1.1 Dientes fresados triscados
Lámina para cortes bastos y de ejecución
rápida en madera blanda y maciza, aluminio, materiales sintéticos y metales no
ferrosos.
1.2 Dientes serrillados, ondulados
Con esta lámina se obtienen buenos resultados en cortes rectos en madera
aglomerada, acero dulce, aluminio, metales no ferrosos y materiales sintéticos.
1.3 Dientes rectificados triscados
Para cortes rápidos y limpios en madera
o plástico.
127
1.4 Dientes rectificados, afilados
Hoja con un lado cónico afilado. Para madera o plástico; se obtienen cortes precisos, finos y limpios.
1.5 Separación entre los dientes (paso)
El paso, o sea la distancia en uno y otro
diente, está determinado por el espesor
del material que va a ser cortado. Una regla simple dice que por lo menos dos
dientes deben tocar el material al mismo
tiempo. En el caso de que por lo menos
dos dientes enteros estén clavados en el
material, el corte va a resultar basto y la
máquina va a vibrar mucho debido a la
tensión mecánica. Más de dos dientes
permiten obtener un corte silencioso. Tra-
Hojas de sierra de calar, paso de los dientes
pequeño
Hojas de sierra de calar, geometría/ dientes
medio
Dientes fresados, triscadas
grande
Dientes ondulados, onduladas
progresivo
EWL-S048/G
Dientes afilados, afiladas
revestido
EWL-S049/G
variable
Dientes afilados, triscadas
122-159(H-L)_esp Page 128 Tuesday, January 29, 2002 2:40 PM
Hojas de Sierra de Calar
bajando con materiales finos este aspecto prevalece sobre el tiempo de operación.
El criterio con el que se debe elegir la hoja
es usar aquella con el mayor paso recomendado para el material a ser trabajado.
La separación progresiva entre los dientes, o sea paso corto en el lado en que se
encaja la hoja en la herramienta, que va
aumentando en dirección a la punta, asegura tiempo de operación y calidad de
corte excelentes al trabajar piezas de espesor normal.
Los dientes vario son una sucesión de
dientes con pasos mayores y menores
distribuidos a lo largo de la longitud de la
hoja. Están siendo muy utilizados para
cortar metal porque permiten una operación rápida y silenciosa.
1.6 Longitud de la hoja
La longitud de la hoja es vital para dos
factores: la estabilidad de la dirección y la
capacidad de cortar líneas curvas. Cuanto más larga es la lámina, es más fácil hacer cortes en línea recta y más difícil en
línea curva. Las hojas especiales para
cortar curvas tienen el eje de los dientes
tan retirado hacia atrás que coincide con
el eje del vástago de la hoja. Con este tipo de hoja se puede "girar sin salir del lugar". La longitud reducida hace que las
hojas para cortar curvas sean más sensibles, por eso se deben usar apenas para
esa finalidad.
1.7 Espesor de la hoja
El espesor de la hoja afecta la precisión
de los cortes rectos y la marcha del trabajo. Todas las sierras percutoras (sierras
de calar, sierras multiuso) que se manejan con una mano, hacen cortes angulares y rectos con más precisión cuando se
utilizan hojas gruesas. Es decir que para
hacer cortes mejores hay que usar hojas
más gruesas. La desventaja es que producen más virutas y más aserrín que las
hojas más finas.
2 Material de la hoja
El material de las hojas, especialmente
de los dientes, debe estar de acuerdo con
el material a cortar. La regla general es
que los dientes sean más duros que el
material cortado. Sin embargo, cuando la
hoja es más dura, se torna más frágil y se
puede romper; otro lado las hojas flexibles pierden el filo rápidamente. Para
aplicaciones especiales las hojas con el
cuerpo flexible y los dientes duros constituyen la mejor opción. Son denominadas
hojas bimetal u hojas de dientes o revestimiento de metal duro. El alto costo de
estas láminas está compensado por su
mayor vida útil, aún siendo usada en condiciones "normales".
2.1 HCS
Acero al carbono para trabajar materiales
blandos como la madera, placas de fibra
de vidrio y plástico.
2.2 HSS
Acero rápido macizo para trabajar materiales duros como diversos metales, aluminio y metales no ferrosos.
2.3 Bimetal
Es una aleación flexible y no quebradiza
de HSS y HCS adecuada para los casos
en que los vástagos se pueden romper, o
que se necesitan hojas flexibles. La vida
útil de las hojas BOSCH Bimetal es entre
dos y diez veces mayor que las hechas
con HSS o HCS, lo que representa una
excelente relación costo / beneficio. Se
pueden usar para madera, acero y metales no ferrosos y aluminio. Dependiendo
del ancho de la lámina se pueden usar para cortes curvos y de cualquier naturaleza
con exigencias superiores a lo común, o
para cortes rápidos y totalmente rectos.
Hojas de sierra, ancho de la hoja
Hoja ancha (normal)
Hoja estrecha
Hoja especial para curvas
EWL-S050/G
128
122-159(H-L)_esp Page 129 Tuesday, January 29, 2002 2:40 PM
Hojas de Sierra de Calar
2.5 Punta de HM (diente por diente)
El sustrato de HCS tiene dientes de metal
duro, por esto se lo recomienda para usar
con materiales abrasivos como plástico
reforzado, cemento-amianto, madera dura y hormigón poroso.
2.6 Punta de HM (franja de diente)
El sustrato tiene una franja de dientes de
metal duro. BOSCH ofrece una vasta línea de hojas especiales para acero inoxidable y acero dulce.
Hojas de sierra, bimetal
para metal
1
3
2
para madera
1
3
2
1 Núcleo de HCS
2 Dientes de HSS
3 Costura de soldadura a láser
EWL-S051/G
2.4 Revestimiento HM (Riff)
El sustrato de HCS está revestido con
una capa de granos de metal duro. Estas
hojas están recomendadas para materiales abrasivos como pisos y azulejos, vidrio, hierro fundido y ladrillos.
129
Hojas de sierra de calar, encajes
Hojas de sierra de calar, puntas de metal duro
"Riff" (revestimiento de tungsteno)
Encaje simple: Bosch, Atlas-Copco
(AEG), ELU, Festo, Hitachi, Holz-Her,
Makita.
1
2
Dientes individuales de metal duro
Encaje doble: p/ sierras de calar Bosch
antiguas 0575 y 0576
1
3
Encaije universal de 1/4" para
Black & Decker, Skil, Dewalt etc.
Hilera de dientes de metal duro
1
4
5
Encaje de 1/2" p/ serra multiuso: para
Black & Decker, Bosch, Flex, Hitachi,
Makita, Metabo, Milwaukee, Porter
Cable, Skil, Rockwell
EWL-S053/G
Núcleo de la hoja
Granos de HM
Diente de HM (soldado)
Costura de soldadura a láser
Hilera de dientes de HM
EWL-S052/G
1
2
3
4
5
Encaje especial Makita para sierras
de calar Makita
122-159(H-L)_esp Page 130 Tuesday, January 29, 2002 2:40 PM
130
Hojas de Sierra Circular
3 Vástagos
Los fabricantes de herramientas eléctricas en todo el mundo hacen sierras de
calar con diferentes tipos de hojas. Sin
embargo es probable que dentro de un
tiempo se usen como modelo los vástagos con encaje simple de BOSCH. En su
condición de mayor fabricante mundial de
hojas de sierra de calar, BOSCH ofrece
hojas para todos los tipos de vástagos
disponibles.
4 Hojas especiales
Se crearon hojas con una geometría especial para ser usadas en ciertos materiales específicos (cuchillas para cartón,
caucho, cuero, maquetes y telgopor) así
también como hojas de acero inoxidable
para sierra multiuso y fresadoras de superficie y láminas rectas y de penetración
para sierras de calar, limas y escofinas
para sierras de calar y sierras multiuso.
4.1 Láminas de penetración y láminas
rectas para sierras multiuso
Hojas de Sierra Circular
Kreissägeblätter
Lames de scie circulaire
Discos de serra circular
Circular saw blades
Las hojas de sierra circular son los útiles
de este tipo de sierra. Las características
de la hojas tienen influencia sobre el proceso del trabajo, la calidad del corte y la
vida útil de cada material que es trabajado. Los siguientes criterios definen las
principales características de las hojas de
sierra circular manuales. Además de las
citadas existen soluciones especiales para aplicaciones específicas.
1.0 Material de la hoja
La mayoría de las hojas para sierras portátiles se hacen de dos materiales: acero
al cromo-vanadio (CV) y materiales compuestos. La hoja base y los dientes pueden estar hechos de materiales diferentes. En este caso normalmente los dientes son de material duro (HM).
Hojas de sierra de calar
para corte de inmersión y corte recto
EWL-S054/G
Inmersión: primeiro apoyar la parte
posterior de la hoja (no la punta de la serra)…
… y después presionar lentamente para
aumentar la penetración. Al mismo tiempo,
retirar la sierra en el sentido del corte,
para permitir que actúe la punta de la hoja.
Es una sierra multiuso para cortar maderas de más de 40 mm de espesor. Los
cortes son semejantes a los del serrucho,
rápidos y limpios y no necesitan una perforación previa.
1.1 Acero al cromo-vanadio
Las hojas de acero al cromo-vanadio son
una pieza única. La hoja y los dientes están hechos de un único material. Los
dientes se colocan en direcciones opuestas en forma alternada y después se templan y afilan. El acero CV es un material
bastante flexible y es excelente para conseguir dientes bien afilados y cortantes.
Cuando se necesita un corte de buena
calidad en madera blanda, hay que usar
hojas de acero CV. Las hojas tienen que
ser reafiladas constantemente porque si
no, al aumentar la fricción de los dientes
sin punta se "queman" las puntas y la hoja no se puede utilizar. Los discos de acero CV se usan poco actualmente porque,
con maderas duras y materiales compuestos, se gastan muy rápidamente.
122-159(H-L)_esp Page 131 Tuesday, January 29, 2002 2:40 PM
Hojas de Sierra Circular
1.2 Hojas de metal duro
Las denominadas hojas de metal duro
(HM) tienen pequeños pedazos de metal
soldados a la hoja, que van a formar los
dientes. Los dientes de metal duro son
muy resistentes al calor y se conservan
afilados durante mucho tiempo, o sea,
tienen una vida útil más larga y están especialmente recomendados para maderas duras y materiales compuestos, lo
que justifica su alto precio en comparación con las hojas de acero CV. Debido a
estas propiedades las hojas de acero CV
para sierras circulares manuales prácticamente han desaparecido del mercado.
Hojas de sierra circular
(material de los dientes)
Hoja de CV
Hoja base y dientes
fabricados con el mismo
material
131
2.2 Número grande de dientes
Un número grande de dientes permite obtener un corte de buena calidad, especialmente transversales, o sea contra el
sentido de la veta. Sin embargo, cuando
se hacen cortes en el sentido de la veta,
la hoja tiende a obstruirse y el operador
debe hacer mucha presión.
2.3 Hojas con múltiples dientes
Las hojas o sierras con muchos dientes
(hojas para cortes finos) están destinadas
a usos especiales que exigen cortes de
buena calidad y acabado, y a materiales
muy finos (compensado). Estas hojas no
son recomendables para cortes longitudinales. Las hojas de dientes múltiples sólo
se pueden fabricar con acero CV.
Hojas de sierra circular (nor. de dientes)
Pocos dientes
- espacio grande
entre las virutas
Hoja de MD
Hoja base de CV com
dientes de MD soldados
2. Número de dientes
El número de dientes de una hoja de sierra circular determina la calidad del corte
y la presión exigida al operador. Siempre
hay que tener en cuenta la relación entre
el número de dientes y el diámetro de la
hoja de la sierra.
2.1 Número pequeño de dientes
Los dientes están separados por espacios
grandes, lo que permite retirar fácilmente
las virutas formadas. Por este motivo es
difícil que las hojas con pocos dientes se
obstruyan. Para hacer cortes longitudinales en el sentido de la veta se deben usar
hojas grandes con pocos dientes. La calidad del corte no es muy alta.
Muchos dientes
- poco espacio
entre las virutas
Muchísimos dientes
EWL-K019/G
1 Dientes de metal duro
2 Soldadura dura
3 Hoja base
3
EWL-K019/G
1 2
3. Corte libre
Se necesita el denominado corte libre para que la hoja de la sierra no se trabe durante la operación. Debido a la geometría
de los dientes, los bordes del corte son
más anchos que la anchura de la hoja base. Por este motivo no hay fricción entre
la hoja-base y la madera. En la práctica el
corte libre se obtiene trabando los dientes
de la sierra o usando dientes más anchos.
122-159(H-L)_esp Page 132 Tuesday, January 29, 2002 2:40 PM
Hojas de Sierra Circular
bajo número de dientes realizan cortes
de buena calidad en materiales porosos
como madera compensada, pero si se
cortan otros materiales, la operación es
difícil y el corte no es de buena calidad.
Hojas de sierra circular (corte libre)
1
2
3
4
5
6
7
Hoja de
metal duro
t
2
1
3
2
1
4
5
5
6
6
7
7
Material
Longitud del diente
Dientes de costado
Dientes de MD
Hoja base
Corte libre
Espesor de la hoja base
4.3 Dientes alternados (HM)
Si los dientes se disponen en forma alternada se reduce el esfuerzo individual; la
vida útil es mayor y el corte más suave.
Las puntas agudas de los dientes producen cortes de buena calidad. Las hojas
con dientes alternados se usan para todos los tipos de madera pero se arruinan
con clavos o cuerpos extraños.
EWL-K020/G
Hojas con
dientes triscados
3.1 Traba de los dientes
En este proceso los dientes de la sierra
se doblan en sentidos opuestos en forma
alternada y después se afilan. Los dientes sufren mucha fricción en la región externa de la punta y si se fabrican con acero CV tienden a perder el filo muy rápidamente y además se calientan.
3.2 Anchura de los dientes
Los pedazos de metal duro de las hojas
de metal duro se afilan con una anchura
un poco mayor que de la hoja-base para
permitir el corte libre. La vida útil de esos
dientes es mucho mayor que la de los
dientes trabados.
4. Forma de los dientes
La forma de los dientes afecta la vida útil
de la hoja de la sierra y determina la calidad del corte.
4.1 Dientes trabados (CV)
Corte de alta calidad debido a que los
dientes de CV se pueden afilar muy bien.
Debido al trabajo excesivo realizado por
las puntas de los dientes, la vida útil es
muy corta. No está recomendado para
maderas duras y materiales compuestos.
4.2 Dientes planos (HM)
Los dientes planos son económicos y están destinados a uso general. Hojas con
4.4 Dientes planos trapezoidales (HM)
Los dientes están dispuestos en secuencia alternada de perfiles planos y trapezoidales, lo que distribuye la carga y permite trabajar adecuadamente el metal duro. Los dientes son bastante sólidos,
tienen una buena vida útil y hacen cortes
de buena calidad. Se recomiendan para
materiales duros. Cuerpos extraños, como clavos, no los arruinan. Sirven para
cortar metales no ferrosos.
Hojas de sierra circular
(formatos de los dientes)
Dientes triscados
1
2
Dientes alternados
3
Dientes planos
3
Dientes planos
trapezoidales
44 4
1 Mucho esfuerzo en las puntas com
dientes de costado
2 Mucho esfuerzo en las superficies con
dientes planos
3 Dientes alternados dividen el esfuerzo
4 Distribuición del esfuerzo con dientes
planos trapezoidales
EWL-K021/G
132
122-159(H-L)_esp Page 133 Tuesday, January 29, 2002 2:40 PM
133
Hojas de Sierra Circular
5.1 Pasaje positivo
Pasaje "típico" para cortar la madera. Los
dientes "agarran" el material y, por eso, el
operador precisa ejercer una pequeña
presión de avance. Sin embargo la carga
sobre las puntas de los dientes es muy
alta. Cuando el diente choca contra un
objeto extraño (por ej. un clavo) o pieza
de metal, generalmente se rompe. La forma más adecuada para este pasaje puede ser trabada, plana o alternada.
Hojas de sierra circular
(paso positivo de los dientes)
Posición con relación
al eje central
1
2
3
Esfuerzo
al encontrar
un clavo
Hojas de sierra circular
(paso neutro)
Posición con relación
Esfuerzo
al eje central
al encontrar
um clavo
1 2 3
6
5
4
1
2
3
4
5
6
Orificio (eje central)
Hoja base
Diente
Paso neutro
Esfuerzo en las superficies
Un cuerpo extraño es
"empujado para lejos"
EWL-K023/G
5. Pasaje de los dientes
El pasaje de los dientes tiene afecto sobre
el la "agresividad" de la hoja de la sierra,
por eso debe estar de acuerdo con el material a ser procesado y el tipo de operación.
5.3 Pasaje negativo
Pasaje para aplicaciones especiales fijas.
El diente es empujado para afuera del
material. Existe el riesgo de que rebote
durante la operación manual. El material
precisa ser empujado contra el tope durante la aplicación (mesa de serrar).
6
5
5.2 Pasaje neutro
El esfuerzo de penetración en el material
se distribuye entre todo el borde frontal
de los dientes, o sea que se reduce la
carga sobre la punta. Este tipo de diente
no realiza el trabajo de avance, lo que
exige mayor presión por parte del operador. Este tipo de diente es fuerte y absorbe bien los impactos contra cuerpos
extraños. Se recomienda para cortar metal. Se usa en combinación con los dientes trapezoidales planos.
Hojas de sierra circular (paso negativo)
Posición con relação Esfuerzo
al eje central
al encontrar
un clavo
1 2 3
6
5
4
1
2
3
4
5
6
Orificio (eje central)
Hoja base
Diente
Paso negativo
Esfuerzo en las superficies
Un cuerpo extraño es
"empujado para afuera"
EWL-K024/G
Orificio (eje central)
Hoja base
Diente
Paso positivo
Gran esfuerzo de las puntas
El clavo es "tirado" para adentro
del disco
EWL-K022/G
4
1
2
3
4
5
6
122-159(H-L)_esp Page 134 Tuesday, January 29, 2002 2:40 PM
134
Hojas de Sierras a Curvas
6. Limitación de la capacidad de corte
Se denomina capacidad de corte al máximo espesor de material que cada diente
consigue arrancar en su recorrido.
En los materiales blandos (madera) la capacidad de corte puede ser de varios milímetros sin exigir mucho esfuerzo del
diente o la herramienta.
En los materiales duros (metales), muchas veces es necesario reducir la capacidad de corte a algunos décimos de milímetro. Si se limita la capacidad de corte y
se mantienen la velocidad y el número de
dientes, se limita el progreso del corte.
A Gran profundidad (madera)
B Poca profundidad (metal)
1
2 1
EWL-K025/G
B
1 Profundidad máxima
2 Limite de la profundidad
Hormigón
Beton
Béton
Concreto
Concrete
Es uno de los materiales de construcción
más utilizados en edificación, tanto de superestructuras como infraestructuras. Se
divide en tres grupos:
1. Hormigón con sus variantes (hormigón ligero, hormigón normal y hormigón pesado)
2. Materiales para obras de fábrica de
hormigón
3. Elementos de construcción en planchas de hormigón
Hojas de sierra circular
(profundidad de corte)
A
mo los rozamientos adicionales por consumo de energía.
Hojas de Sierras a Curvas
(ver Hojas de sierras)
Kurvengängiges Sägeblatt
Lame pour tráces courbes
Lâminas de serra curvas
Curve-cutting saw blade
Holgura Axial
Axialspiel
Jeu axial
Folga axial
End play
Juego que queda en el eje para permitir
su libre movimiento, reduciendo al míni-
El hormigón se prepara con cemento y
agua como aglomerante, además de los
diversos materiales de relleno, especialmente grava y arena. Los materiales de
relleno se seleccionan por su tamaño de
grano y por su línea de cribado, y se adicionan para ser mezclados. El hormigón
fresco se vierte en el encofrado para que
fragüe. Tras haber transcurrido el tiempo
de endurecimiento, el hormigón ha adquirido entonces su plena resistencia a la
compresión. Las variantes de hormigón ligero, normal y pesado se diferencian por
el tipo y resistencia del material de relleno
empleado. La resistencia nominal o resistencia a la compresión se expresa por un
grupo de letras y números. B 10 indica
que se trata de hormigón normal con una
2
resistencia a la compresión de 10 N/nm .
Existen valores intermedios hasta alcanzar la clase de resistencia máxima de 55
2
N/nm . Para incrementar su resistencia
en el hormigón armado se emplea acero
de construcción sin pretensar, y en el caso de hormigón pretensado éste se arma
con acero de construcción pretensado.
122-159(H-L)_esp Page 135 Tuesday, January 29, 2002 2:40 PM
Husillo de Taladrar
Husillo de Taladrar
Bohrspindel
Broche de perçage
Eixo de trabalho
Drill spindle
Es el árbol de accionamiento en los taladro. Lleva una rosca (3/8", 1/2", 5/8") o
un cono (B 12 o B 16) que sirve para acoplar el portabrocas. Los taladros pesados
tienen acoplamientos cono Morse MK 2
ou MK 3.
1
2
1 Mandril
2 Husillo de taladrar
3 Taladro
3
EWL-B026/G
Husillo de taladrar
135
122-159(H-L)_esp Page 136 Tuesday, January 29, 2002 2:40 PM
Imanes Permanentes
Imanes Permanentes
Dauermagnete
Aimants permanents
Ímãs permanentes
Permanent magnets
El fundamento del motor eléctrico se debe al hecho de que una fuerza mueve un
conductor suspendido dentro de un campo magnético cuando por este pasa una
corriente. Por otro lado, cada conductor
por el que fluye una corriente genera un
campo magnético cuya intensidad puede
incrementarse al aumentar el número de
conductores o la corriente. La intensidad
del campo magnético depende del número de espiras y de la intensidad de la corriente, siendo su unidad de medida es el
número de amperios-vuelta. Los electroimanes pierden su fuerza magnética al
desconectar la corriente quedando solamente un escaso sobrante, suficiente en
los alternadores para autoexcitarse. Los
imanes permanentes, por el contrario, tienen un campo magnético constante. Ciertas aleaciones disponen de buenas propiedades magnéticas por conservar su
flujo magnético una vez magnetizadas.
Las herramientas eléctricas accionadas
por acumuladores llevan imanes permanentes que no precisan ninguna energía
adicional.
Inclinómetro
Neigungsmesser, digital
Niveau à affichage digital
Medidor de inclinação/Nível digital
Digital level
Aparato para medir inclinaciones. La indicación se realiza en una pantalla digital
de cuarzo líquido, en grados (°), en porcentaje (%) o simulando una balanza hidrostática. Los inclinómetros o niveles digitales a veces reciben la denominación
de "niveles de burbujas de aire electrónicos". El ángulo de inclinación de la guía
es captado por sensores y los valores se
pueden leer en un indicador (display) digital. El display posee un sistema por el
cual se puede "congelar" la medición
apretando un botón. De esa forma es posible leer el valor posteriormente.
Inclinómetro
2
2
1
1 Módulo electrónico y display
2 Burbujas
EWL-N003/G
136
Inclinómetro
Winkelmesser, digitaler
Mesureur d’angle à affichage
Medidor de ângulos, digital
Angle finder, digital
Aparato para medir y transferir ángulos.
El inclinómetro digital BOSCH permite
medir ángulos entre 0° y 220° y muestra
el resultado en una pantalla de cristal líquido (LCD). Los valores medidos se
pueden almacenar para una lectura posterior. Las mediciones digitales comparativas basadas en la diferencia entre el ángulo de 360° y el ángulo ajustado garantizan una precisión del 0,1%. El
inclinómetro digital BOSCH está provisto
de dos burbujas lo que permite medir por
el principio de nivel de burbuja.
122-159(H-L)_esp Page 137 Tuesday, January 29, 2002 2:40 PM
137
Inglete, Corte a
Inducido
Inclinómetro
Anker
Induit
Induzido
Armature
4
El inducido es la parte rotatoria de un motor universal o generador. En motores trifásicos se denomina inducido o rotor y en
las herramientas neumáticas, rotor.
Inducido
3
1
1 Display
3 Medidor
2 Brazo fijo
4 Brazo móvil
3
4
3
5
Incremento de temperatura
Temperaturerhöhung
Elévation de la température
Aumento da temperatura
Temperature increase
Las herramientas eléctricas no pueden
alcanzar temperaturas muy altas durante
su uso en condiciones normales. La norma EN 50144-1 fija los límites del aumento de temperatura admisible con respecto
a la temperatura ambiente.
Indicador de Nivel
Füllstandanzeige
Indicateur de remplissage
Indicador de nível
Filling gauge
En las aspiradoras de polvo, indica el nivel de llenado del recipiente colector de
polvo.
1
2
3
4
5
Piñon de accionamiento
Rueda del ventilador
Espirales de cobre
Núcleo de hierro
Colector
EWL-A010/G
1
2
EWL-W004/G
2
Inglete, Ajuste del
Gehrungsverstellung
Réglage d´onglet
Ajuste para cortes de esquadria
Mitre angle adjustment
El ajuste para cortes a inglete en las sierras circulares se realiza aflojando el tornillo de mariposa y moviendo la mesa de
apoyo completa. En una escala bien legible puede determinarse el ángulo ajustado. En las sierras de calar, la placa base
puede inclinarse 45° hacia cada lado.
Inglete, Corte a
Gehrungsschnitte
Coupe en onglet
Cortes de esquadria
Mitre cuts
Con las sierras circulares y las sierras de
calar pueden realizarse cortes a inglete
122-159(H-L)_esp Page 138 Tuesday, January 29, 2002 2:40 PM
138
Iniciación de Taladro, Etapa para Iniciación de Taladro
que sirven para ensamblar piezas formando el ángulo deseado. Los cortes a
inglete u oblicuos pueden realizarse hasta en un ángulo de 45°
Corte a inglete
universal o un portabrocas. En los taladros, atornilladoras taladros y atornilladoras del árbol de accionamiento está construido de modo que el accesorio se pueda
inserir directamente en la forma hexagonal interior de 1/4".
Inteligente
A
Intelligent
Intelligent
Inteligente
Intelligent
A Corte recto a 90°
B Corte en inglete a 45°
EWL-G006/G
B
Las herramientas "inteligentes" son aquellas herramientas, dispositivos de medición o similares, capaces de ejecutar
ciertos ciclos de trabajo, realizar ciertos
ajustes, o presentar ciertos resultados de
forma automática, generalmente programados por medio de módulos electrónicos.
Iniciación de Taladro, Etapa
para Iniciación de Taladro
Intensidad del Impacto
Individual
Anbohren, Anbohrstufe
Amorcé de perçage
Pré-perfuração, velocidade de préperfuração
Spot drilling, spot drilling speed
Einzelschlagstärke
Puissance de frappe coup par coup
Força de impacto unitária
Percussive force per stroke
Para asegurarse de que la perforación se
comience en un lugar exacto, se realiza
una punción. Sin embargo esto puede
damnificar la superficie de las placas de
metal finas. Si se selecciona una baja velocidad de giro para el husillo de taladrar
se puede evitar el deslizamiento de la
broca. Esta velocidad se puede ajustar
electrónicamente y se denomina etapa
para iniciación de taladro.
Inserción Directa
Direktaufnahme
Emmanchement direct
Inserção direta
Direct bit insertion
Se habla de inserción directa si se puede
fijar la lámina al husillo de la atornilladora,
sin necesidad de emplear un portaútiles
La energía de movimiento se denomina
energía cinética. La intensidad del impacto individual es la energía cinética de un
sólo impacto como se presenta por ejemplo en un martillo percutor.
Unidad de medida:
1 joule = 1 newtonmetro
1 J = 1 NM
Interferencias en Televisión
Fernsehentstörung
Parasites TV
Supressão de interferências em
televisão
Television interference suppression
El fogueo de escobillas en un motor universal puede producir interferencias en
las bandas de onda larga, media y corta,
y además de forma atenuada en las bandas de VHF/UHF. En casos de recepción
122-159(H-L)_esp Page 139 Tuesday, January 29, 2002 2:40 PM
Interruptor Piloto
desfavorable, y en antenas de mala calidad, estas interferencia pueden exceder
la intensidad del campo radiado de la
emisora ajustada, produciendo interferencias en su recepción. Las herramientas
eléctricas deben atender las normas CEE
76/889, 87/308 y EN 55 014/VDE 0785.
139
Interrupción Rápida
(ver Interrupción instantánea)
Todo aparato accionado eléctricamente
lleva un interruptor de conexión/desconexión. Los interruptores de conexión/
desconexión avisan en caso de peligro.
Las cabinas de llamada de emergencia y
los avisadores de incendios disponen de
interruptores de conexión y las herramientas eléctricas, interruptores de desconexión. Se trata básicamente del mismo interruptor citándose primero su misión primordial.
Schnellstop
Dispositiv d’arret rapide
Desligamento instantâneo
Instant switch-off
Interruptor para
Funcionamiento Continuo
Interruptor
Dauerlaufschalter
Interrupteur de fonctionnement en
continu
Interruptor de acionamento contínuo
Continuous operation switch
Ein-/Ausschalter
Interrupteur marche/arrêt
Interruptor
On/off switch
Interruptor
(ver Llave conecta-desconecta)
Schalter
Interrupteur
Interruptor
Switch
Interruptor Centrífugo
Fliehkraftschalter
Interrupteur à force centrifuge
Interruptor centrífugo
Centrifugal switch
Interruptor de acción sobre un circuito
que se activa por medio de unos contrapesos centrífugos en caso de alcanzar
una velocidad predeterminada.
Interruptor de Desconexión/
Conexión
Aus-/Einschalter
Interrupteurs
Chave liga/desliga
Power switch
Los interruptores de conexión / desconexión se accionan manualmente por un
balancín interruptor en el que hay que
vencer la fuerza del resorte para mantenerlo en posición durante todo el tiempo
de funcionamiento (pulsadores). En caso
de un trabajo prolongado, esto puede dificultar su utilización. Mediante un dispositivo mecánico se consigue mantenerlo
conectado constantemente. Los taladros
en soporte para taladrar precisan este interruptor para funcionamiento continuamente. Existen sin embargo algunas herramientas eléctricas que no deben tener
este tipo de interruptor a fin de reducir el
peligro de accidente. En estos casos se
emplea un pulsador.
Interruptor Piloto
Leuchtschalter
Voyant lumineux sur l´interrupteur
Interruptor iluminado
Illuminated switch
Son interruptores de conexión / desconexión que se iluminan por un piloto
cuando están en la posición de encendido. Como piloto se emplean lámparas incandescentes o un LED.
122-159(H-L)_esp Page 140 Tuesday, January 29, 2002 2:40 PM
Interruptor Pulsador
Interruptor Pulsador
Interruptor Tri-Control
Druckschalter
Interrupteur pousoir
Botão de pressão ou
"push-button"
Pushbutton or pressure switch
Tri-Control-Schalter
Interrupteur tri-contrôle
Interruptor Tri-Control
Tri-control switch
Es el interruptor de conexión/desconexión de las herramientas eléctricas
usado actualmente. Se encuentra integrado en la empuñadura y puede accionarse sin esfuerzo mediante una leve
presión del dedo. La velocidad de conmutación se consigue por compresión previa
de un resorte de manera tal que, aún accionado lentamente, el pulsador conmuta
instantáneamente
El término interruptor pulsador tiene doble sentido, porque también se puede referir a la llave de conexión/desconexión
de un generador de aire comprimido.
Interruptor Reversible
(vea Sentido del Giro,
Indicación del)
Interruptor de seguridad utilizado en las
amoladoras angulares de la nueva generación. Dispone de tres funciones, como
se deduce de su denominación.
Interruptor Tri-Control
Destrabar
Encender
Drehrichtungsschalter
Interrupteur du sens de rotation
Chave de inversão
Reversing switch
Interruptor de Tensión Nula
(ver también Protección contra
rearranque)
Nullspannungsauslöser
Disjoncteur à tension nulle
Chave de tensão zero
No-volt release
Evita la puesta en marcha involuntaria
después de un corte del fluido eléctrico.
Está prescrito entre otras cosas en los
aparatos estacionarios que emplean una
herramienta eléctrica, por ejemplo en las
mesa de aserrar, y en ciertas aspiradoras.
Trabar
EWL-T006/G
140
Primeira posición
En la posición de desconexión se mantiene enclavado el interruptor de tal manera,
que en ningún caso sea posible desconectar la herramientas en forma involuntaria al tocarla con la mano o al chocar el
accionador en el momento de apoyarla
en posición horizontal. En primer lugar el
accionador se debe destrabar manualmente empujándolo hacia la máquina.
Primero se debe desenclavar el elemento
accionador con la mano, empujándolo en
la dirección de la máquina.
122-159(H-L)_esp Page 141 Tuesday, January 29, 2002 2:40 PM
Interruptores de Seguridad FI (Disyuntor de fuga de corriente)
Tercera posición
En caso de funcionamiento continuo el interruptor se puede trabar en esta posición, es suficiente una leve presión para
desenclavarlo y que retorne automáticamente a su posición de desconexión.
Interruptores de seguridad F1 (principio)
A Condición de trabajo segura, aislamiento
En orden: por el operador no pasa ningu
corriente de fuga
l1 = l2
1
0
3
I2
4
Interruptores de Seguridad FI
(Disyuntor de fuga de
corriente)
FI-Schutzschalter
Disjoncteur de protection FI
Disjuntor de proteção FI
Earth-leakage circuit breaker (e.l.c.b.)
Es un interruptor que desconecta el circuito eléctrico por medios eléctricos y/o
mecánicos para evitar que, por ejemplo,
un defecto de aislamiento permita que
una "corriente falsa" pase al operador de
la máquina.
La "corriente falsa" o fuga de corriente se
detecta por medición comparativa entre
la corriente de ida y vuelta en el elemento
que la consume. Si la corriente de vuelta
no es equivalente a la de ida, se activa el
circuito del interruptor. Esto ocurre de forma tan rápida, que el operador siempre
está adecuadamente protegido.
I1
230V I1
2
M
I2
B Pérdida de aislamiento: una por parte de
corriente pasa por el operador
I2 es el valor de IF es menor que I1
I1 =l I2 . Interruptor F1 desarma
1
I1
230V I1
0
3
I2
4
2
M
I2
IF
1
1
3
Medición de l1
Medición de l2
Interruptor
(se arma cuando l1, es diferente de l2)
4 Consumidor de electricidad (p. ej. motor)
I1 Corriente para el consumidor
I2 Corriente de regresso del consumidor
IF Corriente de fuga
MP Conductor de corriente
0 Conductor neutro (tierra)
EWL F010/G
Segunda posición
Una vez que el interruptor esté destrabado el usuario lo puede accionar y mantener en esa posición. Funciona como pulsador.
141
122-159(H-L)_esp Page 142 Tuesday, January 29, 2002 2:40 PM
142
Inversión de Giro
Inversión de Giro
ISO-TEMP®™
Rechts-/Linkslauf
Rotation droite/gauche
Reversão de rotação
Right/left rotation
ISO-TEMP®™
ISO-TEMP®™
ISO-TEMP®™
ISO-TEMP®™
La conmutación de un sentido de giro a
otro permite, por ejemplo en los taladros
y taladros de percusión, apretar y aflojar
tornillos. También una broca agarrotada
puede aflojarse más fácilmente al dejarla
girar hacia la izquierda. La conmutación
del sentido de giro puede ser tanto mecánica como eléctrica.
Procedimiento especial de temple empleado en la producción de láminas de
destornillador (bits). Su elevado temple
superficial con núcleo rígido, le confieren
longevidad por su reducido desgaste y
bajo riesgo de rotura.
Inyector Externo
Injektor, externer
Injecteur, externe
Injetor externo
Injector, external
Dispositivo de aspiración fijado a una limpiadora de alta presión que sirve para
mezclar productos (por ejemplo agentes
para pulir o limpiar) en un recipiente separado.
Inyector (principio)
6
El chorro de alta presión
arrastra el producto de
limpieza a través de la
boquilla de salida
1
2
3
4
5
6
4 5
Boquilla de salida
Chorro de alta presión
Boquilla de alta presión (inyector)
Producto de limpieza
Canal de alta presión
Tanque del producto de limpieza
EWL-I002/G
12 3
122-159(H-L)_esp Page 143 Tuesday, January 29, 2002 2:40 PM
Como todo empezó
143
Como todo empezó ...
La creación de las herramientas eléctricas Bosch
Aparentemente en el año 1931 comienza
el desarrollo de las pequeñas herramientas
eléctricas con el motor instalado dentro de
la carcasa portátil. A lo largo de los años se
fue imponiendo la necesidad de que mejorasen.
En miles de lugares de trabajo era necesario disponer de herramientas más simples y
baratas. Las herramientas de medio porte
dieron el puntapié inicial. Varias fábricas
comenzaron a producir taladros y otras herramientas con motores con CA o CC. Por
ejemplo, en el año 1895, en Stuttgart se
creó el primer taladro eléctrico manual de
precisión. Después aparecieron las herramientas de medio porte con motores universales AC o DC. Sin embargo, como todavía eran escasas las pequeñas herramientas eléctricas con buen diseño y de fácil
manipulación, muchas fábricas de herramientas comenzaron a construirlas. En
1932 aparecieron las primeras herramientas eléctricas manuales de fácil manipulación para ser probadas en la práctica.
En la Robert Bosch GmbH la necesidad
interna fue el punto de partida para un desarrollo que nadie pensaba que fuese posible. Las grandes unidades de Bosch en Stuttgart y en Feuerbach sintieron la necesidad de herramientas más adecuadas para
las líneas de producción de auto partes. En
la línea de montaje de bocinas se necesitaban sustituir las atornilladoras manuales
con husillo flexible por 50 atornilladoras
manuales con motor eléctrico. Pero en
ningún lugar había atornilladoras convenientes... Entonces la misma Bosch empezó a desarrollar herramientas completamente nuevas.
Un año después, en 1932, la atornilladora
eléctrica manual con motor interno ya estaba lista para ser usada. Casi al mismo
tiempo se construyó una amoladora eléctrica manual con motor interno, cuya necesidad había surgido durante el proceso de
producción. Fue concebida con la finalidad
de pulir y dar terminación a los moldes de
alta calidad prensados y punzados.
Lo que inicialmente había sido construido
apenas para uso interno, rápidamente pasó
a integrar un nuevo programa de producción: en 1932 la Bosch tomó la decisión de
producir toda una serie de herramientas
eléctricas prácticas, y en 1933 una gran
cantidad de productos Bosch ya estaba en
el mercado. Lo más importante era la gran
versatilidad del motor manual Bosch para
perforar, fresar, cepillar, lijar, amolar y pulir. A todo esto se juntaron: otra amoladora, una esmeriladora de válvulas para uso
tanto en motores de autos y aeronaves como en el motor de explosión fijo, tijeras
eléctricas para chapas de metal y pulidoras
para superficies lisas. Había nacido la primera serie de pequeñas herramientas eléctricas con motor interno.
122-159(H-L)_esp Page 144 Tuesday, January 29, 2002 2:40 PM
144
Joule
Joule
(ver Fuerza de percusión
de impacto)
Joule
Joule
Joule
Joule
Juego de Cuchillas
Messersatz
Jeu de couteaux
Jogo de facas
Blade set
En muchas herramientas eléctricas trabajan conjuntamente varios elementos de
corte. Frecuentemente se sustituyen o
afilan únicamente como juego.
Ejemplos:
Cuchillas para el cepillo, cuchilla superior
e inferior para la cizalla, así como hojas
de sierra para cortar goma de espuma, y
mucho más.
Juego de Hojas Lijadoras
Schleifpapier
Jeux de feuilles abrasives
Papel de lixa
Sanding paper
El papel de lija también se denomina papel de esmeril, aunque el término técnico
más correcto es "abrasivo sobre sustrato". Este producto se ha mejorado y optimizado. Su calidad está determinada por
el material del grano abrasivo, las propiedades del sustrato y la composición del
agente de fijación de los granos abrasivos sobre el sustrato. El agregado de aditivos aumenta la vida útil en condiciones
especiales de trabajo.
1. Material abrasivo
1.1 Carburo de silicio
El SiC está compuesto por 60% de arena
de cuarzo y 40% de coque de petróleo.
Estas sustancias se funden a una temperatura entre 1900 y 200° C formando el
SiC. Para aumentar la pureza se agrega
aserrín y sal común. Se forma un cristal
que se tritura y muele para obtener granos del tamaño deseado.
Los cristales puntiagudos de SiC son
muy duros y, debido a esta propiedad, resultan indicados para lijas para materiales sólidos y resistentes como hierro, piedra, cerámica y titanio, pero también sirven para pinturas, plásticos y gomas.
1.2 Óxido de aluminio, corindón (Al2O3)
De la bauxita se extrae la alúmina, mineral que contiene un elevado contenido de
óxido de aluminio. Se obtiene óxido de
aluminio relativamente puro por calcificación, fusión con coque y limaduras de
hierro en un horno eléctrico o por arco y
posterior enfriamiento de la capa superficial. Dependiendo del contenido óxido de
aluminio se puede obtener corindón noble, de blanco a rosa (aprox. 99% de
Al2O3), corindón standard, marrón (de 94
a 97% de Al2O3), o el corindón negro (de
70 a 85% de Al2O3). El tamaño de grano
deseado se obtiene por trituración y molienda.
El óxido de aluminio es muy duro y resistente. Es particularmente adecuado para
lijar materiales con fibras largas como la
madera y algunos metales.
1.3 Coridón de circonio
o
Por fusión a 1900 C de una mezcla de
dióxido de circonio y óxido de aluminio se
obtiene una estructura microcristalina
que a medida que se va rompiendo y
gastando va presentando nuevas extremidades afiladas (efecto de autoafilado).
Por este motivo se recomienda utilizar corindón de circonio con materiales resistentes como el acero inoxidable.
2. Sustrato
Los materiales que se usan como sustrato de los abrasivos tienen diferentes grados de elasticidad, flexibilidad y resistencia.
2.1 Papel
Se utilizan papeles de fibras rígidas y resistentes con diferentes pesos y resistencia. Para lijar a húmedo se utilizan papeles impregnados en un impermeabilizante
especial.
122-159(H-L)_esp Page 145 Tuesday, January 29, 2002 2:40 PM
Juego de Hojas Lijadoras
Los sustratos de papel son los más utilizados ya que atienden las necesidades
de la mayoría de las aplicaciones.
2.2 Telas
Cuando se necesitan sustratos estables y
resistentes a la tensión se utilizan telas
especiales producidas con algodón, fibras sintéticas o una combinación de telas. En casos especiais, el adherir papel
pode aumentar sus propiedades.
Esencias de tela poseen un costo de fabricación mas alto. Por esta razón son usados apenas para los casos en que la esencia será sometida a alto estres mecánico.
Esto es típico en lijadoras de banda.
2.3 Fibra vulcanizada
Utilizada como material estabilizador,
normalmente en conjunto con papeles
especiales, en los abrasivos para servicios pesados. La aplicación típica es como “hojas de lija de fibra” junto con un
disco de goma en amoladoras angulares.
3. Agente adhesivo
El desempeño del abrasivo se determina
principalmente por la adherencia del grano abrasivo sobre la esencia. El adhesivo
debe mantener los granos abrasivos firmemente unidos a la esencia, pero al
mismo tiempo precisa poseer uma cierta
flexibilidad.
3.1 Adhesivo de cola natural
Colas naturales son utilizadas algunas
veces como agentes adhesivos en los casos en que no se requiere de mucha estabilidad, como por ejemplo en papel de
lija común y para lijado manual.
Tipos de papel de lija
Borde de lino natural
7
3
2
1
3.2 Adhesivo mixto
Aquí el adhesivo de la base está compuesto de cola natural y de revestimiento
de resina sintética.
Borde de resina natural
7
4
2
1
3.3 Adhesivo de resina sintética
El adhesivo básico y uno o mas adhesivos de revestimiento están compuestos
de resina sintética, produciendo una adherencia muy firme del grano abrasivo
sobre la esencia. La utilización de tipos
diferentes de resina en cámaras individuales puede producir adherencias bastante ríjidas y al mismo tiempo flexibles.
Su aplicación es principalemnte en abrasivos operados por máquinas.
Borde de pura resina natural
7
4
2
1
Capa efectiva
7
6
4
5
1
4. Aditivos
Aditivos adecuados pueden afectar profundamente las propiedades de los abrasivos. Un ejemplo típico es el revestimiento activo.
Esencia (substancia)
Mezcla básica de cola natural
Mezcla de revestimiento de cola natural
Mezcla de revestimento de resina natural
Mezcla básica de resina natural
Revestimiento
Grano abrasivo
EWL-S015/G
1
2
3
4
5
6
7
145
4.1 Revestimiento activo
Los revestimientos activos se encuentran
en abrasivos con adhesivos sintéticos. La
superficie de lijado se encuentra aquí recubierta con estearato de cálcio. Esta cobertura, semejante a una cera, evita la
acumulación de polvo, especialmente de
partículas de tinta sobre la superficie del
122-159(H-L)_esp Page 146 Tuesday, January 29, 2002 2:40 PM
146
Juego de Piezas de Sujeción
abrasivo. Como resultado, el abrasivo no
se quedará obstruído, asegurando una
mayor vida útil, en algunos casos hasta 4
veces superior a la de los abrasivos sin
este revestimiento.
Juego de Piezas de Sujeción
Befestigungssatz
Jeu de fixation
Jogo de fixação
Set of fixtures
Para emplear la herramienta eléctrica en
forma fija existen juegos de sujeción que
incluyen las piezas de fijación, inserción y
de unión por tornillo necesarias para este
tipo de funcionamiento, como p. ej. la fijación de:
Sierras circulares a mesas de aserrar
Taladros al soporte de taladrar
Sierras de calar a mesas de aserrar
Cepillo portátil al dispositivo de cepillar y
regruesar
Amoladoras angulares al soporte de tronzar
Juego de Sujeción
Spannsatz
Etrier de blocage
Conjunto de fixação
Clamping set
Accesorio que viene con la mesa de aserrar universal para fijar la sierra circular
cuando se realizan trabajos fijos.
Juegos de Escobillas
(ver Escobillas de carbón)
Kohle, -bürste, Bürstenhalter
Jeux de charbons
Carvões, escovas de carvão, portaescovas
Carbon brush holder
122-159(H-L)_esp Page 147 Tuesday, January 29, 2002 2:40 PM
Kilovatio Hora [kh]
Kilovatio [kW]
(ver Potencia útil)
Kilowatt [kW]
Kilowatt [kW]
Kilowatt [kW]
Kilowatt [kW]
La potencia de un aparato eléctrico se
calcula por la siguiente fórmula
Pvatios = Uvolios x lamperios
La unidad de medida de la potencia es el
vatio (W). Lo anteriormente expuesto sólo
es válido para corriente continua. En el
caso de corriente alterna monofásica y
trifásica, la unidad de medida es el voltioamperio (VA). En las herramientas eléctricas de corriente alterna la diferencia
entre VA y W es tan reducida que se mide generalmente en vatios:
Fracciones decimales del vatio:
-9
^ nW
Nanovatio = 1 x 10 W =
-6
^ µW
Microvatio = 1 x 10 W =
Milivatio
-3
^ mW
= 1 x 10 W =
Múltiplos del vatio:
3
^ kW
= 1 x 10 W =
6
^ MW
Megavatio = 1 x 10 W =
Kilovatio
Kilovatio Hora [kh]
Kilowattstunde
Kilowatt-heure [kWh]
Kilowatt-hora [kWh]
Kilowatt hour [kWh]
Es la unidad de medida usual empleada
por las compañías de electricidad para
computar el consumo de energía eléctrica.
1 kWh significa que el consumidor ha
extraído de la red 1000 W (1 kW) durante
una hora.
147
122-159(H-L)_esp Page 148 Tuesday, January 29, 2002 2:40 PM
148
Lado de Accionamiento
Lado de Accionamiento
¡Atención! Las láminas con ranura para
encastre de bolas no deben introducirse
en los alojamientos con anillo elástico,
porque cuando el anillo elástico se expande dentro de la ranura, no se puede
extraer la lámina.
Antriebsseite
Côté d´entraînement
Lado do acionamento
Drive side
Se denomina lado de accionamiento al
lado donde se encuentra el dispositivo de
fijación de los accesorios.
Lámina, Alojamiento de la
Lámina, Tipos de
(ver también Lámina de
destornillador)
Klingenaufnahme
Porte-embouts
Soquete de encaixe
Blade socket
Klingenarten
Types d´embout de vissage
Tipos de bits
Blade types
Es el extremo de inserción en el husillo
de accionamiento de la herramienta eléctrica que sirve para la inserción directa de
las láminas de desatornillador. Algunos
taladros disponen además del alojamiento del portabrocas, de una toma de 1/4"
para láminas.
El término más usado para designar la lámina de destornillador es bit.
Tipos de láminas
De hendidura
hexagonal
Existen dos tipos de alojamiento para láminas muy extendidas:
1. Con encastre de bolas, para láminas
largas
2. Con anillo elástico, para láminas cortas
Hexagonal
Pozidrive/
Torx
Alojamiento de la lámina
Com anillo elástico
Depresión para el anillo elástico
EWL-K009/G
Ranura en cruz
Se emplean fundamentalmente con toma
hexagonal de 1/4", y en ciertos tipos de
herramientas industriales con toma de 7/
16" o 3 mm. Lo que decide su eficacia es
la elección correcta del espesor (E) y anchura (L) de acuerdo con la ranura del
tornillo.
Ebrague de esferas
EWL-K010/G
Depresión para el embrague de esferas
Lámina de Atornillador
Schrauberbits
Embout
Bits de parafusadeiras
Screwdriver bits
122-159(H-L)_esp Page 149 Tuesday, January 29, 2002 2:40 PM
Lámina de Destornillador
El accesorio de las atornilladoras se llama lámina o bit. Sus formas se adecuan
a los tipos de tornillos disponibles. La calidad y el campo de aplicación de las láminas están determinados por la forma,
el material de que están hechas y el método de fabricación. Las denominaciones
de las láminas BOSCH representan las
características correspondientes.
1. Propiedad del material
1.1 Extra duras
La dureza de la lámina determina, en
gran parte, la vida útil y la utilidad práctica, especialmente su resistencia al uso.
La calidad extra dura se recomienda para
condiciones de atornillado "suaves". Las
láminas de destornillador extra dura pueden absorber un aumento de par de
apriete continuo en condiciones de atornillado "suaves". Esta láminas tienen una
larga vida útil y desgaste mínimo.
1.2 BOSCH-ISO-TEMP
En este caso se han combinado las ventajas de las láminas duras (poco desgaste) y gran elasticidad. Estas láminas se
pueden usar en tipos de unión atornillada
suaves y en "difíciles", con aumento súbito del par de apriete. La estructura resistente y la capacidad de torsión permiten
sobrepasar el punto de quiebra en operaciones de corta duración. Esto evita que
se rompan y garantiza una vida útil, más
larga que la de las láminas standard
1.2 BOSCH-IMPACT
Las láminas denominadas IMPACT se
crearon especialmente para las atornilladoras de impacto convencionales y a batería. Su formato especial permite absorber el impacto de los valores de pico del
par de apriete. Una técnica de endurecimiento especial permite que dure diez veces más que una lámina convencional en
las mismas condiciones de operación
2. Proceso de fabricación
Además de sus propiedades intrínsecas,
la calidad de una lámina también depende de la forma en que se fabrica.
149
2.1 Lámina fresada
La forma de la lámina se fresa a partir de
un bloque sólido, en consecuencia se
produce una discontinuidad en la estructura del material. Es por este motivo que
las extremidades procesadas son puntiagudas y sujetas a quiebras. Sin embargo
este procedimiento es más económico.
2.2 Lámina forjada
Durante el proceso de forja se modela un
pedazo de metal para formar el perfil de
una punta por acción del calor y la presión. De esta forma no se interrumpen la
textura ni la estructura, sino se "remodelan". A pesar de que el proceso de fabricación es más complejo y más caro, las
ventajas que se obtienen (gran estabilidad y vida útil más larga) compensan ampliamente los costos de producción.
Lámina de Destornillador
(ver también Lámina,
alojamiento de; Lámina, tipos
de; Tipos de unión)
Schraubendreherklinge
Embouts de vissage
Pontas de parafusadeira
Screwdriver blade
El perfil de la lámina debe corresponder
exactamente a la forma de arrastre de la
cabeza del tornillo. Las láminas rectas
deben quedar bien ajustadas sin que la
lámina haga ningún juego y sin que se
caiga aunque no esté imantada. Únicamente así, se puede realizar un buen trabajo sin que la lámina se resbale, y además conseguir una larga duración sin dañar la cabeza del tornillo. La dureza de la
lámina debe corresponder al tipo de
unión. Si ésta es blanda y con un par de
apriete de incremento continuo, debe emplearse una lámina dura. Una unión rígida con un par de giro de incremento repentino precisa láminas blandas y tenaces. En estos casos se aconsejan las
láminas fabricadas según procedimiento
Iso-Temp.
122-159(H-L)_esp Page 150 Tuesday, January 29, 2002 2:40 PM
150
Lámina de Destornillador Doble
Lanza para los Bajos del
Coche
Láminas de desatornillar
Hendidura
Unterbodenlanze
Lance pour le nettoyage de chassis
Bico-lança especial
Undercarriage lance
Pozidriv /
Philips
Torx
EWL-S017/G
Hexagonal
(Allen)
interna/
externa
Lanza de Proyección de
Espuma
Schaumsprüheinrichtung
Dispositif de pulvérisation d´agents
mousseux
Acessório para aspersão de espuma
Foam spraying attachment
Lámina de Destornillador
Doble
Doppelklinge
Double embout de vissage
Ponta dupla
Double bit
Accesorio empleado en limpiadoras de alta presión para adicionar agentes de limpieza y de tratamiento al chorro de agua.
Lámina de destornillador para emplear
con portabrocas. En cada extremo se encuentra una lámina, usualmente una para
cada ranura recta y otra para ranura en
cruz.
Lámina de desatornillar doble
A
B
EWL-D007/G
C
A Hendidura en cruz
B Hendidura longitudinal
C Hendidura en cruz y longitudinal
Es una boquilla de limpieza para limpiadoras de alta presión, que por su forma,
permite limpiar las partes de difícil acceso
como los bajos de un coche, interiores de
guardabarros, etc.
Láser
Laser
Laser
Laser
Laser
La ventaja del rayo láser sobre el rayo de
luz convencional es que el primero sólo se
abre (expande) un poco y posee una densidad luminosa (concentración de luz) muy
grande. Los rayos láser se pueden generar cuando ciertos cristales son atravesados por energía eléctrica (láser de estado
sólido, láser de semiconductores - diodos
a láser) o en algunos gases (láser de gas
helio, neón, CO2). Según el tipo de construcción el rayo láser puede ser visible (generalmente rojo) o invisible. Debido al alto
índice de radiación nunca se debe mirar
directamente para un rayo láser. Los rayos
láser se pueden clasificar en categorías
distintas dependiendo de su potencia. Las
herramientas de medición normalmente
usan láser de la clase 2, que no requiere
medidas especiales de seguridad.
122-159(H-L)_esp Page 151 Tuesday, January 29, 2002 2:40 PM
Láser de Construcción
Láser de Construcción
Láser
2
Fuente de energía
Medio del láser (gas noble, cristal)
Reflector total
Reflector parcial
Haz de láser
Lente
Baulaser
Laser de chantier
Laser de construção
Laser
3
Los rayos láser se emplean en una enorme
variedad de trabajos de nivelación, especialmente en la construcción civil. El láser
proyecta un haz de luz muy concentrado
que se visualiza como un punto rojo en el
sitio hacia el cual se apunta la herramienta.
Se puede dirigir manualmente el haz de luz
por medio de un nivelador de burbuja muy
preciso, o manualmente, por medio de
sensores que responden a cambios de
gravedad. Los ajustes necesarios permiten
que el láser se use como una herramienta
estática para la proyección de un punto
único, o móvil, para trazar una línea.
Láser de construcción
(sugestiones de aplicación)
EWL-B003/G
1
2
3
4
5
6
1
EWL-L003/G
6 5 4
151
122-159(H-L)_esp Page 152 Tuesday, January 29, 2002 2:40 PM
152
Láser Telémetro
Láser Telémetro
LED
(Diodo emisor de luz)
Laser-Entfernungsmesser
Laser télémetric
Telêmetro a laser
Laser rangefinder
El principio del funcionamiento de los telémetros a láser es el siguiente:
Primero el láser se orienta hacia el blanco. El proceso de medición comienza
cuando se envía un pulso de láser en dirección al blanco. El rayo es reflejado por
el blanco y recibido por un medidor
(fotocélula) localizado en el telémetro.
Como la velocidad de la luz emitida por el
rayo láser es constante el intervalo de
tiempo entre la emisión y la recepción del
pulso se puede usar para calcular la distancia a que se encuentra el blanco. En la
práctica el proceso de medición consiste
no en uno sino en una serie de pulsos cuyo valor medio está indicado en un panel
digital. El requisito previo para una medición correcta es tener una línea de visión
ininterrumpida entre el telémetro y el
blanco.
La lluvia, la neblina, el humo y la incidencia de la luz solar intensa sobre el telémetro o sobre el blanco, pueden afectar
la precisión del proceso.
Además de medir distancias y longitudes
el telémetro puede realizar mediciones
múltiples (largura, anchura, altura) y, gracias a un procesador embutido en el aparato, calcular el área y el volumen. El telémetro a láser BOSCH puede calcular una
tercera longitud sobre la base de dos medidas lineales (aplicando el teorema de
Pitágoras).
EWL-L004/G
Láser telémetro
LED
DEL
LED
LED
Una parte del material semiconductor de
los diodos emisores de luz es excitada
eléctricamente para que emita rayos de
luz (visible; infrarroja). Según la sustancia
agregada al material semiconductor, éste
puede emitir luz de prácticamente cualquier color. Debido a su resistencia, bajo
consumo y confiabilidad, los LEDs se
usan en paneles.
Lijado Fino
Feinschliff
Ponçage fin de finition
Polimento
Fine sanding
Lijado superficial de capas de pintura antiguas con tela de esmeril, que evita el
engorroso lijado a mano.
Lijadora de Banda
Bandschleifer
Ponceuse à bandes
Lixadeira de cinta
Belt sander
Herramienta eléctrica destinada a lijar
preferentemente superficies de diferentes
materiales. Las lijadoras de banda disponen de una banda lijadora circulante sin
fin, y pueden tener varias velocidades de
banda. Se caracterizan por su elevado
rendimiento en arranque de material y
por las marcas paralelas que dejan las
estrías de lijado. Sirve para realizar trabajos de lijado de grandes superficies en
pinturas, emplastecidos, materiales sintéticos, madera, metales y también en piedra. La aspiración de polvo integrada es
obligatoria y ecológica. El mando electrónico incorporado permite seleccionar velocidades de banda entre 250 y 450 m/min.
122-159(H-L)_esp Page 153 Tuesday, January 29, 2002 2:40 PM
Lijadora Excéntricas
Lijadora Delta
EWL-D001/G
la placa de grafito con apoyo de corcho
permite trabajos de lijado muy finos. Las
lijadoras de banda para el aficionado
pueden fijarse sin dificultad para su empleo estacionario con una prensa de tornillo. Las lijadoras de banda de uso industrial pueden ser fijas al montarlas sobre un bastidor. La potencia del motor de
las lijadoras de banda varía entre 550 W
y 1200 W.
153
Lijadora de banda
Lijadora Excéntricas
Exzenterschleifer
Ponceuse excentrique
Lixadeira excêntrica
Random orbit sander
4
2
1
2
3
4
5
Polea guía
5
Polea de accionamiento 1
Dispositivo de fijación
Carcasa
Banda de lija y área de trabajo
EWL-B002/G
3
Lijadora Delta
Delta-Schleifer
Ponceuse Delta
Lixadeira Delta
Corner/Detail sander
La lijadora Delta o triangular es una lijadora oscilante cuya base de lija tiene formato triangular. Los tres lados de la base
de la lija tienen una curvatura convexa
formando la letra griega "Delta". Esta lijadora ha sido proyectada para poder trabajar aristas vivas y a lo largo de bordes
rectos y curvos. Se pueden lijar superficies de difícil acceso como por ejemplo
las láminas de las cortinas metálicas
usando los prolongadores de la base de
la lija.
Empleada para el lijado fino de superficies
en diversos materiales como madera, metal,
vidrio y materiales sintéticos. El plato lijador,
generalmente circular, va montado de forma
excéntrica sobre el eje de accionamiento y
se mueve libremente en sentido paralelo a la
superficie de trabajo, pero de manera forzada respecto a su eje de rotación.
El arrastre forzado aumenta considerablemente el rendimiento de arranque del
material lo que permite realizar también
trabajos de lijado. Con aspiración de polvo integrada, mando electrónico regulable y arranque suave adicional, sus posibilidades de aplicación son múltiples.
En el programa de herramientas industriales neumáticas se dispone de series
completas de máquinas accionadas por
aire comprimido.
122-159(H-L)_esp Page 154 Tuesday, January 29, 2002 2:40 PM
Lijadora de Hormigón
Lijadora excéntrica
Amoladora
1
2
3
4
EWLE010/G
1 Manguera
de aspiración
2 Motor de
accionamiento
3 Mango
4 Tapa de protección cerrada
Diagrama del movimiento del grano abrasivo
sobre la superficie de la pieza trabajada
Lijadora de Hormigón
Betonschleifer
Ponceuse à béton
Lixadeira para concreto
Concrete grinder
Las lijadoras para concreto forman parte
de la familia de las lijadoras angulares
para trabajar con piedras. Están proyectadas para retirar rebordes y cepillar superficies de concreto, retirar irregularidades y nivelar además de retirar restos de
pintura. La superficie diamantada del disco de lijar se usa para lijar al tope. Viene
con un aspirador de polvo, lo que permite
realizar un trabajo más limpio.
EWL-B005/G
154
Lijadora en Húmedo
(ver también Amoladoras)
Naßschleifer
Ponceuse, polisseuse et meuleuse à eau
Politrizes
Wet grinder
Es una especie de ejecución especial de
la conocida amoladora angular. Ha sido
concebida para el uso profesional en trabajos de lijado y tronzado de piedras. En
la parte inferior de la carcasa se introduce
a través un racor para manguera de 3/8"
agua como lubrificante que sale por el husillo de accionamiento de forma concéntrica, causando un efecto acuaplaning entre la muela y la superficie tratada. El empleo de bridas autocentradoras elásticas
permite montar vasos lijadores.
Las lijadoras en húmedo van equipadas
con enchufes CEE y deben operarse solamente con transformadores de separación. Tanto la máquina como el transformador de separación llevan cada cual un
aislamiento de protección, debiéndose
considerar que:
Una lijadora en húmedo precisa un transformador de separación.
¡A la salida secundaria del transformador
de separación no debe conectarse ningún
cable de prolongación, tampoco se puede
realizar ningún empalme o distribución!
122-159(H-L)_esp Page 155 Tuesday, January 29, 2002 2:40 PM
Lijadora Triangular
Es preferible usar la lijadora en húmedo
con tensión de servicio de 110 V en vez
de 220 V. Existen transformadores de separación y lijadoras en húmedo para ambas tensiones de trabajo.
155
Lijadora orbital
Lijadora Minibanda
Vario-Schleifer
Ponceuse à ruban
Mini-lixadeira de cinta
Compact belt sander
3
2
1
1 Placa orbital (placa lijadora)
2 Motor de accionamiento
3 Bolsa recolectora de polvo
EWL-S026/G
La lijadora minibanda ha sido proyectada
para lijar pequeñas superficies con alto índice de remoción. Se pueden lijar cantos
al ras, por ej. a lo largo de ranuras estrechas. Esta máquina pertenece a la familia
de las lijadoras de banda, pero, debido a
su pequeña área de lijado, es más versátil.
Lijadora Orbital
lijadora, generalmente rectangular, de oscilación paralela a la superficie de trabajo.
Con cerca de 6.000 hasta 25.000 oscilaciones/ min y un diámetro de oscilación
de hasta 5mm se garantiza un trabajo rápido, con un buena terminación. Como
producto abrasivo se emplea papel de lija
o tela de esmeril fijado a la placa lijadora.
La aspiración de polvo integrada permite
realizar un trabajo ecológico. El mando
electrónico incorporado permite adecuar
la frecuencia de oscilación al material.
Se aplica para trabajos de lijado previo y
de acabado en maderas duras y blandas,
lacas y emplastecidos con papel de lija o
tela de esmeril normales con distribución
densa del abrasivo.
Para el lijado previo de maderas blandas y
muy resinosas se recomienda emplear papel de lija con distribución abierta del abrasivo, para la eliminación de pinturas y en
trabajos de lijado previo se aconsejan hojas lijadoras con abrasivo de metal duro
(HM) fijado sobre una lámina metálica.
Schwingschleifer
Ponceuse vibrante
Lixadeira oscilante
Finishing sander
Lijadora Triangular
(ver Lijadora Delta)
Herramienta eléctrica usada preferentemente para el lijado fino de superficies de
diferentes materiales. Dispone de una placa
Dreieckschleifer
Ponceuse triangulaire
Lixadeira triangular
Triangular sander
Lijadora minibanda
Lijar sobre la mesa
EWL-V002/G
Lijar a mano
122-159(H-L)_esp Page 156 Tuesday, January 29, 2002 2:40 PM
156
Lima
Lima
Limitación de la Corriente
de Arranque
(ver Tipos de control
electrónico)
Feile
Lime
Lima
File
Herramienta manual o eléctrica usada para
desbastar la superficie de varios tipos de
materiales. Las limas son herramientas que
sacan virutas. Sobre la base de la lima se
pueden fijar varios tipos de cortadores de
forma y cantidad adecuados a la finalidad a
que se destinan. Las limas que se usan para desbastar la madera de forma rústica
también se denominan escofinas.
Si los cortadores están dispuestos sobre
una base cilíndrica se denominan "lijas
rotativas" y se usan como puntas en limas rectas.
Lima
A
B
A Lima
B Escofina
C Limas rotativas
EWL-F005/G
C
Sanftanlauf
Démarrage progressif
Limitação da corrente de partida
Smooth starting
Limitación del Par de Giro
Drehmomentbegrenzung
Limitation du couple
Limitação de torque
Torque limitation
Se necesita cada vez que un par de reacción negativo represente un peligro para
el usuario. En los taladros de percusión y
los martillos perforadores se utilizan preferentemente embragues de desacoplamiento mecánicos como limitación del
par. Una limitación de par electrónica
desconecta la máquina de inmediato,
prácticamente libre de retroceso. El Torque-Control es igualmente una desconexión electrónica del par de giro para no
sobrecargar las uniones atornilladas o
pasar de rosca a los tornillos.
Las atornilladoras de desconexión de alta
frecuencia están dotadas de un embrague de ajuste mecánico para limitar el
par. Las atornilladoras neumáticas en su
ejecución "kick-out" se desconectan a su
vez sin retroceso al alcanzar el par de giro preajustado.
Limpiadora de Alta Presión
Limadora
Feilmaschine
Lime
Retificadeira
Shaper
Herramienta eléctrica para trabajar el material por arranque de viruta. El accesorio
de varios filos realiza un movimiento alternativo rectilíneo o pendular.
Hochdruckreiniger
Nettoyeur haute pression
Lavadora de alta pressão
High-pressure cleaner
Es una bomba que utiliza agua, generalmente de la red de agua pública, y que la
expele con una presión incrementada.
Esta elevada presión permite realizar
múltiples tareas de limpieza con un consumo reducido de agua.
122-159(H-L)_esp Page 157 Tuesday, January 29, 2002 2:40 PM
Llaves de Vaso
Limpiadora de alta presión
1
157
Llave fija
1 Manija para
transportar
2 Llave de seguridad
3 Manguera
de alta pressión
Llave fija
Llave fija hexagonal
6
4
EWL-H007/G
5
Llave de trinquete
4 Boquilla aspersora
5 Roedas para transportar
6 Tanque del producto
de limpieza
Llave Fija
Maulschlüssel
Clé à fourche
Chave fixa
Spanners
Llaves fijas y de boca
Herramientas manuales para apretar y
aflojar uniones atornilladas. Disponen de
una boca que se apoya en dos lados sobre una tuerca hexagonal. El par de
apriete se transmite por dos puntos de
apoyo.
Llave anular
Sujeta la tuerca hexagonal por cada una
de las seis esquinas.
Llave de tubo
Sujeta la tuerca hexagonal por cada una
de las seis superficies. Tiene la desventaja que requiere de mucho espacio porque
se debe montar desde arriba.
EWL-M004/G
Llave fija del anillo
2
3
Llave de Tubo
(ver Casquillo de encaje)
Schraubendreheraufnahme
Porte-embout
Porta-bit
Bit holder
Llaves de Raso
(ver Llave de vaso)
Stecknuß
Douilles
Catraca
Socket nut
Llaves de Vaso
Steckschlüssel
Clé à douille
Chave de catraca
Socket wrench
Envuelven la cabeza de los tornillos o las
tuercas en toda la superficie de su contorno exterior. Las llaves de vaso para herramientas eléctricas, y en especial para
las atornilladoras de impacto, deben ser
de material de alta calidad. Las llaves de
chicharra manuales no son adecuadas
para las atornilladoras de impacto rotativas.
122-159(H-L)_esp Page 158 Tuesday, January 29, 2002 2:40 PM
Longitud de Cable
Llaves de vaso
Longitud de trabajo
3
4
EWL-S047/G
1
Longitud de Cable
Kabellänge
Longueur du cable
Comprimento do cabo
Cable length
Es la longitud extendida del cable de alimentación desde la parte frontal del enchufe hasta el punto de entrada en la empuñadura o carcasa de la máquina (DIN
VDE 0740 parte 1000 "Herramientas
eléctricas portátiles, conceptos").
Longitud de la Espada
(ver Sierra de cadena)
Schwertlänge
Longeur de guide
Comprimento da espada
Sword length
Longitud de Trabajo
Arbeitslänge
Longueur de travail
Comprimento de trabalho
Working length
Concepto con diferentes acepciones. Los
útiles para taladrar tienen una longitud total en la que parte de ella sirve para fijación del útil.
1
2
3
4
5
5
2
Diámetro de la broca
Diámetro del vástago
Longitud total
Longitud de trabajo
Longitud del vástago
EWL-A016/G
158
La longitud del trabajo es la longitud útil.
122-159(H-L)_esp Page 159 Tuesday, January 29, 2002 2:40 PM
Como todo comenzó
159
Como todo comenzó
Trabajando con la herramientas eléctricas Bosch
En los trabajos de artesanía, en las líneas de producción y en la fábricas de herramientas.
Las herramientas eléctricas Bosch son tan versátiles como exige su campo de aplicación
Tres herramientas universales en el mismo
lugar de trabajo: esto ahorra tiempo
La amoladora Bosch : amolando moldes
prensados internamente con 50.000 pasajes.
Recortar el revestimiento del radiador con
la tijera Bosch : trabajo rápido y limpio
Montaje de una pieza en la placa de apoyo
: sin problemas con las herramientas eléctricas Bosch.
Taladro y herramienta eléctrica Bosch : dos
operaciones al mismo tiempo
El taladro Bosch en al línea de montaje:
nace una bocina Bosch.
160-209(M-Q)_esp Page 160 Tuesday, January 29, 2002 2:48 PM
160
Machos de Roscar
Machos de Roscar
Machos de roscar
Gewindebohrer
Tarauds
Macho de abrir roscas
Tap
2
Ø taladro para roscar =
Ø de la rosca x 0,8
1
Para roscas talladas con brocas especiales (denominadas machos de roscar de
rosca completa) se puede usar la fórmula:
Ø taladro para roscar =
diámetro nominal de la rosca - paso de
la rosca
1
2
3
EWL-G013/G
Formatos de brocas para fijar machos
1 Formato normal para orificios pasantes
2 Formato especial para orificios pasantes
3 Formato especial para orificios ciegos
1 Diámetro del orificio del macho
2 Diametro de la rosca
3 Machos de roscar
EWL-G014/G
3
Son accesorios adaptables utilizados para tallar roscas en metales o materiales
sintéticos. Los machos comunes de roscar (a mano) no son adecuados para estos casos, debiendo sustituirse por los de
máquina con ranura espiral. El diámetro
del taladro para roscar se determina con
la siguiente fórmula:
Madera
Hölzer
Bois
Madeira
Wood
La madera es un producto natural extraído de los árboles. Hay tantos tipos de
madera como de especies de árboles. La
madera es uno de los primeros materiales usados por el hombre para realizar
construcciones. La clasificación de su
aplicación se basa en el grupo de árboles
(madera de coníferas) o en las propiedades (madera leve, "blanda", medio pesada y madera "dura", pesada).
Como todo producto natural, la madera
tiene una estructura y una textura que deben ser llevadas en cuenta durante el
procesamiento y la producción de piezas
de construcción (sentido de las vetas,
madera de cerne o de alburno). Los residuos del procesamiento de la madera
pueden ser reciclados (en la fabricación
de placas de aglomerados o en la industria de derivados de la celulosa) pero
también pueden presentar riesgos a la
salud humana y al medio ambiente (polvos y resinas de varios tipos de madera
dura y árboles tropicales). Algunas maderas nobles se explotan de manera des-
160-209(M-Q)_esp Page 161 Tuesday, January 29, 2002 2:48 PM
Mandril de Machos de Roscar
Maletín de Transporte
Tragkasten
Coffret
Maleta de transporte
Carrying case
Permite guardar y transportar la herramienta eléctrica de forma segura, además de los útiles adaptables de uso frecuente. Los maletines generalmente se
fabrican en chapa de acero o material
sintético y rara vez en madera
Mando Electrónico
(ver Tipos de controles
electrónicos/Sistemas
electrónicos de mando)
Steuerelektronik
Variateur électronique
Eletrônica de controle
Control electronics
Mandril para Brocas
Bohrhalter
Porte-outil
Porta-brocas
Drill bit holder
Vástago de inserción para coronas perforadoras y coronas perforadoras huecas para
martillos con eje estriado pequeño y grande.
Mandril para Brocas SDSPlus
SDS-plus-Bohrhalter
Porte-outil SDS-plus
Porta-brocas SDS-plus
Drill bit holder SDS-plus
Adaptador con alojamiento SDS-plus en
la cabeza y vástago para eje estriado
grande o pequeño en el lado opuesto.
Las ejecuciones especiales tienen vástagos de inserción para diversos mecanismos de activación de otros fabricantes.
Mandril Cónico
Kegeldorn
Broche conique
Haste adaptadora para mandril
Taper mandrel
Pieza intermedia de adaptación para emplear portabrocas en taladros con alojamiento cónico.
Ejemplo: Mandril cónico con rosca de 5/
8'' (conexión de portabrocas) --> cono exterior MK2 para insertar en el taladro.
Mandril cónico
1
2
1 Cono externo
2 Cono externo para mandril
EWL-K003/G
controlada, lo que puede llegar a transformar regiones enteras en desiertos y modificar el clima del lugar. Esta
aumentando el uso de maderas alternativas (deforestación), con propiedades similares a las de maderas nobles tropicales y de cultivo más fácil.
161
Mandril de Machos de Roscar
(ver Portabrocas, tipos de)
Gewindebohrfutter
Mandrin de taraudage
Mandril para machos de abrir roscas
Thread chuck
Las roscadoras normalmente usan el portabrocas de mordaza doble.
160-209(M-Q)_esp Page 162 Tuesday, January 29, 2002 2:48 PM
162
Mandril Pendular
con el tope de profundidad (orificios ciegos). En estos casos se absorbe el movimiento de inclinación al activarse el tope.
En caso de necesidad puede efectuarse una
unión rígida a través de un anillo de ajuste.
Mandril de machos de roscar
Mandril con mordaza doble
Mandril pendular
Ejemplo del macho de roscar
A
2
3
1 Roscadora con vástago cuadrado
2 Mandril con mordaza doble
3 Llave de mandril
EWL-G015/G
1
B
Mandril Pendular
Pendelfutter
Mandrin articulé pour le taraudage
Mandril móvel
Self-aligning chuck
Se emplea principalmente en roscadoras.
El cuerpo del mandril queda fijado de manera articulada al vástago de unión de la
máquina. Un resorte lo mantiene en posición axial, aunque cede a los esfuerzos
laterales. El mandril pendular absorbe las
irregularidades que surgen al trabajar a
pulso, siendo importante al tallar roscas
C
A
Posición correcta de la máquina
B + C Máquina se inclina hacia un lado,
el mandril compensa la inclinación
EWL-P001/G
Son portabrocas especiales para sujetar
vástagos de sección cuadrada, como es
el caso de machos de roscar. Las mordazas se aprietan exteriormente al igual que
en el portabrocas de corona dentada, pero con una llave de cuadradillo y husillo
con rosca de sentido opuesto. Los portabrocas de mordaza doble disponen frecuentemente de una suspensión cardan
a fin de compensar las desalineaciones
debidas al guiado manual.
En las herramientas industriales existen útiles insertables pensados para colocar de
forma rígida machos de roscar en el portabrocas de cambio rápido. El alojamiento
exterior corresponde a un vástago hexagonal de 7/16", mientras que el taladro interior
está destinado para vástagos de machos
de roscar de M5, M6, M8 y 1/4".
Manejo, Información de
Bedienungsinformation
Information relative à l´utilisation
Instruções de uso
Instructions for use
Frecuentemente existe un información de
manejo fijada en lugar bien visible en la
carcasa de la herramienta eléctrica en forma de plaquita autoadhesiva o pictograma. Contiene informaciones someras sobre las principales características técnicas.
Manejo, Instrucciones de
Bedienungsanleitung
Notice d´instruction de service
Instruções de operação
Operating instructions
160-209(M-Q)_esp Page 163 Tuesday, January 29, 2002 2:48 PM
163
Martillo
Se adjuntan con la herramienta y contienen información abreviada sobre las
prescripciones de seguridad a considerar
y las características técnicas. Por medio
de dibujos simplificados y el texto aclaratorio de fácil comprensión, se muestra el
manejo y la aplicación del aparato. Consejos prácticos, ejemplos de aplicación y
sugerencias para simplificar el trabajo
completan estas instrucciones. Por razones de costos se realizan las instrucciones en varios idiomas. Los dibujos en
sección con representación en la perspectiva aclaran el montaje y sustituyen
frecuentemente las listas de piezas de repuesto.
tinta vieja y óxido de superficies duras.
Normalmente los martillos perforadores y
los taladros percutores, que son herramientas eléctricas leves, traen como accesorio la martilleta de agujas. A través
de un mecanismo de impacto de la máquina, se proyecta hacia adelante un haz
de agujas de acero macizo que retira material. Este elevado número de agujas se
puede ajustar a la estructura de la superficie del material trabajado.
Martilleta de
agujas acoplada al
taladro de percusión
3
2
Manguera de Alta Presión
Hochdruckschlauch
Flexible haute pression
Mangueira para alta pressão
High-pressure hose
En las limpiadoras de alta presión no deben emplearse mangueras de agua normales en el lado de salida. Deben emplearse aquí mangueras de alta presión
correspondientemente marcadas, por
ejemplo 120 bar, 65 °C.
1
Martilleta limpiando azulejos
1 2
3
Manometer
Manomètre
Manômetro
Manometer
Medidor de presión. En las limpiadoras
de alta presión, el manómetro incorporado indica la presión de la bomba.
Martilleta de Agujas
Nadel-Abklopfer
Burineur à aiguilles
Desencrustador de agulhas
Needle descaler
Este accesorio se usa para desoxidar vigas de hierro utilizadas en la construcción para picar superficies, para retirar
1 Agujas
2 Accesorio para agujas
3 Accionamiento por medio del latadro
Martillo
(ver Martillo rotativo, Martillo
perforador)
Hammer
Marteau
Martelete
Hammer
EWL-N001/G
Manómetro
160-209(M-Q)_esp Page 164 Tuesday, January 29, 2002 2:48 PM
164
Martillo con Aspirador
Martillo con Aspirador
Martillo de Construcción
Absaughammer
Perforateur à aspiration intégrée des
poussières
Martelete com aspirador
Dust extraction hammer
Bauhammer
Marteau de chantier
Martelo de construção
Construction hammer
Es un martillo rotativo con un ventiladoraspirador de polvo integrado. El polvo
producido durante la perforación, se aspira por medio de un dispositivo especial,
directamente de la entrada del orificio o si
no, es aspirado de la base del orificio por
una barrena hueca especial y enviado a
la bolsa recolectora de polvo de la máquina.
Eso permite:
1. perforar sin levantar polvo, lo que
protege tanto al operador como el lugar de trabajo,
2. orificios sin polvo, que es un requisito
para la utilización de tarugos autoadhesivos,
3. perforación que avanza mejor debido a que no hay amortiguación de los
impactos en la base del orificio y
4. aumento de la vida útil de la barrena
porque se evita el desgaste de las láminas por la falta de fricción con el
polvo del material perforado.
Martillo con aspirador
2
1
4
EWL-A004/G
5
Martillo perforador rotatorio
Soplador-aspiradora
Dispositivo para aspirar polvo
Manguera de la aspiradora
Bolsa para el polvo
Martillo de Percusión
(ver Martillo de impacto)
Meißelhammer
Marteau piqueur
Martelete rompedor
Chipping hammer
Martillo de Percusión
(ver también Martillo picador o
de demolición)
Schlaghammer
Marteaux piqueurs
Martelo de impacto
Percussion hammer
Empleado para cincelar y arrancar hormigón, cementaciones y firmes de calles,
para apisonar, abujardar y compactar piezas de construcción. Dispone de un mecanismo percutor incorporado. La energía del impacto es independiente de la
fuerza de empuje.
La fuerza del impacto puede adaptarse al
tipo de material por un mando electrónico.
3
1
2
3
4
5
Expresión popular más común de un aparato de construcción de accionamiento
eléctrico, rotativo-percutor, sin diferenciar si se trata de un martillo perforador,
martillo picador o martillo de demolición.
Los martillos picadores y de demolición
accionados por aire comprimido se denominan frecuentemente martillos neumáticos.
160-209(M-Q)_esp Page 165 Tuesday, January 29, 2002 2:48 PM
Matillo Perforador
165
Martillo Perforador
Martillo de percusión
(sin rotación)
Clase 5 kg
Bohrhammer
Marteau-pérforateur
Martelete perfurador
Rotary hammer
R
ME
AM
HH
SC
BO
EWL-S008/G
Clase 10 kg
Herramienta eléctrica con accesorios giratorios para taladrar en mampostería,
hormigón, piedra natural y artificial. Con
percutor incorporado. La energía de percusión es independiente de la fuerza de
apriete. Si se desconecta el percutor,
puede emplearse como taladro, y si se
desconecta el accionamiento giratorio,
como martillo picador. La velocidad del
útil y la fuerza de percusión pueden adaptarse al tipo material.
Los martillos perforadores se dividen en
diferentes categorías de peso. Los martillos perforadores ligeros tienen pesos entre 1,8 y 3 kg, los semipesados de 4 a 5
kg y los pesados entre 6 y 12 kg.
Un motor universal acciona un mecanismo percutor electroneumático, bajo en vi-
Martillo perforador
A
H
S C ER
BOMM
HA
B
A Clase 2 kg
B Clase 5 kg
C Clase 10 kg
EWL-B022/G
C
160-209(M-Q)_esp Page 166 Tuesday, January 29, 2002 2:48 PM
166
Martillos de Arranque y Demolición
braciones, que transfiere la energía a la
columna elástica de aire obteniendo así
una energía de percusión de intensidad
constante. En los martillos perforadores
ligeros se consigue una marcha de bajas vibraciones con ruido reducido mediante un oscilador rotativo y un émbolo
ligero. Los martillos perforadores semipesados y pesados emplean el sistema biela-manivela convencional. Los martillos
percutores se emplean usualmente con
funcionamiento superpuesto de giro y
percusión. Al realizar trabajos para ranurar y cincelar puede desconectarse el
movimiento rotativo, si esto no ocurre se
desconecta automáticamente debido a la
forma especial de los vástagos en los cinceles. Esta operación se denomina detención del giro.
Para obtener solamente un movimiento
rotativo para taladrar acero, madera o
materiales sintéticos, puede desconectarse el percutor, lo que se denomina desconexión del percutor.
Martillos de Arranque y
Demolición
Abbau- oder Abbruchhammer,
Schlaghammer
Marteau piqueur et Marteau de
démolition
Martelete demolidor ou rompedor
Demolition hammer or breaker
Material
Material
Matière
Material
Material
Es un término genérico para definir el
conjunto de los insumos que se pueden
trabajar en una línea de producción.
Materiales Cerámicos –
Materiales Cerametálicos
Keramische Werkstoffe –
Metallkeramische Werkstoffe
Matièrescéramiques – Matières de
cermet
Materiais cerâmicos – materiais
metalo-cerâmicos
Ceramic materials – powder
metallurgy
Se forman y deforman de manera análoga a los metales sinterizados y adquieren
sus propiedades características por medio de un proceso de sinterizado a temperaturas superiores a los 1000 °C. Los
materiales cerámicos más conocidos se
emplean como aisladores en la técnica
de alta tensión.
Los materiales cerametálicos, también
denominados Cermets, son combinaciones de metales y masas cerámicas.
Los metales duros como WIDIA o TITANITA son materiales de polvos metálicos
o de carburos metálicos sinterizados por
calentamiento.
Materiales Compuestos
Verbundwerkstoffe
Composite materials
Materiais compostos
Los materiales compuestos están formados por dos o más tipos de materiales diferentes y unidos permanentemente por
medios adecuados. Pertenecen a tres categorías principales:
1. Compuestos por capas, por ejemplo:
madera revestida con formica o madera aglomerada, placas sándwich.
2. Compuestos por fibra, por ejemplo
plástico reforzado con fibra de vidrio.
3. Compuestos por partículas, por ejemplo, metales pulverizados o sinterizados.
160-209(M-Q)_esp Page 167 Tuesday, January 29, 2002 2:48 PM
Máximo Espesor de Corte
Magnetwerkstoffe
Materiaux magnetiques
Materiais magnéticos
Magnetic materials
Los materiales magnéticos son materiales
ferrosos o sintéticos que pueden adquirir
propiedades magnéticas en forma transitoria - "materiales levemente magnéticos"(electroimanes)- o estar permanentemente imantados (imanes permanentes).
Actualmente los materiales permanentemente imantados de alta capacidad ya no
están constituidos por un único tipo de
acero. Están asociados (generalmente
sinterizados) con una variedad de materiales. Los materiales permanentemente
imantados presentan propiedades individuales específicas según sus componentes, que pueden ser metales como
aluminio, níquel, o cobalto (Al, Ni, Co), o
cerámica. Los materiales imantados especiales de alto desempeño se obtienen
a partir de una mezcla con óxidos metálicos ferrosos raros como el lantano, el
neodimio, el samario, el escandio, y el
itrio. Debido a su elevado costo, estos
materiales magnéticos se utilizan exclusivamente para fines especiales.
Materiales Sinterizados
(Metales sinterizados)
Sinterwerkstoffe
Materiaux frittés
Materiais sinterizados
Sintered materials
Los materiales sinterizados están fabricados a partir de una mezcla de materiales
pulverizados. El contenido y proporción
de cada material (metal) determinan sus
propiedades. Los materiales sinterizados
primero se moldean a alta presión y después se "asan"(sinterizan) a temperaturas entre 800° C y 1300° C. Las propiedades de estos materiales están determinadas por su composición, y también por el
tamaño del grano, la densidad y la temperatura de fabricación. La sinterización
es un método que se usa principalmente
para producir piezas de una cierta complejidad y no pueden ser manufacturados
(o lo pueden con mucha dificultad) a partir de los procesos de corte de metal y fabricación convencionales. Como no necesita un tratamiento complementario, y
como el material puede ser "personalizado" para atender todos los requisitos, la
sinterización viene ganando terreno como un proceso industrial altamente eficiente y económico.
Matriz, Soporte de Matriz
Matrize, Matrizenhalter
Matrice, porte-outil
Matriz, porta-matriz
Die, die holder
El portaccesorios de una punzonadora se
denomina matriz y lleva un orificio de guía
para el punzón. Una escotadura transversal en la dirección del accionamiento limita
el máximo espesor de corte. En las punzonadoras grandes puede ajustarse el portamatriz al espesor del material. Las punzonadoras pequeñas pueden disponer de
una matriz autogiratoria que por medio de
presión se orienta automáticamente en la
dirección deseada.
Matriz
1
3
2
1 Soporte de matriz
2 Matriz
3 Punción
Máximo Espesor de Corte
(ver Cizalla y Punzonadora)
Schneidkapazität
Epaisseur de coupe
Capacidade de corte
Cutting capacity
EWL-M002/G
Materiales Magneticos
167
160-209(M-Q)_esp Page 168 Tuesday, January 29, 2002 2:48 PM
168
Mecanismo de 2 Velocidades
Mecanismo
de 2 Velocidades
(ver Transmisiones)
Zweiganggetriebe
Engrage de 2 vitesses
Mecanismo de duas velocidades
Two-speed transmission
Mecanismo de Percusión
con Ranura en V
(ver Llaves de impacto)
V-Nuten-Schlagwerk
Mécanisme de frappe en V
Mecanismo percutor em V
V-groove hammer system
percutores. Se refiere al movimiento hacia adelante y hacia atrás de un pistón y
un percutor dentro de un cilindro.
Entre pistón y el percutor hay un amortiguador neumático que
– transmite el movimiento del pistón
para el percutor,
– almacena la fuerza de rebote producida por el percutor al golpear el accesorio con la pieza de trabajo y, en
el siguiente movimiento hacia adelante del pistón, transmite una aceleración adicional al percutor a través de
una expansión.
La fuerza de impacto depende de la presión aplicada por el operador.
Mecanismo percutor
Mec. percutor con resorte (principio)
Mecanismo Percutor
Schlagwerk
Mécanisme de frappe
Mecanismo de percussão (impacto)
Hammer mechanism
1
2
3 4
5
Movimiento de impacto
Este término se utiliza asociado al trabajo
de los taladros percutores, los martillos
rotativos, los martillos percutores, las llaves de impacto y las grapadoras.
El mecanismo percutor de masa es un
mecanismo con arrastre en el que la presión de la operación es sustituida por el
aumento de la masa del disco de engranaje rotativo y por un resorte de presión.
El mecanismo percutor neumático se encuentra en martillos rotativos y martillos
Movimiento de regresso
1
2
3
4
5
Pistón de martillo
Cilindro del sistema de impacto
Percutor
Accionamiento excéntrico
Resorte (codo de acero)
EWL-S010/G
El mecanismo percutor con arrastre se
presenta en los taladros percutores. Un
disco de engranaje rotativo es empujado
contra un disco de engranaje fijo. Los
dientes tienen hendiduras, lo que permite
que el engranaje rotativo deslice sobre el
fijo y que los dientes se encajen entre sí
por la base después de haber pasado por
el tope. La energía de esta operación es
transmitida a la punta del taladro en forma de impacto. La fuerza del impacto depende de la presión ejercida por el operador.
El mecanismo percutor accionado por un
resorte se encuentra en los martillos eléctricos. Un eje hace vibrar a un codo de
acero y empuja el percutor hacia adelan-
160-209(M-Q)_esp Page 169 Tuesday, January 29, 2002 2:48 PM
169
Mecanismo Percutor por Compresión
te. La energía del rebote queda almacenada en el brazo del resorte y se libera en
el curso siguiente del percutor, tal como
ocurre en el mecanismo percutor neumático.
El mecanismo percutor rotativo se encuentra en las atornilladoras de impacto.
La energía de impacto no se produce lateral sino tangencialmente. Esto significa
que el mecanismo de impacto no actúa
hacia adelante sino en forma circular produciendo, a pesar de eso, el mismo efecto que el mecanismo percutor accionado
por un resorte.
El mecanismo percutor electromagnético
se encuentra en grapadoras. La masa de
impacto se desplaza por acción electromagnética. La fuerza de impacto puede
ser ajustada.
Mecanismo percutor (principio)
Operación sólo
de rotación
Operación de
rotación con impacto
Mecanismo Percutor por
Compresión
Kompressionsschlagwerk
Mecanisme de frappe à compression
Mecanismo batedor por compressão
Compression hammer mechanism
Se compone en el martillo electroneumático del sistema de excéntrica, émbolo ligero
y percutor. Estos elementos transforman un
movimiento giratorio en uno alternativo rectilíneo. En el émbolo ligero se forma una
compresión y una depresión que aceleran
el percutor. Su velocidad de impacto puede
alcanzar los 8 a 10 m/s, cediendo su energía a través del perno percutor al útil. De
esta manera se consigue perforar y cincelar
de manera más racional y con menor esfuerzo, incluso en el hormigón más duro.
Mecanismo percutor por compresión
(principio)
Con pistón (percutor)
1 2
1
3
5
7
8
2
3
4
5
6
7
8
Con pistón y cilindro del pistón
1 2
9
8
1
2
3
4
5
6
7
8
4
5
7
Pierno (para la herramienta)
Caño del mecanismo de impacto
Pistón (percutor)
Pisón de empedrador
Cámara de compresión
Cilindro del pistón
Pistón de accionamiento
Eje de la manivela
8
EWL-K012/G
EWL-S011/G
Eje de accionamiento
Masa de impacto (guiada interinam.)
Diente de control
Esferas de transmisión
Resorte
Diente de impacto
Diente de accionamiento
Eje de fuerza
Casquillo hexagonal
6
5
Con pisón de empedrador
1 2
1
2
3
4
5
6
7
8
9
3
160-209(M-Q)_esp Page 170 Tuesday, January 29, 2002 2:48 PM
170
Mecanismo Percutor de Trinquete
Mecanismo Percutor de
Trinquete
cusión, pudiéndose conseguir, dependiendo del tipo de máquina, entre 30.000
y 50.000 percusiones por minuto.
Rastenschlagwerk
Percussion mécanique de frappe à
crabots
Mecanismo de impacto de catraca
Serrated hammer mechanism
Mesa de Aserrar Universal
Es el generador del movimiento rotatorio /
percutor en el taladro de percusión. Una
de las dos partes dentadas es accionada
por el motor, mientras que la otra está
unida a la carcasa. En la posición de taladrar ambas partes están separadas, pero
en la función con movimiento rotatorio /
percutor quedan engranadas por la presión de aplicación ejercida por el usuario.
El número de dientes en la circunferencia
del disco determina la frecuencia de perMecanismo percutor de trinquete
En la posición de descanso
Mehrzwecksägetisch
Table de sciage universelle
Bancada multi-uso para serras
Multi-purpose saw bench
Se pueden fijar a ella tanto sierras circulares como sierras de calar para uso estacionario. Esta mesa permite aprovechar
casi todas las ventajas de las sierras estacionarias, como los apoyos regulables,
topes paralelos y angulares, caperuza
protectora transparente, y las placas de
protección para cortes rectos y oblicuos.
La protección contra re-encendido evita
la puesta en marcha involuntaria después
de un corte de electricidad. Se necesita
un clip de sujeción para mantener el interruptor en la posición de encendido (On).
Mesa de aserrar universal
1
2
3 4
5
Movimiento de avance:
Los trinquetes se deslizan uno sobre el otro
y mueven el husillo de trabajo para adelante
6
Husillo de trabajo (movilidad axial)
Resorte
Disco de trinquete fijo al husillo
Disco de trinquete fijo a la carcasa
de la máquina
EWL-R003/G
1
2
3
4
1
2
3
4
5
6
7
EWL-M005/G
7
Movimiento de retroceso:
Los trinquetes se deslizan sobre las puntas
y por acción de un resorte y la presión
del operador sobre la maquina vuelven
a la posición inicial
Mesa
Capa protectora con aspiradora de polvo
Guía para cortes paralelos
Mesa de la máquina
Guía angular
Interruptor de seguridad
Estructura de la mesa
160-209(M-Q)_esp Page 171 Tuesday, January 29, 2002 2:48 PM
Mesa Universal
Mesa de Cortar y Fresar
171
Mesa de tronzar
Kapp- und Frästisch
Table de sciage et de fraisage
Mesa de corte e de fresar
Cross and angle cutting table
Junto con el sistema de carriles guía, aumenta considerablemente las aplicaciones de las sierras circulares, fresadoras
de superficie y taladradoras. La mesa
permite un corte exacto a longitud de tablas y listones con sierras circulares. Los
cortes a inglete hasta 45° son fácil de
conseguir gracias a su regla guía de suave deslizamiento y la escala angular de
precisión.
Sägetisch
Table en sciage
Bancada de serra
Saw bench
Mesa de Tronzar
Trenntisch
Support de tronçonnage
Bancada de corte
Stationary abrasive cut-off machine
Son accesorios para amoladoras angulares. Éstas pueden fijarse a la mesa y se
emplean generalmente para tronzar materiales. También permite realizar los cortes a inglete y los cortes diagonales hasta
60 mm.
EWL-T005/G
Mesa de Corte
(ver Mesa multiuso)
Mesa Universal
Mehrzwecktisch
Table universelle
Bancada multi-uso
Multi-purpose bench
Las mesas de trabajo universales permiten que diversas herramientas eléctricas
se utilicen en forma estacionaria.
Las mesas universales tienen varias placas de fijación que permiten instalar sierras circulares, fresadoras de superficie y
sierras de calar. La mesa cuenta con topes paralelos e angulares y placas de
protección para (fresadoras de superficie).
Como las herramientas eléctricas instaladas en la mesa se usan en operación
continua, su interruptor debe estar bloqueado por medio de una traba en la posición "Encendido" (On). Este tipo de
operación sólo es permitido en el caso en
que la herramienta eléctrica esté conectada a un interruptor de emergencia en la
mesa y tenga un disyuntor de protección.
160-209(M-Q)_esp Page 172 Tuesday, January 29, 2002 2:48 PM
172
Metal Duro
Metal Duro
Metales Preciosos
Hartmetall
Carbure de tungsten
Metal duro
Hard metals
Edelmetalle
Métaux précieux
Metais preciosos
Special metals
Los metales duros son materiales sinterizados de varios elementos como tungsteno, titanio, tantalio, cobalto y carburos. A
pesar de ser muy resistentes a la presión
y el desgaste, son muy frágiles. Los metales duros se usan en aplicaciones con
alto grado de exigencia generalmente
constituyendo los dientes o discos de la
superficie de corte de herramientas.
Especie de metales muy buscados o muy
caros debido a características específicas (propiedades físicas, apariencia, escasez).
Metales Ligeros
Leichtmetall
Metaux légers
Metal leve
Light alloy
Nombre popular de los metales más livianos que el hierro y el acero, tales como el
aluminio, el magnesio y sus aleaciones.
Metales no Ferrosos
Buntmetall
Alloiages
Metal não-ferroso
Non-ferrous heavy metals
Nombre popular dado a los metales "de
colores" como el latón, el cobre o el bronce.
Metales Pesados
Schwermetalle
Metaux lourds
Metais pesados
Heavy metal
Son los metales de peso específico superior al del hierro. Son los metales no ferrosos como el uranio. Algunos metales pesados forman compuestos químicos muy
tóxicos.
Modos de Funcionamiento
Betriebsarten
Les différents types de service
Modos de operação
Duty types
Los modos de funcionamiento de máquinas eléctricas se fijan por la norma
IEC 34-1
Régimen permanente
S1
Régimen de tiempo
S 2 con ciclos
reducido
de 10, 30, 60 y
90 min
Régimen
S3aS5
intermitente
Régimen continuo
S 6 similar a S 3
Régimen
S7eS8
ininterrumpido
Módulos
Baugruppen
Sous-groupes
Módulos
Subassemblies
Desde hace ya muchos años se usan elementos o módulos para fabricar herramientas eléctricas y neumáticos. Las diferentes herramientas manuales pueden
subdividirse en diferentes módulos o conjuntos compuestos por el módulo motor,
engranaje o reductora, carcasa y empuñadura. Pueden montarse las más variadas unidades obteniendo así diferentes
ejecuciones de la máquina que al emplear el mismo motor, pueden transformar por ejemplo un taladro en una atornilladora de impacto. La ventaja del siste-
160-209(M-Q)_esp Page 173 Tuesday, January 29, 2002 2:48 PM
Motor con Colector
ma modular no sólo es su facilidad de
servicio, sino también su inferior costo.
Mordaza para Máquina
Maschinenschraubstock
Étau de machines
Morsa
Machine vice
Accesorio auxiliar indispensable para el
soporte para taladrar, se utiliza para fijar
las piezas. Unos agujeros rasgados permiten fijarlo con tornillos a la base del soporte. La abertura de las mordazas limita
su aplicación.
Motor Asincrónico
Asynchronmotor
Moteur asynchrone
Motor assíncrono
Asynchronous motor
El motor trifásico asíncrono y el motor
síncrono, entre otros pertenecen a los accionamientos trifásicos. Ambos motores
se diferencian por la construcción de su
inducido. Los motores síncronos disponen de un inducido, denominado en este
caso rueda polar, con polos magnéticos
permanentes o excitados por bobinas de
c.c. Las revoluciones en la máquina síncrona corresponden a las revoluciones
teóricas según fórmula:
Mordaza para máquina
n = f x 60 : n
EWL-M001/G
Motor
(ver Motor universal y motor
de corriente trifásica)
Motor
Moteur
Motor
Motor
Motor, -amoladora Linear
(vea Herramientas
neumáticas)
Linear-, Motor-, Schleifer
Moteur, -meuleuse lineaire
Esmerilhadeira reta, motor reto
Linear, motor grinder
173
(RPM)
En el motor asíncrono se induce un campo magnético en el rotor jaula de ardilla al
excitar el devanado del estator, con lo
cual se presenta una ligera variación de
las revoluciones sincronizadas dependiendo de su solicitación. Esta reducción
de revoluciones se denomina deslizamiento y puede calcularse según fórmula
siguiente:
s % = (n2 – n) : 100 x 10 % : n0
n0 = revoluciones sin carga
n
= revoluciones con carga
Ejemplo:
s
= (3000 – 2900) : 3000 x 100 %
= 100 : 3000 x 100 % = 3,3 %
Motor Asincrónico
(ver Motor trifásico)
Kurzschlußläufer
Moteur asynchrone
Rotor de gaiola de esquilo
Squirrel-cage rotor
Motor con Colector
Kollektormotor
Moteur électrique à collecteur
Motor de coletor
Collector motor
160-209(M-Q)_esp Page 174 Tuesday, January 29, 2002 2:48 PM
Motor de Corriente Alterna Monofásica
Denominación diferente del motor de inducido en serie o universal.
Motor de Corriente Alterna
Monofásica
Einphasen-Wechselstrom-Motor
Moteur à courant altérnatif monophasé
Motor de corrente alternada
monofásica
Single-phase alternating current motor
El ya mencionado motor universal (motor
de excitación en serie) es uno de los motores de corriente alterna monofásica
más conocidos. Frecuentemente se emplea el motor trifásico asíncrono, con una
conexión especial, como el motor
monofásico. Ya que cualquier motor trifásico puede funcionar con dos tensiones
diferentes - la ejecución más usual es la
de 240/380 V - se muestra aquí la conexión en estrella para 3 x 230 V (Fig. B)
y la conexión en triángulo. Al preparar un
motor trifásico de 230/400 V con tres fases para su funcionamiento con una sola
base, debe realizarse la conexión en
triángulo según la fig. B: en el cuadro de
bornes se conectan verticalmente entre sí
los bornes de conexión.
La acometida de red R se conecta al borne U y el conductor neutro al borne V. Entre los bornes V - W se coloca un condensador de servicio con sentido de giro a
derecha. Al colocarlo entre los bornes U W el motor gira a la izquierda. Ver figuras
C y D.
Fórmula práctica para el cálculo del condensador de servicio:
^ 8 µF
100 watt de potencia útil =
La potencia útil referida al motor trifásico,
se ve reducida con esta conexión en 1/ 3,
y el par de arranque disminuye incluso a 1/ 3. Estas máquinas no consiguen
arrancar siquiera por sí mismas, precisando un condensador de arranque en el
momento de su puesta en marcha.
Otros motores de corriente alterna
monofásica como el motor de repulsión o
Derimotor prácticamente no se usan en la
actualidad.
Motor de corriente alterna monofásica
U
V
W
Z
X
Y
U
V
W
Z
X
Y
R
Mp BC
U
V
W
Z
X
Y
R
Mp BC
U
V
W
Z
X
Y
A
B
C
D
Circuitos de corriente alterna (trifásica)
A Circuito en estrella (3x400 Volt)
B Circuito en delta (3x230 Volt)
Circuitos de corriente alterna monofásica
C Rotación en sentido horario
D Rotación en sentido antihorario
BC = Capacitor de operación
EWL-E003/G
174
Motor de Corriente
Universal
Allstrommotor
Moteur tous courants
Motor de corrente universal
AC/DC motor
Este es el nombre popular del motor de
funcionamiento de una herramienta eléctrica y significa que puede funcionar tanto
con corriente alterna (CA) como con corriente continua (CC). (vea también "Motor universal” y “Motor eléctrico”).
160-209(M-Q)_esp Page 175 Tuesday, January 29, 2002 2:48 PM
Motor Trifásico
175
Motor Manual
Motor de Neodimio
Handmotor
Moteur barré de forme longitudinale
Motor manual
Hand motor
“Neodym”-motor
Moteur “neodym”
Motor “neodym”
Neodymium motor
Denominación muy antigua de herramientas eléctricas en forma de barra que
se emplearon en esta ejecución como taladros, atornilladoras, amoladoras rectas
y rectificadoras de válvulas.
El motor cilíndrico hoy se emplea en las
herramientas eléctricas universales únicamente en las amoladoras rectas. Las
herramientas industriales disponen frecuentemente de motores cilíndricos por
su fácil adaptación a las unidades de fabricación fijas.
Motor de CC cuyo imán permanente contiene el óxido ferroso del metal raro llamado neodimio. Ver el ítem Materiales
magnéticos.
Motor “Quench”
“Quench” Motor
Moteur “quench”
Motor “quench”
Quench motor
Motor de Marcha Reducida
(vea Motores de
accionamiento)
Es un motor DC cuyos imanes contienen
óxidos de metales raros. Los imanes permanentes que contienen metales raros
tienen un campo más intenso, lo que
otorga mayor eficiencia al motor. Ver materiales magnéticos.
Langsamläufer
Moteur à vitesse lente
Motor de baixa velocidade
Low-speed machine
Motor Serie
(ver Motores de accionamiento)
Este concepto tiene doble significado:
1. Durante algún tiempo, los motores de
marcha reducida se consideraron como
la solución óptima en las construcción de
grupos electrógenos. Los generadores bipolares precisan un motor de accionamiento de 3000 revoluciones por minuto
para generar corriente alterna, trifásica o
monofásica de 50 Hz. Ya que la vida útil
de un motor de combustión es mayor a
bajas revoluciones, éstas se redujeron
forzosamente. Mediante un mecanismo
de engranajes se transformaban entonces las revoluciones necesarias para el
generador. Es necesario comparar el aumento de la duración del motor de combustión, con el elevado costo del mecanismo de engranajes. Hoy en día apenas
se emplean motores de marcha reducida
en grupos electrógenos de baja potencia.
2. Se denominan también así los motores
trifásicos de ocho o diez polos.
Reihenschlußmotor
Moteur à connection à ligne
Motor série
Series-wound motor
Motor Síncrono
(ver Motor de accionamiento)
Synchron-Motor
Moteur synchron
Motor síncrono
Synchronous motor
Motor Trifásico
Drehstrommotor
Moteur triphasé
Motor trifásico
Rotary current (three-phase) motor
El motor trifásico asíncrono se compone,
en su forma más sencilla, de un estator
160-209(M-Q)_esp Page 176 Tuesday, January 29, 2002 2:48 PM
176
Motor Trifásico
con devanado trifásico. Se alimenta con
corriente a través de un cuadro de bornes
y elementos de conexión de seguridad
necesarios, desde la red de suministro trifásica. El inducido trifásico con cojinetes
a cada lado, no tiene unión galvánica con
el devanado del estator, pero induce en
éste una tensión según el principio de
transformación, que genera un campo
magnético. Debido a que este último tiende a seguir el campo giratorio del devanado trifásico del estator, el inducido se
mueve a velocidad casi igual. La diferencia de velocidad se denomina deslizamiento y se expresa por la fórmula siguiente:
( n0 – n )
s = -------------------- × 100 %
n0
s = deslizamiento (%)
n0 = revoluciones en el vacío (rpm)
n = revoluciones con carga (rpm)
El número de revoluciones en los motores trifásicos asíncronos no se puede elegir libremente por estar ligado al número
de pares de polos. Su cálculo se realiza
según la siguiente fórmula:
f × 60
n 0 = -------------- × 100 %
P0
mero de revoluciones del motor trifásico
síncrono corresponde al de cálculo teórico. La aplicación en la técnica de motores
síncronos es bastante restringida.
La potencia absorbida por un motor trifásico se calcula de la siguiente manera:
f × 60
n 0 = -------------- × 100 %
P0
Ps = 1,73 x U x I
Ps
U
I
= potencia aparente (VA)
= tensión de régimen (V)
= intensidad de régimen (A)
1,73 = factor de enlace = M 3
La potencia útil del motor trifásico se determina por:
P = 1,73 x U x I x cosρ
P
= potencia efectiva (W)
cosϕ = factor de potencia (siempre < 1)
El cociente entre la potencia efectiva (P)
y la potencia aparente (PS) se denomina
factor de potencia cosϕ
P(W)
cos ϕ = -------------------P s ( VA )
cos ϕ = factor de potencia
n0
f
P
60
=
=
=
=
revoluciones en el vacío (rpm)
frecuencia (1/sec)
número de pares de polos
factor de conversión s/min
El número de polos queda fijado físicamente y puede ser de 2, 4, 6, 8, 10, 12.
Se puede ver fácilmente que el cambio
de revoluciones sólo es posible modificando la frecuencia. Los motores trifásicos asíncronos trabajan con revoluciones
fijas cuya magnitud se detalla en la tabla
siguiente.
Los motores trifásicos asíncronos se diferencian de los motores trifásicos síncronos por la ejecución de su inducido. El
flujo magnético de la rueda polar se realiza por bobinas excitadas por c.c. El nú-
Para finalizar, cabe mencionar la relación
entre la potencia útil (P2) y la potencia absorbida (P1) que define el rendimiento del
motor.
P2
η = ------ × 100 %
P1
P1 = potencia absorbida
(potencia nominal) (VA)
P2 = potencia útil (W)
η = rendimiento (%)
Debido a su simplicidad, el motor eléctrico trifásico asíncrono es el motor eléctrico más utilizado.
160-209(M-Q)_esp Page 177 Tuesday, January 29, 2002 2:48 PM
Motor de Uso Múltiple
Motor sin Válvulas
Lamellenmotor
Moteur à chemise tiroir, et à vanne
d´isolement
Motor de palheta de válvula deslizante
ou pistão rotativo
Rotating piston, slide valve or cut-off
valve motor
El motor más usado para accionar herramientas neumáticas recibe varios nombres. Tiene un estator con dos orificios,
uno de entrada y otro de salida del aire.
El rotor está dentro del estator y tiene
hendiduras longitudinales donde se encuentran los pistones rotativos (paletas).
Los dos lados del estator que contiene
los rodamientos del motor están sellados
por medio de placas. Con esta forma de
disposición del rotor se obtiene un área
de trabajo en forma de hoz, que está dividida en cámaras individuales por las tres
paletas que se mueven libremente. Estas
paletas (válvulas deslizantes) o son empujadas contra la pared cilindrica por la fuerza centrífuga, cerrando la cámara, o son
"sopladas hacia abajo". En las herramientas mayores son accionadas por resortes.
Motor sin válvulas
5
1 2
3 4
177
El aire comprimido que pasa por el orificio
de entrada es forzado contra las cámaras
y hace girar al rotor. El orificio de salida,
mayor, comienza en el lugar en que el
área de trabajo en forma de hoz se vuelve a estrechar. El motor de pistón rotativo
en algunos aspectos tiene desempeño similar al del motor universal, pero, al contrario de aquél, se puede trabar hasta pararse sin sufrir ningún daño. Las atornilladoras con detención automática usan
este tipo de traba.
Motor Universal
(ver también Motores de
accionamiento y Curvas
características)
Universalmotor
Moteur universel
Motor universal
Universal motor
Es la denominación común del motor de
excitación en serie que puede funcionar
tanto con corriente continua como alterna. Su ventaja principal es que el par aumenta cuando disminuye el número de
rotaciones (debido a la carga). El motor
"tira" y así reacciona en forma positiva a
los cambios de carga.
El motor puede funcionar con 50 Hz o 60
Hz con corriente alterna.
Motor de Uso Múltiple
1 Carcasa
2 Rotor, dispuesto en forma excéntrica
con relación a la carcasa
3 Entrada de aire
4 Placas (válvulas deslizantes)
5 Salida de aire
EWL-L002/G
Allzweckmotor
Moteur universel
Motor multi-uso
All-purpose motor
El motor de uso múltiple es aquel cuyo
funcionamiento se puede adaptar a las
más diversas exigencias. El motor universal se encuentra en muchas herramientas eléctricas y es un motor de uso múltiple.
160-209(M-Q)_esp Page 178 Tuesday, January 29, 2002 2:48 PM
178
Motores de Accionamiento Eléctrico
Motores de Accionamiento
Eléctrico
Antriebsmotoren, elektrische
Moteur d´entraînement électrique
Motores de acionamento elétrico
Drive motors, electric
Entre la multitud de motores de accionamiento eléctrico sólo algunos pocos se
han acreditado para su empleo en herramientas eléctricas, por sus destacadas
propiedades. Son principalmente motores
de excitación en serie. Estos motores que
pueden trabajar tanto con corriente continua como corriente alterna, se denominan frecuentemente motores de corriente
universal o, simplemente, motores universales. Sus ventajas son sus elevadas revoluciones independientemente de la frecuencia, y su alto par de giro que puede
incrementarse con la carga hasta el par
de inversión. La posibilidad de modificar
sus revoluciones por medio de componentes electrónicos, sus elevadas reservas en potencia, la alta seguridad contra
sobrecarga, y su baja relación peso/potencia, son indiscutibles ventajas en las
herramientas eléctricas.
El motor asíncrono trifásico para frecuencia normal no ha llegado a implantarse.
En máquinas pesadas para la construcción y especialmente en herramientas
eléctricas para servicios pesados en industrias que trabajan en turnos, se aplican motores asíncronos trifásicos con frecuencia de red aumentada. Se denominan también herramientas de alta
frecuencia o herramientas de rápida frecuencia. Una ventaja de los motores trifásicos es que sus revoluciones se mantienen constantes entre el rango que va del
vacío a la carga total y sólo se pueden alterar junto con el tipo de construcción.
Éste puede ser de 2, 4, 6 u 8 polos, a una
frecuencia de red de 50 Hz, resulta en
unas revoluciones fijas.
n = f x 60 : nº de polos (R.P.M.)
Si se requieren otras revoluciones, esto
es sólo posible modificando la frecuencia
con convertidores de frecuencia dinámicos o estáticos. Los convertidores dinámicos se componen de un motor de accionamiento trifásico con alternador trifásico acoplado, mientras que los estáticos
son aparatos dotados con semiconductores. Las altas frecuencias comunes en la
actualidad son de 200 Hz y 300 Hz, ya
que las de otra magnitud no han conseguido implantarse. Las revoluciones que
se pueden alcanzar con el incremento de
la frecuencia se detallan a continuación:
Nº
de polos
50 Hz
200 Hz
300 Hz
Motor
de 2 polos
3000
1/min
12000
1/min
18000
1/min
Motor
de 4 polos
1500
1/min
6000
1/min
9000
1/min
Motor
de 6 polos
1000
1/min
4000
1/min
6000
1/min
Motor
de 8 polos
750
1/min
3000
1/min
4500
1/min
La ventaja obtenida está definida por la
ley de crecimiento según la cual un incremento de la frecuencia (50/200) resulta, a
igual volumen, en un crecimiento en potencia de igual proporción (de 1:4). Si se
requiere la misma potencia, el volumen
de la herramienta disminuye también en
un cuarto.
Muelas Miniatura
Kleinschleifkörper
Mini-meules
Micro-rebolos
Grinding points for micro tools
Son accesorios especiales para los aparatos de la serie BOSCH Micro. Son muelas diamantadas o de corindón con vástagos motrices entre 1.4 e 2.3 mm.
160-209(M-Q)_esp Page 179 Tuesday, January 29, 2002 2:48 PM
Muelle
Muelle
Feder
Ressort
Mola, lingueta
Spring, tongue
componente elástico de las máquinas
tipo de encaje en piezas de madera
(encaje macho y hembra)
Muelle (lengüeta)
1
2
1
3
1
1 Tabla con entalladura hembra
2 Lengüeta
3 Tabla fresada con entalladura macho
EWL-F004/G
–
–
179
160-209(M-Q)_esp Page 180 Tuesday, January 29, 2002 2:48 PM
180
Niveles
Niveles
Libelle
Bulle d’air
Nível de bolha
Bubble level
Expresión popular para designar los sensores de medición e indicación del instrumento que muestra el nivel de agua.
En principio los niveles constan de un tubo curvo y transparente que contiene un
líquido y una burbuja de aire. Esta burbuja cambia de posición dependiendo de la
inclinación del nivel e indica el ángulo de
desviación con respecto al plano horizontal o vertical. Los niveles con curvatura
acentuada son menos precisos que los
de curvatura menos acentuada. Sin embargo, cuanto más precisos, más difícil
es realizar la lectura.
Niveles de Burbuja
Wasserwaage
Niveau à bulle
Nível de bolha
Spirit level
Herramienta para medir en forma aproximada las desviaciones de la línea horizontal o vertical. Las desviaciones se indican por la posición de una burbuja de
aire que está dentro del cuerpo medidor,
denominado "nivel de burbuja". Para medir ángulos de manera más precisa o
desviaciones porcentuales, en vez de niveles de burbuja se usan niveles o medidores de ángulo digitales.
No Name (productos sin
nombre)
"No Name" Produkte
Produits “sans nom”
Produtos sem marca (“No name”)
No name products
Denominación conocida internacionalmente que se utiliza para las mercaderías
de origen desconocido. Frecuentemente
los productos sin marca ("no name") son
importados de países en los cuales el go-
bierno obtiene divisas del extranjero permitiendo o subsidiando la producción de
copias de productos muy parecidos a los
auténticos, pero sin la debida licencia
(“piratas”). A primera vista, los productos
sin marca parecen de buena calidad. En
realidad ellos son caros y baratos al mismo tiempo: por el precio son baratos, pero, por su calidad, son muy caros. Por estudios independientes, se determinó que
el tiempo de su vida útil, en algunos casos no llega ni a una hora. Además, muchos aparatos sin marca no obedecen las
normas de seguridad. El servicio de asistencia técnica y de asistencia al comercio
después de la venta son prácticamente
inexistentes. Los símbolos de calidad frecuentemente o son copias o no tienen valor. Las instituciones que realizan las auditorías y las pruebas independientes recomiendan no comprar las marcas sin
nombre.
Norma Europea
Europa-Norm
Normes éuropéennes
Norma européia
European standards
Prácticamente todos los fabricantes de
herramientas eléctricas europeos han
adoptado el diámetro del cuello del husillo de 43 mm introducido por BOSCH. De
esta manera es posible intercambiar soportes para taladrar, aparatos acoplables
y adaptadores.
NTC (en relación con los
acumuladores)
NTC
NTC (en contexte avec batteries)
Coeficiente de Temperatura Negativa
(NTC)
Negative Temperature Coefficient
(NTC)
La resistencia NTC de los acumuladores
aumenta su conductividad al aumentar la
temperatura, parámetro que puede emplearse para controlar el proceso de carga.
160-209(M-Q)_esp Page 181 Tuesday, January 29, 2002 2:48 PM
Número de Pedido
181
Número de Cientes
Número de Pedido
Zähnezahl
Nombre de dents
Número de dentes
Number of teeth
Bestellnummer
Numéros de commande
Número de encomenda
Order number
El número de dientes de las hojas de sierra circulares varía bastante y es factor
determinante de la calidad del corte. Se
aconseja observar las indicaciones de los
catálogos. Ver también hojas de sierra.
La denominación comercial de las herramientas eléctricas se completa en BOSCH con un número de pedido de diez cifras. Puede emplearse también para determinar de forma aproximada el tipo de
aparato. Esta codificación numérica puede descifrarse de la forma siguiente:
0 601 132 003
Número de pedido
Códigos numéricos de las herramientas Bosch
9º y 10º número
00-99 = versiones específicas del país
8º número
0-9 = código del modelo, p. ej., electrónica
6º y 7º número
00-99 = código del producto (nº secuencial)
5º número
1 = Taladro, taladro percutor
Taladro angular
2 = Amoladora/lijadora recta, lijadora orbital, lijadora de banda
3 = Amoladora angular
4 = Atornilladora
5 = Cizalla, punzonadora, sierra de calar, serrucho
Tijera para gomaespuma, cepillo, sierra circular
6 = Fresadora de superficie, fresadora universal, rozadora
7 = Máquinas estacionarias, amoladoras angulares
8 = Herramientas para el exterior (jardín)
9 = Máquinas a batería y herramientas especiales
3º y 4º números
00 = Antiguo: herramientas profesionales
Actual: Herramientas para el exterior
01 = Herramientas profesionales
02 = Herramientas de alta frecuencia
03 = Herramientas línea Hobby
07 = Herramientas neumáticas
08 = Montaje de estaciones
11 = Herramientas para construcción (martillos)
12 = Herramientas para construcción, alta frecuencia
15 = Transformadores y convertidores
18 = Vibradores para concreto
2º número
6 = Producto de la División Herramientas Eléctricas
1º número
0 = Producto completo, funcional
1-3 = Accesorios, piezas de repuesto
160-209(M-Q)_esp Page 182 Tuesday, January 29, 2002 2:48 PM
182
Oscilador Rotatorio
Oscilador Rotatorio
Rotationsschwinger
Came oscillante
Transdutor de rotação
Fly-wheel transducer
Oscilador rotatorio
1
2
3 4
5
6
–
–
–
–
–
–
un árbol o eje accionado por el motor
a través de un engranaje
un rodamiento montado inclinado sobre un buje especial guiado en el eje
un vástago fijado al anillo exterior del
rodamiento, de movimiento oscilante
el bulón del émbolo
un émbolo
un cilindro
Al girar el eje 1, el rodamiento 2 realiza
un movimiento oscilante. El vástago 3 introducido en el bulón 4 obliga al émbolo 5
guiado en el cilindro a realizar un movimiento alternativo.
1 Tubo del mecanismo de impacto
(cilindro)
2 Pistón de accionamiento
3 Brazo oscilador
4 Anclaje del pistón
5 Rodamiento de esferas
6 Husillo de accionamiento
EWL-R006/G
En los martillos electroneumáticos existe
la posibilidad de transformar un movimiento rotatorio del motor y reductora en
uno alternativo rectilíneo o por el sistema
de biela-manivela o mediante un oscilador rotatorio o excéntrico. Éste se compone de los siguientes elementos:
160-209(M-Q)_esp Page 183 Tuesday, January 29, 2002 2:48 PM
Como todo comenzó
183
Como todo comenzó...
Mandril de 6 mm
Inducido
Cojinete resistente
Sujetador
Motor
universal fuerte
Gancho para sujetar
la herramienta
Interruptor
conecta/
Empuñadura
desconecta
aislada
desatornillable
Transmisión
Semiacoplamiento
Motor manual Bosch
El motor manual Bosch
El motor manual probablemente es el dispositivo más importante en nuestros días;
son pocos los trabajos que no puede realizar. El motor manual es una versión especial del taladro; no sólo es adecuado para
perforar sino también para fresar, cepillar,
lijar y amolar. En resumen para realizar todas las tareas que tantas veces necesitamos
hacer con las manos.
Para esmerilar válvulas...
El término "universal" se tornó prácticamente un complemento del motor manual
Bosch. Todo el mundo sabe lo que representa y , en realidad no existe un término
mejor para indicar las múltiples y excelentes propiedades de eta máquina.
Versátil
Versátil
Versátiles
Versátiles
es la conexión eléctrica
es la forma de manipulación
son las opciones para fijarla
a la mesa de trabajo
y, por último lo más importante, son las múltiples aplicaciones posibles: domésticos, en los pequeños talleres
y en las industrias de mecánica fina y electrotécnicas.
En orificios profundos y escondidos...
En la línea de montaje, en centros fabriles...
160-209(M-Q)_esp Page 184 Tuesday, January 29, 2002 2:48 PM
184
Par de Giro, Margen de Ajuste del
Par de Giro, Margen de
Ajuste del
n1 × M1
M 2 = ------------------n2
Drehmomenteinstellbereich
Plages de réglage du coupe
Faixa de torque pré-selecionada
Torque pre-selection range
25 × 5
25000 × 5
M 2 = -------------------------- = ---------------- = 125 Nm
1
1000
En atornilladoras con ajuste exterior del
par de giro, el margen de ajuste en Nm se
indica en las características técnicas del
aparato.
Par de Giro M
(unidad de medida Nm)
Drehmoment M (Maßeinheit: Nm)
Couple M (Unité de mesure Nm)
Torque M
Torque M (unit of measurement: Nm)
El par de giro referido al eje de rotación
es el producto de la fuerza (F) por el brazo de palanca (l). su fórmula es:
M=Fxl
M indicado en Nm
F indicado en N
l indicado en m
Otra unidad de medida del par de giro
más antigua es el kpm.
^ 9.81 Nm
1 kpm =
En las relaciones de transmisión de las
reductoras, el par de giro es inversamente proporcional al número de revoluciones, relación que puede expresarse fácilmente por medio de la fórmula:
n1 : n2 = M2 : M1
n1 =
n2 =
M1 =
M2 =
revoluciones del motor
revoluciones del husillo
par del motor
par del husillo
Ejemplo:
Revoluciones del motor = 25 000 RPM
Par del motor = 5 Nm,
Revoluciones del husillo = 1000 RPM
Determinar el par de giro del husillo
Par de Sujeción
(ver también tipo de unión)
Festdrehmoment
Couple de serrage
Torque de aperto
Tightening torque
El par de sujeción que se obtiene depende fuertemente del tipo de unión por tornillo. En una atornilladora sólo puede preajustarse un par de sujeción, y la que se
obtiene en un tipo de unión rígida es
siempre mayor que en el caso de una
unión blanda. Debido al amplio espectro
de posibilidades intermedias en la unión,
sólo pueden indicarse en las atornilladoras los pares de giro en el husillo de accionamiento, siendo los pares de sujeción
resultantes siempre inferiores.
Parada de Giro
Drehstop
Stop de rotation
Parada da rotação
Rotation stop
Pares de Apriete
(vea también Condiciones
para Atornillar)
Anzugsmoment
Serrage des vis
Torque máximo
Maximum torque
En atornilladoras y atornilladoras de impacto, los pares de apriete máximos que
se obtienen se indican mediante valores
característicos, pero circunstancias externas afectan considerablemente a estos
valores en la práctica. Entre las múltiples
posibilidades cabe destacar tres casos
160-209(M-Q)_esp Page 185 Tuesday, January 29, 2002 2:48 PM
185
Peinadora Cortadora
especialmente: La fricción entre la cabeza del tornillo y la base del asiento, así
como el rozamiento entre la rosca y la
elasticidad del tornillo (tipo de unión) influyen en su valor de la lectura. El desgaste de los accesorios también afecta al
par de sujeción de la unión atornillada.
Una tabla con pares de aprietes máximos
para tornillos considera el límite de torsión aprovechable y también el coeficiente de rozamiento.
un anillo tórico. Sin embargo los pasadores de seguridad elásticos son la solución
más práctica.
Perno de seguridad
Colocar casquillos
en vástagos cuadradas
1
2
Pares de apriete
1
4 3
3
5
2
1
2
3
4
Perno elástico de seguridad
Encaje de esfera
Perno de seguridad
Anillo de goma
EWL-S036/G
Fuerzas actuantes sobre el tornillo
1 Par de apriete
2 Propiedades de ajuste
3 Fricción en la cabeza
4 Fricción en la rosca
5 Fuerza pre-tracción
EWL-A013/G
4
Paso, Anchura y Altura de
Pasador de Seguridad
Federstiftsicherung
Goupille de sécurité
Pino elástico
Spring pin lock
Pasador de Seguridad
Sicherungsstift
Goupille de sécurité
Pino de segurança
Locking pin
Los útiles adaptables por inserción en las
atornilladoras de impacto (vasos) se sujetan al husillo de accionamiento con un
pasador de seguridad, y se aseguran con
Durchlaß, -breite, -höhe
Passage - Hauteur - Largeur
Passagem, largura e profundidade
Passage, width, depth
Medidas que indican las dimensiones
máximas de la pieza trabajada en cepillos
para regruesar y planear.
Peinadora Cortadora
(vea cortadora de césped)
Fadentrimmer
Coupe-bordure
Cortador do fio
Cord trimmer
160-209(M-Q)_esp Page 186 Tuesday, January 29, 2002 2:48 PM
186
Peinadora Cortadora de Césped
Peinadora Cortadora
de Césped
res de protección. Al realizar cualquier tarea deben observarse las medidas de seguridad y protección. Antes de utilizar
una herramienta eléctrica debe contestarse a la pregunta:
¿He hecho todo para trabajar con seguridad?
Rasentrimmer
Coupes-bordures
Aparador de grama
Grass trimmer
Adecuada para cortar césped debajo de
los arbustos, cerca de las paredes y demás sitios de difícil acceso. Usualmente
se emplea un hilo de nylon en rotación
como elemento de corte, cuya longitud se
ajusta a medida que se va gastando. En
el lugar del hilo pueden emplearse también unas cuchillas móviles, reemplazables, de material sintético.
Peinadora cortadora de césped
1 Motor de accionamiento
con carretel de hilo
2 Cable con
prolongador
3 Capa de protección
2
Pérdidas en el Hierro
Eisenverluste
Pertes dans les fers
Perdas no ferro
Core or iron losses
Según las leyes de inducción, cualquier
cambio de corriente en una bobina induce otra corriente en el núcleo de hierro;
es el origen de las corrientes parásitas o
de Foucault. Se producen pérdidas durante la imantación debidas a la eliminación de la remanencia. Las pérdidas por
corrientes de Foucault y por el cambio de
imantación se definen como pérdidas en
el hierro.
Perforación
1
3
EWL-R001/G
Bohren
Perforation
Perfuração
Drilling
Peligro, Puntos Críticos de
Gefahrenschwerpunkte
Points capitaux en matière de
prévention des accidents
Pontos críticos
Danger spots
Las herramientas eléctricas, al igual que
cualquier otro aparato técnico, no están
exentas de peligro. Según las prescripciones contra accidentes se exige usar
caperuzas protectoras, cubiertas y viso-
Término que describe el proceso con el
que se hacen orificios ciegos y su tratamiento posterior, como el ensanchamiento para embutir tornillos o abrir roscas.
Las máquinas usadas pueden ser manuales o fijos, sujetas a mesas de trabajo
por medio de piezas de fijación u otros
accesorios.
160-209(M-Q)_esp Page 187 Tuesday, January 29, 2002 2:48 PM
Piedra para Rectificar
ñadura auxiliar pero sin considerar el peso del cable de alimentación.
Si se pueden intercambiar el portaútiles,
el accesorio o el dispositivo de seguridad,
deben indicarse sus valores en el peso
del trabajo.
Perforación
1
187
2
Peso de la Máquina
(ver Peso)
1
2
3
4
4
Orificio pasante
Avellanadora
Orificio ciego
Abrir la rosca
Maschinengewicht, Maschinenmasse
Poid de la machine
Peso da máquina
Machine weight, mass
EWL-B011/G
3
Perforación sin Polvo
(ver Aspiración integrada,
Aspirador para taladros)
Staubfreies Bohren
Perçage sans poussière
Furação sem pó
Dust-free drilling
PET
PET
PET
PET
PET
Abreviatura de tereftalato de polietileno.
Material de embalaje biodegradable, no
afecta las aguas de la napa freática. Es
un material sintético transparente fabricado al cien por cien con materias orgánicas. Se emplea en envases blister.
Pictogramas
Peso
Gewicht
Poids
Peso
Weight
Según DIN VDE 0740 parte 1000 se han
definido los siguientes conceptos:
Peso de la máquina
Masa de la herramienta eléctrica sin accesorio, sin portaaccesorios intercambiable, sin dispositivo de seguridad intercambiable, sin empuñaduras auxiliares
desmontables, y sin cable de alimentación.
Peso del trabajo
Masa de la herramienta eléctrica dispuesta para su empleo, con portaaccesorios,
herramienta para máquina, dispositivo de
seguridad y, en caso necesario, la empu-
Piktogramme
Pictogramme
Pictogramas
Pictographs
Representación simbólica empleada en
las herramientas eléctricas para indicar
ciertas propiedades o ventajas de las máquinas o los accesorios.
Piedra para Rectificar
Abziehstein
Pierre à adoucir
Pedra de amolar
Whetstone
Las puntas abrasivas giratorias pueden
perder la forma redonda debido al uso inadecuado o a un error de inserción. La vibración resultante puede damnificar la
160-209(M-Q)_esp Page 188 Tuesday, January 29, 2002 2:48 PM
188
Pieza de Adaptación
máquina y producir efectos indeseados
sobre los resultados del trabajo. Se usa
esta piedra de rectificar para restituir manualmente la forma redonda de la punta
haciendo funcionar la máquina en vacío.
Piñón motriz
1
3 4
5
62 3
4
5
Piedra para rectificar
2
3
4
1 Punta abrasiva con estrías
2 Punta abrasiva parcialmente
"rectificada"
3 Piedra para rectificar
4 Punta abrasiva después de rectificada
EWL-A007/G
1
2
3
4
5
6
Pieza de Adaptación
Verbindungsstück
Raccord-réducteur
Peça de conexão
Connecting piece
En atornilladoras de impacto con par de
giro elevado, se emplea una pieza de
adaptación (pieza de reducción) para
adaptar el husillo con cuadradillo de 1" al
cuadradillo de 3/4" en las llaves de vaso.
Piñón tallado en el eje del inducido
Piñón atornillado en el eje del inducido
Rolamiento en el lado del piñón
Rueda del ventilador
Inducido
Tuerca de seguridad
EWL011/G
1
Pinza de Fijación
(ver Tuerca de fijación)
Spannzange
Pince de serrage
Castanha
Collet chuck
Casquillo de fijación ranurado que sujeta
los vástagos de los útiles adaptables en
el husillo motriz con la tuerca tensora.
Pinza de fijación (principio)
1
2 3
4
Piñón Motriz
El piñón motriz se encuentra en el eje del
inducido del motor universal actuando como transmisor de fuerza entre el motor y
los engranajes. Se han llegado a implantar tanto los piñones tallados directamente sobre el eje, como los desmontables fijados por tornillo.
1 Útil (p.ej., fresa)
2 Pinza de fijación con cono externo
entallado
3 Tuerca de unión (tuerca de fijación)
4 Cono interno (en el husillo del motor)
EWL-S040/G
Antriebsritzel
Pignon d´entraînement
Pinhão motriz
Drive pinion
160-209(M-Q)_esp Page 189 Tuesday, January 29, 2002 2:48 PM
189
Pistola para Pintar
Pinza de fijación
Pistola para pegar en caliente
para fresadoras
de superficie
2
1
Pistola para Pegar
(ver Pistola de cola caliente)
Schmelzklebepistole
Pistolet à colle
Pistola de cola fundente
Melting glue gun
Pistola para Pegar en
Caliente
EWL-H004/G
EWL-S041/G
para amoladoras rectas
1 Boquilla para derretir
2 Tubo de cola
Pistola para Pintar
Spritzpistole
Pistolet à peinture
Pistola de pintura
Spray gun
Es una herramienta eléctrica con depósito
sin presión, para pulverizar de forma mecánica materiales líquidos, pastosos o en polvo, fundamentalmente sobre revestimientos.
Pistola para pintar
1
Heißklebepistole
Pistolet à colle
Pistola de cola a quente
Glue gun
2
4
5
3
1
2
3
4
5
Boquilla redonda
Cuerpo de la bomba
Depósito de pintura
Imán de accionamiento
Tornillo de regulación
EWL-S044/G
La pistola calienta una cola especial hasta que ésta alcance su punto de fusión y
se pueda aplicar sobre las piezas que se
van a pegar. La capacidad máxima de colado se expresa en g/min que es la cantidad de cola - en gramos - que se puede
derretir en un minuto.
160-209(M-Q)_esp Page 190 Tuesday, January 29, 2002 2:48 PM
Pistola para Soldar
Las pistolas para pintar de la línea Hobby
trabajan sin aire y disponen de una bomba de émbolo accionada electromagnéticamente. Realiza 100 ciclos por segundo
con una corriente alterna de 50 Hz. En la
carrera de aspiración succiona la pintura
y en la de presión la expele por la tobera.
En la técnica hidráulica se emplean pistolas pulverizadoras para ajustar el chorro
de agua.
Pistola para Soldar
(vea también Hierro para
soldadura)
Lötpistole
Pistolet à souder
Pistola de solda
Soldering gun
Placa de Características
Typenschild
Plaque signalétique
Plaqueta de identificação
Tool identification plate
Es la célula de identidad de una herramienta eléctrica y contiene los datos técnicos
necesarios para caracterizar el aparato.
Placa de características
1 4 5 6
7
082
2 TYP : 0 601 352 103
3 230V ~ 50 Hz 8,7A 1900W Ø230mm
11 no 6500 min-1
76802011
K EMA
EUR
Hierro para soldadura en forma de pistola.
Placa de Asiento
Fußplatte
Plaque d´assise
Placa-base
Base plate
Es la placa regulable e inclinable en sierras de calar.
Placa Base
(ver Deslizabilidad)
Grundplatte
Plaque de base
Placa-base
Baseplate
Son superficies de apoyo de formas muy
diferentes utilizadas en diversas herramientas eléctricas. Las placas base de
aluminio, aleaciones ligeras, material sintético o acero deben ser rígidas. Los trabajos de precisión requieren una superficie extensa y firme que deslice fácil y uniformemente.
10
Robert Bosch GmbH
D - 70745 Leinfelden - Echterdingen
9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
1999
ÖVE
14
12
8
Made in Germany
13
Nombre o logotipo de la empresa
Nr. de tipo de 10 cifras
Tensión nominal (V)
Símbolo del tipo de corriente
Frecuencia nominal (Hz)
Corriente nominal (A)
Consumo nominal (W)
Fecha de fabricación y nr. de serie
(1. - 3. lugar = FD;
4. - 8. lugar = nr. de serie)
Clase de protección
Código de la herramienta
Velocidad sin carga (1/min)
En este caso: diámetro máximo
del disco
CE = Certificado Europeo
(símbolo de conformidad CE)
Conformidad con las normas locales
EWL-T007/G
190
Según las normas de seguridad nacionales e internacionales se deben incluir las
siguientes indicaciones como mínimo:
– Nombre o marca y origen del fabricante
– Número de modelo y denominación
del tipo por el fabricante
– Tensión nominal (V)
– Símbolo del tipo de corriente (por
ejemplo, F para tensión alterna)
160-209(M-Q)_esp Page 191 Tuesday, January 29, 2002 2:48 PM
Plato Pulidor
Frecuencia nominal (Hz)
Potencia absorbida nominal (W)
Intensidad nominal (A)
En algunas herramientas: nr. De revoluciones en el vacío.
– Herramientas eléctricas con doble
aislamiento: símbolo para la clase de
protección.
También se pueden incluir indicaciones
sobre ensayos. Generalmente aparece el
sello de conformidad CE.
Placa Pectoral
Brustplatte
Plaque pectoral
Placa peitoral
Breast plate
Se emplea preferentemente en taladros
pesados en las que la presión ejercida
con ambos brazos no es suficiente. Con
la placa pectoral puede aumentarse la
presión apretando con la parte superior
del cuerpo (pecho).
Placas de Goma Esponjosa
Moosgummiplatten
Plaques en caoutchouc
Prato de borracha
Sponge rubber pads
Son la base de asiento altamente flexible
de las hojas lijadoras para las lijadoras
orbitales.
Placas Pisón
(ver Cinceles)
Stampfer-, Stockerplatte
Plateuaux de damage
Batedor
Tamping plate, bushing head
Plato, Lijador Segmentado
Fächerschleifteller
Pateaux à lamelle
Disco de desbaste segmentado
Fan wheel
Sobre un disco de soporte metálico o de
material sintético se fijan, superpuestos
como en un abanico, unos segmentos de
hojas de lijar formando un toro.
Ventajas:
Lijado flexible
Elevada calidad de trabajo
Lijado de baja temperatura
Buen rendimiento de arranque de viruta.
De aplicación en amoladoras angulares
con 6500 a 11000 r.p.m. dependiendo de
su diámetro.
Plato lijador segmentado
(disco segmentado 1
para lijar)
2
1 Segmentos
de lija
2 Cuerpo del disco
EWL-F001/G
–
–
–
–
191
Plato Lijador de Goma
(ver hoja lijadora de fibra)
Gummischleifteller
Plateau caoutchouc souple
Disco de borracha
Rubber backing pad
El plato lijador de goma o de material sintético altamente flexible sirve para fijar las
hojas lijadoras de fibra, que se emplean
en las amoladoras angulares en lugar de
los discos de tronzar o de desbastar.
Plato Pulidor
(ver Flap-discs)
Schleifmopteller
Plateaux à lamelles
Lixa de segmentos
Flap disc
160-209(M-Q)_esp Page 192 Tuesday, January 29, 2002 2:48 PM
192
Podadora
Podadora
Portabrocas
Astsäge
Coupe-branche électrique
Serra de podar
Tree pruner
Bohrfutter
Mandrin
Mandril
Drill chuck
La podadora se usa para cortar los gajos
altos de cualquier tipo de árbol o arbusto.
En el extremo de un cable de altura ajustable, se dispone de una herramienta de
corte, que puede ser una sierra de banda
o una sierra circular. El motor eléctrico se
puede encontrar cerca del dispositivo de
corte o cerca del interruptor, en el mango
de la herramienta.
El portabrocas es un dispositivo acoplado
a la punta del husillo de trabajo que sirve
para fijar el accesorio(la broca) al taladro.
El portabrocas une el accesorio a la herramienta por acción de la gravedad, por
presión o por medio de un resorte.
1
Sierra de podar
Portabrocas, Alojamiento del
Bohrfutteraufnahme
Porte-mandrin
Porta-mandril
Drill chuck tool fitting
Adaptadora con alojamiento SDS-plus en
la cabeza. En el lado opuesto dispone de
una rosca de adaptación para enroscar
un portabrocas de corona dentada con
seguro de fuerza de apriete.
2
3
Cadena de la sierra
Motor de accionamiento 4
Empuñadura de prolongación
Empuñadura, con interruptor
Portabroca de Corona
Dentado
(ver Mandriles)
Zahnkranzbohrfutter
Mandrin à clé
Mandril de coroa dentada
Key-type chuck
Portabroca de Sujeción
Rápida
(ver Portabrocas)
Schnellspannfutter
Mandrin à serrage automatique
Mandril de fixação rápida
Keyless chuck
EWL-A019/G
Portabrocas, Escala del
1
2
3
4
Bohrfutterskala
Graduation – mandrins
Escala do mandril
Drill chuck scale
La graduación de las mordazas de sujeción con los diámetros de alojamiento
(mm) permiten preseleccionar la abertura de las mordazas de sujeción para cambiar rápidamente el accesorio.
Portabrocas, Tipos de
Bohrfutterarten
Types de mandrin
Tipos de mandril
Drill chuck types
Los taladros precisan diferentes sistemas
de sujeción y agarre para alojar los más
diversos útiles adaptables como brocas
espirales, avellanadores, útiles de desbarbar y escariadores.
160-209(M-Q)_esp Page 193 Tuesday, January 29, 2002 2:48 PM
Portabrocas, Tipos de
Tipos de portabrocas
A
Posición de las garras de las brocas
de diámetro pequeño
B+C Posición de las brocas de diámetro grande
1
C
B
2
1 Garras
2 Encaje cónico
EWL-B019/G
A
3. la relación de transmisión entre la
rosca interior de la corona dentada y
la rosca de las mordazas de sujeción
el margen de sujeción en los portabrocas
comunes se encuentra entre
0.5–10 mm 1.5–13 mm 3.0–16 mm
con las roscas de adaptación de
3/8"–24 UNF 1/2"–20 UNF 5/8"–16 UM
5/8"–16 UNF
A Mandril de sujeción rápida con
un encaje
B Mandril de sujeción rápida con
encastre doble
1
A
1
2
B
1 Encaje de rosquear
2 Encaje de contrarrosca
EWL-B020/G
1.0 Portabrocas de corona dentada
(mandril)
Es el más usual de todos los portabrocas
para taladros. Típica de este portabrocas
es su corona dentada giratoria que permite abrir y cerrar las tres mordazas de
apriete por medio de una llave provista de
un dentado. El accionamiento de la mordazas se realiza por medio del dentado
interior de la corona y el exterior de las
mordazas de sujeción. Tres formas de
transmisión de fuerza aseguran la firme
sujeción del accesorio:
1. fuerza manual que con el brazo de palanca de la llave aprieta el portabrocas,
2. la relación de transmisión entre el número de dientes del piñón de la llave
y la corona dentada,
193
2.0 Portabrocas de sujeción rápida
Es accesorio especial en casos aislados
en taladros y taladros de percusión. Se
emplea con preferencia cuando se precisa un cambio rápido y frecuente de la
broca. Se distingue exteriormente por el
casquillo giratorio moleteado que no precisa llaves de portabrocas. Las mordazas
de arrastre forzado son empujadas por la
jaula de mordazas a través del casquillo
giratorio. Al contrario que en el portabrocas de corona dentada, la broca se sujeta
en una longitud del vástago mayor y la
presión ejercida al taladrar aumenta la
fuerza de apriete. No se precisa ninguna
llave para aflojar ni apretar, es suficiente
la fuerza de la mano. Cabe diferenciar
entre los portabrocas de sujeción rápida
a) para giro a la derecha solamente
b) para giro a la derecha con percusión
c) para giro a la derecha y a la izquierda
solamente
d) para giro a la derecha y a la izquierda
con percusión
En las ejecuciones b, c, d se requiere frecuentemente un mecanismo adicional para asegurar la fuerza de apriete. Los márgenes de sujeción usuales son:
1.5–10 mm 1,0–13 mm
3.0–16 mm
con las roscas de adaptación de
∫"–20 UNF 1/2"–20 UNF 5/8"–16 UNF
160-209(M-Q)_esp Page 194 Tuesday, January 29, 2002 2:48 PM
194
Portabrocas con Seguro de la Fuerza de Apriete
3.0 Portabrocas de mordaza doble
Son portabrocas especiales para sujetar
vástagos de sección cuadrada, como es
el caso de machos de roscar. Las mordazas se aprietan exteriormente al igual que
en el portabrocas de corona dentada, pero con una llave de cuadradillo y husillo
con rosca de sentido opuesto. Los portabrocas de mordaza doble disponen frecuentemente de una suspensión cardan
a fin de compensar las faltas de alineación debidas al guiado manual.
4.3 Portabrocas de corona dentada con
eje estriado grande como vástago
motriz, para taladrar con percutor.
En taladros pequeños y Micro se emplean también pinzas de sujeción para fijar brocas espirales.
Portabrocas con Seguro de
la Fuerza de Apriete
(ver Tipos de mandril)
Schlagbohrfutter
Mandrin avec blocage de sécurité
Mandril resistente a impactos
Impact-resistant chuck
Mandril con mordaza doble
1
2
3
1 Taladro con vástago cuadrado
2 Mandril con mordaza doble
3 Llave de mandril
EWL-B021/G
Portamangueras
4.0 Portabrocas de corona dentada
con seguro de fuerza de apriete
En los trabajos de perforación con percusión podría ser causa del aflojamiento de
la broca. Con el seguro de fuerza de
apriete se consigue que las mordazas se
mantengan enclavadas en su posición de
agarre. El alojamiento hexagonal visible
desde el exterior permite reconocer el
portabrocas con seguro de fuerza de
apriete. La llave tiene el dentado usual y
en extremo de la llave tiene un hexágono.
Basándose en estos cuatro tipos se fabrican también portabrocas especiales para
las más diferentes aplicaciones.
4.1 Portabrocas de corona dentada can
vástago motriz SDS-plus para martillos perforadores ligeros para poder
trabajar con brocas de metal duro y
brocas espirales.
4.2 Portabrocas de corona dentada con
eje estriado pequeño como vástago
motriz, para taladrar con percutor.
Schlauchträger
Supports pour flexibles
Porta-mangueiras
Hose storage devices
En la técnica hidráulica existen varios
aparatos para transportar y guardar mangueras:
Portamangueras:
Carrete con pies rígidos
Carro para el transporte de mangueras:
Carrete portátil
Tambor para mangueras:
Carrete con carcasa que se puede transportar o colgar.
Soporte para mangueras:
Dispositivo para colgar la manguera que
se fija a la pared.
Portaútiles de Cambio
Rápido
Schnellwechselfutter
Mandrin de fixation a emmanchement
automatique
Mandril de troca rápida
Quick change chuck
A diferencia del portabrocas de fijación
rápida, no se puede usar con otros útiles
160-209(M-Q)_esp Page 195 Tuesday, January 29, 2002 2:48 PM
Potencia Absorbida, –Útil
adaptables que no tengan los encajes
adecuados (p. ej. hexagonal de 1/4”)
Ejemplo:
Portaláminas de destornillador en husillo
SDS-plus.
Potencia, Factor de cos ϕ
(vea también Motor trifásico)
Leistungsfaktor cos ϕ
Facteur de puissance cos ϕ
Fator de potência cos ϕ
Power factor cos ϕ
Todo el consumo inductivo como el de
motores, generadores y transformadores
tiene un factor de potencia cos ϕ.
Cuando una corriente alterna circula por
una bobina se crea un campo megnético
cuyas líneas de fuerza se cruzan con las
espiras de la propia bobina. Se crea en
ella entonces una tensión por autoindución, opuesta a la causante. Esto es motivo de que la corriente y la tensión queden
desplazadas en el tiempo, lo que se denomina desfase o desplazamiento de fase. En los aparatos no inductivos, como
las lámparas incandescentes y los calefactores eléctricos, el fator de potencia es
= 1, y en los inductivos siempre < 1.
En un circuito de corriente alterna, trifásica o monofásica, se precisan tres datos
de potencia, que son la potencia aparente (Ps), potencia efectiva (P) y la potencia
reactiva (Pq).
Ps = U x I
(VA)
P = U x I x cos ϕ
(W)
Ps = U x I x sen ϕ
(var)
En la corriente trifásica debe considerarse el factor de enlace 3 = 1, 732
La potencia aparente es la aparentemente absorbida por el aparato.
La potencia efectiva es la realmente
transformada en energía.
La potencia reactiva indica la componente útil de la potencia aparente, la potencia
reactiva sobrecarga los conductores, por
195
circular alternativamente entre consumidor y generador.
El factor de potencia puede expresarse
por la relación entre las potencias efectiva y aparente.
P
cos ϕ = -------Ps
El factor de potencia en las herramientas
eléctricas es del orden de 0,92 a 0,96 por
lo que es despreciable.
En los motores de corriente trifásica y de
alterna, sin embargo, los factores de potencia puede ser de 0,7 a 0,85 dependiendo de la carga, y deben considerarse
siempre.
Potencia Absorbida [VA]
(Consumo)
Aufnahmeleistung
Puissance absorbée [VA]
Potência absorvida (VA)
Power input
Es la potencia eléctrica que una herramienta eléctrica retira de la red de suministro de energía (enchufe o batería). El
consumo es siempre mayor que la potencia útil, porque toda conversión de energía, por razones de orden física, implica
pérdidas (vea también grado de eficiencia).
Potencia Absorbida, -útil
(vea Potencia de entrada y
salida)
Leistungsaufnahme, -abgabe
Puisssance absorbée, -débitée
Fonte/consumo de energia
Power input, - output
160-209(M-Q)_esp Page 196 Tuesday, January 29, 2002 2:48 PM
196
Potencia Aparente
Potencia Aparente
(ver Consumo de energía,
motor trifásico, factor de
tensión)
Potencia Útil (watt)
Scheinleistung
Puissance apparente
Tensão aparente (Ps)
Apparent power (PS)
Los motores eléctricos transforman la
energía eléctrica, que toman de la red de
suministro, en energía mecánica. Esta
energía consumida se denomina potencia absorbida P1 (VA) y la potencia transmitida al husillo de trabajo es la potencia
útil P2 (watt).
Potencia Nominal
(ver también Potencia
absorbida)
Nennaufnahme, -leistung
Puissance nominale
Consumo nominal, potência absorvida
Maximum power, rated power input
Es la potencia en vatios indicada en la
placa de características de la máquina,
que en el caso de las herramientas eléctricas es siempre la potencia absorbida.
Corresponde a la potencia con carga permanente, obtenida cuando el punto más
caliente de la parte eléctrica alcanza una
temperatura de 105 °C con una temperatura ambiente de 20 °C. Si no se determina bajo condiciones de régimen permanente (DB) S 1, debe indicarse régimen
intermitente (AB) S 3 o régimen de tiempo reducido (KB) S 2 en la placa de características.
La potencia absorbida nominal se calcula
de la siguiente manera:
P1 = U x I (VA)* (W)
U = tensión eléctrica V (voltios)
I = intensidad de corriente eléctrica A
(amperios)
VA= voltamperio
W = vatios
*
Ya que en el motor universal el cos ϕ
es casi igual a 1, puede sustituirse
VA por el valor en vatios (W)
Abgabeleistung
Puissance débitée
Potência útil (watt)
Power output P2
P1 = U x I x cos ϕ
P2 = P1 x I x µ
(VA)
(WATT)
Lamentablemente este proceso de conversión no se realiza sin pérdidas, en
consecuencia, el grado de eficiencia h
siempre es menor que 1. El factor de potencia cos ϕ de los motores universales,
tiene un valor entre 0.95 e 0.98, entonces
se puede despreciar. La potencia liberada se determina mediante frenado mecánico.
P2 = M x µ : 9550
P em kW, M em Nm, µ em RPM
Power Control
Power Control
Power Control
Power Control (Controle de potência)
Power Control
En BOSCH es un término genérico para
el control del par de giro.
Power Memory
Power Memory
Power mémory
Power Memory (Memória de potência)
Power Memory
En BOSCH se trata de un módulo electrónico especial que detecta y memoriza
automáticamente el par de apriete del tornillo. Los tornillos siguientes se aprietan
entonces con igual par.
160-209(M-Q)_esp Page 197 Tuesday, January 29, 2002 2:48 PM
Presión
Prescripciones
(ver también DIN y
Recomendaciones de
seguridad)
Vorschriften
Préscriptions/Directives
Normas e Recomendações
Regulations
La prescripción fundamental para herramientas eléctricas, en Alemania, es la
norma DIN VDE 0740 "Herramientas
eléctricas portátiles". Está de acuerdo
con la norma internacional para herramientas eléctricas HD 400.
Adicionalmente se aplica la norma VDE
0100/ DIN 57 100 "Prescripciones para la
construcción de instalaciones de alta intensidad con tensiones nominales de
hasta 1000 voltios".
Deben considerarse además las prescripciones contra accidentes especificadas en
los acuerdos de los Sindicatos, siempre
que no estén de contradicción con la DIN
VDE 0740 y con la HD 400. Requieren
atención especial las normas de prevención de accidentes en los trabajos con madera, los de construcción civil y los de agricultura. Debido al peligro existente por posibles emanaciones de gas grisú, en minería
se aplican prescripciones especiales.
Prescripciones VDE
(ver Recomendaciones de
seguridad)
VDE-Vorschriften
Directives VDE
Normas VDE
VDE standards
Preselección de la Fuerza de
Giro
(vea Torque-Control)
Drehmoment-Vorwahl
Présélection du couple de reglage
Pré-seleção do torque
Torque preselection
197
Presión
(ver también Columna de
Agua)
Druck
Pression
Pressão
Pressure
La presión física es la fuerza por unidad
de superficie
N
1Pascal = 1 ------2m
La presión atmosférica se mide en bar,
2
5
^ 10 N/cm =
^ 10 Pa.
siendo 1 bar =
Desde hace poco la presión atmosférica
se mide en hectopascales (hPa).
1 hPa = 100 Pa
1
1hPa = ------------- bar = 1 mbar
1000
Las referencias técnicas de las herramientas neumáticas se refieren a una
presión de régimen de 6.3 bar o 90 psi,
según la norma ISO 2787.
En el caso de las bombas, por ejemplo en
la limpiadora de alta presión, la magnitud
de la presión determina su capacidad de
rendimiento.
La presión generada por bombas de presión generalmente suele ser mayor que
la presión atmosférica, o sea superior a 1
2
bar = 10 N/cm (sobrepresión atmosférica). En la bomba de aspiración la presión
en la entrada es inferior a 1 bar (presión
negativa) y se puede medir en mH2O
(metros de columna de agua), 1 mH2O ≈
0.1 bar. Por ejemplo, una limpiadora de
alta presión con capacidad de 2 mH2O es
capaz de retirar agua de un depósito localizado hasta 2 m por debajo de la toma
de aspiración.
En aspiradoras se aplican los mismos
principios físicos. Su capacidad de aspiración también se indica en mH2O. Debe
160-209(M-Q)_esp Page 198 Tuesday, January 29, 2002 2:48 PM
198
Presión de Aplicación
tenerse en cuenta que tanto el diámetro
de la manguera de aspiración como el tamaño de la abertura de la boquilla de aspiración afectan la magnitud de la depresión.
Prisma de Doble Rayo
Presión de Aplicación
Es un útil para láser de construcción. Los
prismas de doble rayo dividen el rayo láser. Una mitad continúa en dirección rectilínea y la otra se desvía 90°. El prisma
de doble rayo permite proyectar y verificar ángulos rectos.
Es la fuerza ejercida manualmente, necesaria para alcanzar una progresión óptima en el trabajo, con una velocidad de
corte de la broca correcta. En nuestros
ensayos de control de calidad, la fuerza
manual se simula mediante cilindros de
presión. En taladros de percusión la efectividad al taladrar depende fuertemente
de la presión de la aplicación ejercida,
mientras que ésta es secundaria en martillos electroneumáticos.
Prisma
de doble rayo
90°
EWL-Z005/G
Anpreßdruck
Pression appliquée
Pressão do operador
Operator pressure
Zweistrahlprisma
Prisma à deux faisceaux
Prisma de raio duplo
Dual-beam prism
Presión de Trabajo
Arbeitsdruck
Pression de service
Pressão de trabalho
Working pressure
Presión alcanzada, en operación continua, con la máxima cantidad de agua expelida y la boquilla standard más pequeña de la limpiadora de alta presión. El
punto de medición se toma en la salida
del generador de presión.
Prisma
Prisma
Prisme
Prisma
Prism
Los prismas son elementos ópticos que
se utilizan para desviar los rayos de luz,
fenómeno conocido con el nombre de refracción. Frecuentemente se utilizan para
provocar un desvío de 90°. También se
usan para desviar rayos láser.
Proceso de Atornillado
Schraubvorgang
Processus de vissage
Processo de parafusamento
Screwdriving process
Queda definido como el proceso de enroscar, apretar o aflojar una unión atornillada.
160-209(M-Q)_esp Page 199 Tuesday, January 29, 2002 2:48 PM
Procesos de Recarga Delcha Vatio
recocimiento reduce el endurecimiento
del material.
Processo de atornillado
1
Endurecimiento por precipitación
Se denomina endurecimiento por precipitación al recocimiento en el intervalo de
temperaturas más alto.
2
5
3
Par de apriete
Fricción debajo de la cabeza
Forma de apoyo
Fricción de la rosca
Fuerza de tensión
EWL-S021/G
4
1
2
3
4
5
199
Proceso de Endurecimiento
Härteverfahren
Procesus de trempage
Processos de endurecimento
Hardening methods
Existen varios procesos de endurecimiento del acero. Los procesos y sus
efectos sobre los materiales de trabajo se
describen resumidamente a continuación:
Templado homogéneo
Por medio de calentamiento seguido de
enfriamiento a temperatura ambiente, el
material se endurece hasta el núcleo. Este proceso puede provocar modificaciones de la forma (deformaciones) y grietas
(fracturas).
Recocimiento
Recocer significa calentar el material y
mantenerlo a una temperatura entre 200
y 600 °C durante un período largo (>1 hora) después del enfriamiento para que
sea más resistente a los cambios parciales de textura del material templado. El
Cementación
En este proceso se aumenta el tenor de
carbono de la capa externa (carburación).
Si en el proceso también se agrega nitrógeno, se denomina carbonitrificación.
Originalmente en este proceso se utilizaba sal derretida, pero actualmente se usa
gas por cuestiones relacionadas con el
medio ambiente. Por cementación se
puede obtener un material con una capa
externa sumamente dura mientras el núcleo conserva su dureza original. En este
proceso se pueden controlar el espesor y
la dureza de la capa externa.
Tratamiento con boro
En este proceso se usa boro para aumentar la resistencia al desgaste de la
capa externa del material.
Procesos de Recarga
Delcha Vatio
Delta Volt Ladeverfahren (DV)
Processus de recharge Delta Volt
Processo de carga utilizando a
variação de tensão final (DV)
Delta Volt –charging method (DV)
Este proceso garantiza la recarga total de
las baterías de diferentes capacidades.
Para verificar si la batería está completamente cargada se controlan constantemente las características de la tensión.
Cuando determina el proceso de recarga
de las baterías de níquel-cadmio se puede observar un ligero aumento de tensión
(delta volt positivo) al principio después
una disminución característica ( delta volt
negativo). Esto sirve como valor de control para conmutar entre la denominada
carga rápida y la recarga convencional,
que es lenta. Este método suave de recarga evita sobrecargas y contribuye a
160-209(M-Q)_esp Page 200 Tuesday, January 29, 2002 2:48 PM
200
Productos Abrasivos
aumentar la vida útil de las baterías. Todos los cargadores rápidos standard de
BOSCH vienen equipados con el sistema
∆V. Como este tipo de cargador es totalmente automático, no necesita la función
descarga-carga especial.
Productos Abrasivos
Schleifmittel
Abrasifs, Meules
Produtos abrasivos
Abrasives
Su variedad y aplicaciones son tan extensas que solamente se pueden tratar aquí
en forma resumida. La formación de los
materiales abrasivos naturales (productos de origen volcánico) se remonta a
eras primitivas. El corindón natural y el
esmeril actualmente se utilizan muy poco
porque los resultados que se obtienen
son insatisfactorios.
Los materiales abrasivos artificiales comenzaron a producirse a finales del siglo
pasado en hornos eléctricos fundiendo
arena de sílice y coque para obtener cristales de carburo de silicio. Otro proceso
consistió en fundir alúmina, también en
un horno eléctrico para obtener óxido de
aluminio y electro corindón. El corindón
especial (corindón noble) se obtiene a
partir de la bauxita de elevada pureza.
Se dispone por lo tanto de materiales
abrasivos básicos, que para poder ser
aprovechados técnicamente precisan ser
aglomerados.
1.0 Aglomerante
Se emplean tanto aglomerantes orgánicos
como inorgánicos. Pertenecen a los aglomerantes inorgánicos la arcilla, el feldespato, el
caolín y la arena de cuarzo, que se moldean
junto con el grano abrasivo, se prensan y
queman conjuntamente. Los aglomerados
determinan generalmente la velocidad
periférica máxima admisible de la copa.
Los aglomerantes orgánicos, tal como se
emplean por ejemplo en discos con aglomerante de resina sintética con refuerzo
textil, fijan el grano abrasivo con resina
fenólica como aglomerante.
2.0 Tamaño del grano
Es determinante en el resultado de amolado. La unidad de medida del tamaño de
grano es el "mesh". El método de medición se basa en el empleo de un tamiz
con numerosas mallas por pulgada. Con
8 orificios por pulgada se retienen por
ejemplo granos de un diámetro aproximado de 2 mm. En las copas se indica este
valor, correspondiendo el 8 a la granulación más gruesa y 1200 a la más fina.
La correspondencia entre el tamaño de
grano y el campo de aplicación se detalla
a continuación:
Amolado
basto
8, 10, 16, 20, 24, 30
Amolado
medio
30, 36, 40, 46, 50, 60
Amolado
fino
80, 100, 120
Amolado
extrafino
220, 240, 300, 400
Lapeado
400, 1200
En discos de tronzar y desbastar el tamaño del grano queda entre 16 y 30.
3.0 Dureza
El grano abrasivo es siempre de una dureza extrema, ya que de lo contrario no
sería posible amolar con él. En relación
con los productos abrasivos, al hablar de
dureza, ésta se refiere a la dureza del
aglomerante. Un producto abrasivo blando se compone de un grano abrasivo extremadamente duro, pero que se puede
extraer fácilmente del aglomerante. Realmente sería más adecuado definir la dureza del aglomerante, que se identifica
por las siguientes letras:
160-209(M-Q)_esp Page 201 Tuesday, January 29, 2002 2:48 PM
Profundidad de Corte, Ajuste de la
E, F, G
muy blanda
H, I, J, K
blanda
L, M, N, O
mediana
P, Q, R, S
dura
T, U, V, W
muy dura
X, Y, Z
extradura
4.0 Estructura
Por estructura se entiende la distribución
espacial del material abrasivo en el material de soporte. Cuanto más abierto sea el
disco, mayor será la disipación de calor y
más "frío" su comportamiento al amolar.
Las indicaciones sobre la estructura se realizan por medio de los siguientes números:
1–4
estructura densa
(con mucho
material abrasivo)
5–7
estructura normal
8–10
estructura abierta
11–14
estructura muy
abierta
15–18
estructura elevadamente porosa
Toda copa debería llevar todas estas indicaciones; la norma DIN 69120 establece el etiquetado de la copa.
Los discos de tronzar y desbastar BOSCH también llevan etiquetas de diferentes
colores de acuerdo con su aplicación:
Verde
=
para trabajar
en piedras
Azul
=
para trabajar
en acero
201
Las franjas transversales adicionales indican la velocidad periférica máxima admisible:
Rojo
=
velocidad periférica
máxima admisible:
80 m/s
Azul
=
velocidad periférica
máxima admisible:
45 m/s
los productos abrasivos se fabrican para
las más diversas aplicaciones y de formas muy diferentes como discos de desbastar o de tronzar, copas cónicas o planas, muelas cilíndricas, platos lijadores,
vasos de amolar, hojas lijadoras, papel
de lija, textil de esmeril, bandas lijadoras,
anillos lijadores, platos lijadores segmentados y muchos más. Las pastas de
esmerilar se aplican también como medio
abrasivo para ser aplicadas y distribuidas
como medio pulidor con lijadoras.
Profundidad de Corte,
Ajuste de la
Schnittiefenverstellung
Réglage de la profondeur de coupe
Ajuste da profundidade de corte
Cutting depth adjustment
Es imprescindible en las sierras circulares, puesto que solamente la mitad de la
altura del diente de la hoja de sierra debe
sobresalir del material.
160-209(M-Q)_esp Page 202 Tuesday, January 29, 2002 2:48 PM
202
Progresión al Taladrar
de calar. Las hojas Progressor se identifican por el espacio entre los dientes, que
aumenta en el sentido desde el vástago
hacia la punta. Esta hoja se recomienda
debido a su versatilidad frente a los más
diversos materiales, especialmente los
compuestos (materiales "sandwich") y a
su alto valor de penetración y avance.
Profundidad de corte, ajuste de la
Equivocado: La hoja de la sierra sobresale
demasiado de la pieza de trabajo. Peligro!
Progressor
1
2
2
3
1 Dientes pequeños en la punta del vástago
2 Dientes de tamaño "progresivamente"
mayor
3 "Diente canino" para la función de
penetración (recorte de bolsillos)
EWL-P005/G
Correcto: Sólo sobresale la mitad de
los dientes. Seguro!
EWL-S016/G
PROGRESS
Progresión al Taladrar
Bohrfortschritt
Progression de perçage
Progresso da perfuração / perfuração
Drilling progress
Es el rendimiento de trabajo al taladrar en
el material correspondiente. La progresión al taladrar depende de múltiples factores, en los que la potencia del motor, la
presión de aplicación y la forma y tipo de
los accesorios son de vital importancia.
La progresión al taladrar en piedra depende de la intensidad del impacto individual y de la resistencia estructural de la
piedra.
Progresión
al taladrar
(mm/min o m/h)
Profundidad
de taladro
=
unidad de tiempo
Progressor
Progressor
Progressor
Progressor
Progressor
Es la denominación comercial de BOSCH
para un nuevo tipo de hojas para sierras
Prolongador de Mangueras
Schlauchverbinder
Raccord pour tuyaux d´arrosage
União de mangueiras
Hose connector
Elemento de unión utilizado en técnica hidráulica para unir directamente dos mangueras. En el caso de mangueras defectuosas puede cortarse el tramo dañado y
unir los extremos con el prolongador.
Protección, Aislamiento de
Schutzisolation
Isolation
Isolação de proteção
Protective insulation
Los aparatos con aislamiento de protección disponen, además del aislamiento
de servicio normal, de un aislamiento adicional equivalente e independiente. En
caso de peligro los dos tipos de aislamiento, en forma separada, van a interrumpir la corriente antes que signifique
un riesgo para el usuario.
160-209(M-Q)_esp Page 203 Tuesday, January 29, 2002 2:48 PM
Protección, Tipos de (Según DIN 40 050)
Protección, Tipos de (según
DIN 40 050)
Protección, aislamiento de 5
4
Schutzarten nach DIN 40 050
Les différents types de protection
selon la norme DIN 40 050
Tipos de proteção (em conformidade
com DIN 40 050)
Degrees of protection (according to
DIN 40 050)
3
2
Eje del inducido (motor)
Colector
Aislamiento de protección
Devanados
Núcleo de hierro
EWL-S023/G
1
Protección, Tensión de
Schutzspannung
Tension de protection
Tensão de proteção
Protection potential
Es la tensión reducida tomada de la red a
través de un transformador de protección,
cuya magnitud no supera los 42 V.
Los motores eléctricos y sus partes en rotación pueden protegerse, total o parcialmente, contra la penetración de agua y de
cuerpos extraños pequeños o mayores,
así como contra la suciedad y el polvo.
Las clases de protección según IP forman
parte de los datos característicos del motor. La identificación se realiza por medio
de las letras IP (International Protection)
seguidas por un número de dos cifras
comprendidos entre el 0 y el 5. La primera
cifra indica la protección contra el contacto
con piezas por donde circula corriente. La
segunda cifra indica la protección contra la
penetración de agua. (Ver la tabla siguiente). Esta indicación es poco usual en las
herramientas eléctricas, pero se exige
siempre en los grupos electrógenos y en
los vibradores internos y externos.
Tipos de protección
Protección de las manos
Cuerpos extraños
Ninguna
Protección
contra agua
0
Sin contacto de protección
Ninguna
1
Protección contra grandes super- Protección contra
ficies en contacto con las manos cuerpos grandes
Protección contra
agua que gotea
2
Protección de contacto
con los dedos
Protección contra cuerpos
sólidos de tamaño medio
Protección contra
agua pulverizada
3
Protección de contacto
con la herramienta
Protección contra cuerpos
sólidos pequeños
Protección contra
agua a borbotones
4
Protección de contacto
con accessorios
Protección contra residuos
internos de polvo
Protección contra
agua de manguera
5
Protección de contacto
con cuerpos extraños
Protección contra polvo
Protección contra
agua presurizada
EWL-S022/G
1
2
3
4
5
203
160-209(M-Q)_esp Page 204 Tuesday, January 29, 2002 2:48 PM
Protección del Aparato
Protección del Aparato
(ver también fusible de
protección)
Geräteschutz
Protection de l´appareil
Disjuntor
Appliance protection
El fusible es el punto más débil del circuito y protege el conductor eléctrico de un
calentamiento excesivo al fundirse antes
de que el conductor llegue a deteriorarse.
La protección del aparato protege a éstos
de un calentamiento excesivo. Este tipo
de protección se denomina guardamotor.
Protección de Aspiración
Protección Contra Astillado
Spanreißschutz
Pare-éclats
Protetor de cavacos
Anti-splintering device
Es una pieza transparente que se inserta
en la placa base de la sierra de calar para
evitar el astillado de superficies quebradizas.
Protector de virutas
1
2
3
Atemschutz
Protection antipoussière
Proteção anti-poeira
Breathing protection
Durante el tratamiento superficial de muchos materiales frecuentemente se levanta el polvo. Este puede ocasionar molestias, muchas veces irreversibles, en
los órganos respiratorios de los individuos sometidos a una exposición prolongada. Debido a esto es imprescindible
usar los sistemas de aspiración de polvo
ofrecidos por los fabricantes de herramientas eléctricas. Sobre este asunto
existen leyes especiales a las que se deben ajustar tanto el comercio como la industria y si no son obedecidas pueden resultar en la clausura del negocio o de la
fábrica.
El protector de aspiración de la herramienta realiza una protección efectiva de
los pulmones. También se debe realizar
una protección pasiva usando máscaras
antigases.
Estas máscaras están equipadas con filtros específicos para diversas sustancias
peligrosas. Por este motivo al usar mascaras es necesario verificar la categoría
del material que va a ser filtrado.
1 Sierra de calar
2 Protector de virutas
3 Plancha base
EWL-S039/G
204
Protección Contra Contacto
Berührungsschutz
Protection contre les accidents
Proteção contra contato
Contact protection
El riesgo de lesionarse con una herramienta eléctrica debido a un descuido
puede reducirse protegiendo los "árboles
de trabajo" de movimiento mecánico de
un eventual contacto y protegiendo las
manos. Para eso se utilizan diversos tipos de protección como:
1. Guardas protectoras en amoladoras
angulares y rectas
2. Guardas protectoras pendulares en
sierras circulares y cepillos
3. Guardas transparente en mesa de
aserrar
4. Cubierta transparente para la hoja de
sierra en la sierra de calar
160-209(M-Q)_esp Page 205 Tuesday, January 29, 2002 2:48 PM
Protección Eléctrica
205
5. Protección contra virutas en fresadoras de superficie
6. Guardas desplazables en máquinas
de cepillar estacionarias.
Protección Contra
Sobrecargas
(veja Llave de tensión cero)
Protección Contra Golpes
Nullspannungsschalter
Protection contre le redémarrage
Proteção contra sobrecarga
No-volt switch
Anstoßschutz
Dispositif anti-chocs
Proteção anti-choque
Contact protection
Dispositivo de protección para evitar por
un lado el deterioro de ejes en rotación,
vástagos o accesorios al golpear la pieza,
y por otro lado no exponer al usuario al
riesgo de lesión por tocar incidentalmente
partes en movimiento. En tijeras de podar
la protección contra golpes puede evitar
que los extremos de las hojas en vaivén
sobresalgan de su guía y choquen contra
las paredes, postes, etc.
Protección Contra
Rearranque
(ver también Interruptor de
tensión nula)
Wiederanlaufschutz
Protection contre le redémarrage
Proteção contra religamento
Restart cut-out
Si se produce un corte breve o prolongado de la corriente eléctrica y no se desconecta la herramienta eléctrica, una máquina sin protección contra rearranque
puede resultar peligrosa si se pone en
marcha nuevamente de forma automática.
La protección contra rearranque evita la
puesta en marcha de la máquina después de un corte de electricidad. Solamente al conectar nuevamente el interruptor, se puede poner la máquina en
funcionamiento.
Protección de las Cuchillas
Messerschutz
Protection pour fers
Protetor de lâminas
Blade guard
La parte de la cuchilla del cepillo que no
se utiliza debe estar protegida durante la
operación estacionaria. La protección de
la cuchilla articulada se ajusta a la longitud de la pieza de trabajo dejando libre
apenas la longitud deseada de la cuchilla.
Protección Eléctrica
Absicherung, elektrische
Sécurité, électrique
Proteção elétrica
Fuse protection
El fusible es la parte más débil del circuito
eléctrico. Se coloca para que se funda
antes de que damnifiquen los elementos
del circuito eléctrico. Como el fusible debe proteger al cable, debe ser compatible
con el diámetro del mismo (sección en
2
mm ). La sección del conductor instalado
y el fusible o el fusible automático seleccionado están relacionados y son definidos en conjunto por la norma VDE 100.
Así, si se elige un fusible más potente para soportar una corriente de arranque
más elevada de una máquina, la sección
del cable se tiene que aumentar en la
misma proporción.
El fusible no protege de sobrecarga o sobrecorriente a la herramienta eléctrica a
la que está conectado. Para eso hay que
instalar una guardamotor o un dispositivo
electrónico de desconexión.
160-209(M-Q)_esp Page 206 Tuesday, January 29, 2002 2:48 PM
206
Protección para las Manos
Protección para las Manos
Handschutz
Protège-mains
Proteção para as mãos
Hand protection
Es una medida de protección adicional,
empleada siempre que se trabaja con
platos lijadores de goma y hojas lijadoras
de fibra. Con la rosca de la empuñadura
se fija una chapa doblada en ángulo a la
carcasa de engranajes de la amoladora
angular, De esta forma se protege la mano del operador y evita que esté en contacto con el plato lijador en movimiento.
Las limaduras que se forman durante el
corte se mantienen lejos de las manos.
Protección para las manos
(Tijera para chapa)
1 Proteção para las manos
Protección del Motor
(ver Protección, eléctrica)
Motorschutz
Protection du moteur
Proteção do motor
Motor protection
Protección de Oídos
Gehörschutz
Protection auditive
Protetores auriculares
Hearing protection
EWL-H002/G
1
La exposición continua del oído humano
a ruidos superiores a un determinado nivel - que generalmente es imperceptible provoca daños irreversibles a la audición
e incluso puede causar sordera total. Si el
nivel del ruido es superior a 85 dB es preciso usar protectores auriculares. Los
equipos de buena calidad atienden a las
especificaciones de las asociaciones profesionales y se deben usar en lugares
próximos a la emisión de ruido.
Protección de Ojos
Augenschutz
Protection des yeux
Proteção dos olhos
Eye protection
Al trabajar con herramientas eléctricas en
las proximidades de otro operador muchas veces se producen astillas, polvo o
esquirlas, que, si penetran en los ojos,
causan daños irreversibles, incluso pérdida de la visión. Cuando se manipulan herramientas es obligatorio usar gafas de
protección (por ejemplo al amolar o cepillar), especialmente en fábricas. Como el
riesgo potencial es el mismo para quien
utiliza las herramientas en el ámbito doméstico o comercial, se debe tener consciencia de la necesidad de usar siempre
las gafas de protección.
Protección de Separación
Schutztrennung
Séparation de protection
Separação de segurança
Safety separation
Es la que separa el circuito eléctrico de
un consumidor con una tensión nominal
máxima de 400 voltios de la red de alimentación a través de un transformador
de separación o un generador a motor.
La separación entre el circuito primario y
secundario es total. El potencial en el secundario es libre, o sea no tiene relación
con el potencial de tierra. Ver la figura siguiente.
160-209(M-Q)_esp Page 207 Tuesday, January 29, 2002 2:48 PM
Punzonadora
Protección de separación
230V
L1
N
PE
207
Pulidora
Transformador aislador
A
230V
230V
La tensión entre fase y neutro o bien entre fase y tierra es 230 V.
La tensión entre bornes secundarios A y
B es de 230 V.
La tensión entre bornes secundarios A y
B y tierra es nula
La tensión nominal en el lado secundario
en una herramienta eléctrica de dos polos no debe ser superior a los 250 V.
A un transformador de separación se
puede conectar solamente una herramienta eléctrica con corriente nominal
máxima de 16 A.
Los transformadores de separación móviles deben disponer de una protección
de aislamiento. El circuito secundario en
transformadores de separación no debe
estar conectado a tierra. Al trabajar dentro de calderas debe colocarse el transformador fuera de la caldera.
Pulidora
(ver Amoladoras/Lijadoras)
Polierer
Polisseuse
Politriz
Polisher
Sombrerete
de piel de carnero
EWL-P003/G
cero
EWL-S024/G
B
cero
Pulsador
Totmannschalter
Interrupteur homme-mort
Chave “homem-morto”
Dead man's switch
Es un interruptor de conexión / desconexión que no se puede trabar en su posición de conexión; se debe mantener
constantemente en esa posición con la
mano, ya que de lo contrario retorna
automáticamente a su posición de desconexión. Se prescribe su empleo por motivos de seguridad en ciertas herramientas
eléctricas, por ejemplo en las sierras de
cadena, sierras circulares, cepillos, fresadoras de superficie y otras.
Punzón
(ver Punzonadora)
Stempel
Poincon
Punção
Punch
Punzonadora
Knabber
Grignoteuse
Roedora
Nibbler
160-209(M-Q)_esp Page 208 Tuesday, January 29, 2002 2:48 PM
208
Punzonadora (Roedora de Chapa)
Punzonadora (Roedora de
Chapa)
Nager
Grignoteuse (Outil á grignoter)
Tesoura-punção
Nibbler
Punzonadora
(roedora de chapa)
para chapas de
hasta 3,5 mm
Punzonadora
(roedora de chapa)
para chapas de
hasta 1,6 mm
EWL-N002/G
Herramienta eléctrica empleada para cortar chapas sin retorcerlas y para entallarlas. Los elementos de corte se componen
de un punzón y una matriz.
Existen varias denominaciones del mismo aparato, siendo punzonadora la más
empleada. Pertenece, al igual que las cizallas, a las herramientas para la elaboración de la chapa, en las que la cizalla
se emplea preferentemente para recortar.
Las punzonadoras, sin embargo, punzonan una franja de corte, siendo por lo tanto adecuadas para separar chapas y para
recortes de interiores. El accesorio de
punzonar se compone de una matriz fija y
del punzón de movimiento alternativo.
Los punzones cilíndricos permiten cortes
con curvas muy cerradas. El material de
desperdicio tiene forma de hoz. Los punzones rectangulares se emplean para
materiales más gruesos, y por lo regular
pueden reafilarse. La franja de corte depende de las dimensiones del punzón
que define el desperdicio del material obtenido. El corte se realiza sin retorcer el
material, pudiéndose cortar incluso chapas onduladas o trapezoidales. Se pueden realizar cortes internos con plantilla o
según un trazado efectuando previamente un orificio del diámetro de la matriz. No
deben sobrepasarse los espesores de
material, especialmente en chapas de alta resistencia.
Las punzonadoras se accionan por medio
de un motor universal. Con las herramientas industriales BOSCH tanto con la
cizalla como con la punzonadora, se puede trabajar con el motor neumático. Existe una serie escalonada de acuerdo a la
capacidad de corte a disposición del
usuario.
Quiet Clutch
Quiet clutch
Quiet Clutch
Quiet Clutch (embreagem silenciosa)
Quiet Clutch
En español: "embrague silencioso". Se emplea en atornilladores taladros de alta calidad con tope de profundidad. El desacoplamiento del husillo se realiza de forma
casi imperceptible, sin el característico
ruido de vibración.
160-209(M-Q)_esp Page 209 Tuesday, January 29, 2002 2:48 PM
Como todo comenzó
209
Como todo comenzó...
la década del 30 se usaron por primera vez
en larga escala no apenas las herramientas
eléctricas universales sino también, y en
escala tal vez mayor, las herramientas eléctricas de alta frecuencia.
Herramientas de alta frecuencia
Cada vez que las condiciones de trabajo
presentan una dificultad especial: resulta
imposible utilizar las herramientas eléctricas universales. Esto ya ocurría antes que
las herramientas de alta frecuencia llegasen
al mercado, y eso ocurrió con las herramientas de aire comprimido. Estas herramientas conquistaron una amplia gama de
aplicaciones hasta que los factores de economía y confiabilidad volvieron a señalar
al motor eléctrico como la mejor opción. El
motor trifásico sólo se pudo aprovechar en
las herramientas eléctricas cuando se aumentó la frecuencia. Este aumento de frecuencia fue utilizado por primera vez en
Berlín, en 1932 por Ernst Heubach & Co. y
su patente fue comprada por Robert Bosch
GmbH en 1932.
Los cálculos demuestran que la mejor relación entre el peso del motor y el peso de la
transmisión se alcanza a una frecuencia entre 150 y 200 Hz. Esto debe ser tomado en
cuenta cuando se diseñan equipos de alta
frecuencia; las máquinas de alta velocidad
y pequeño porte se manejan mejor a 200
Hz, las máquinas de baja velocidad y pesadas, a 150 Hz.
El único fabricante de motores de alta frecuencia de Alemania, Robert Bosch GmbH de Stuttgart, desarrolló un extenso programa de producción de herramientas de
gran compatibilidad con su aplicación final. Ofrece más de cien tipos diferentes de
máquinas, lo que para los profesionales
abre infinitas posibilidades de aplicación.
Un taladro de alta frecuencia
Una roscadora de alta frecuencia en la caldera de una locomotora
Una atornilladora de alta frecuencia para
la construcción de motores
210-262(R-Z)_esp CORRETO Page 210 Tuesday, January 29, 2002 3:07 PM
210
Racor de Conexión
Racor de Conexión
Anschlußstutzen
Raccords rapides
Engates de mangueira
Hose adapter
Los racores de conexión son elementos
integrados que permiten adaptar mangueras de conexión a presión o a rosca,
los dispositivos aspiradores de suciedad
o polvo, de conexión rápida, permiten trabajar de manera ecológica evitando la exposición innecesaria del usuario al polvo
y la suciedad.
Rascador
2
1
1 Inserción de la hoja
2 Carcasa del motor
Aplicación (restos de cola)
Radio en Curvas
EWL-S004/G
Kurvenradius
Rayon de découpage
Raio de curvatura
Curve radius
En las cizallas para chapa indica el radio
mínimo que puede cortarse con esta herramienta.
Rascador
Rayun Plano
(ver Ángulo de aspersión)
Schaber, Elektroschaber
Racloir
Raspadeira elétrica
Scraper, electric scraper
Flachstrahl
Jet plan
Jato plano
Flat jet
Herramienta eléctrica ideada para perfeccionar y afinar superficies de encaje y
ajuste. Trabaja por arranque de viruta
con un accesorio afilado que tiene movimiento de vaivén.
También se denominan rascadores las
máquinas para retirar capas viejas de tinta o cola y también para tallar madera.
Término que designa un chorro ancho,
por ejemplo en boquillas de máquinas lavadoras de alta presión.
Chorro plano
A
Abertura del chorro A chorro dirigido
B chorro plano
EWL-F016/G
B
210-262(R-Z)_esp CORRETO Page 211 Tuesday, January 29, 2002 3:07 PM
Reductora Mecánica
211
Rebordes
Reducción
Falzarbeiten
Travaux de feuillure
Encaixes
Rebating (rabbeting)
Reduzierring
Réduction
Anel de redução
Reduction sleeve
Son rebajes realizados con el cepillo o la
fresadora, que se emplean, por ejemplo,
como áreas de estanqueidad en los galces de ventanas y puertas.
Los anillos o casquillos de reducción se
emplean para adaptar mangueras y tubos
de diferente diámetro, o para adaptar algunos accesorios (hojas de sierras circulares, discos diamantados) a ejes de diferentes diámetros.
Rebordes
Reductora Eléctrica
Getriebe, elektrisch
Engrenage, électrique
Transmissão elétrica
Transmission, electrical
EWL-F003/G
Es un concepto algo simplificado tomado
de la reductora mecánica. Se refiere a la
posibilidad de modificar las revoluciones
mediante la aportación de energía eléctrica. Se diferencian cuatro diferentes posibilidades principales:
Rebordes, Tope de Anchura
de, Tope de Profundidad de
Falzbreitenanschlag, Falztiefenanschlag
Butées de largeur et de profondeur de
feuillure
Limitador da largura do encaixe,
limitador da profundidade do encaixe
Rabbeting width stop, rabbeting depth
stop
Son accesorios para el cepillo portátil que
permiten limitar la profundidad o la anchura del rebaje al ajustarlos correctamente.
1.
2.
3.
4.
Conmutación de diodo
Toma en devanado de campo
Mando electrónico
Regulación electrónica
Reductora Mecánica
(vea también Par de giro)
Getriebe, mechanisch
Engrenage, mécanique
Transmissão mecânica
Transmission, mechanical
Varía tanto las revoluciones como el par
de giro en las herramientas eléctricas. Se
emplean diferentes tipos de reductoras.
1.0 Reductora de una velocidad
Las revoluciones relativamente elevadas
de un motor universal, se adaptan a las
revoluciones de servicio requeridas. En
casi todas las herramientas eléctricas se
reducen las revoluciones según la siguiente fórmula:
210-262(R-Z)_esp CORRETO Page 212 Tuesday, January 29, 2002 3:07 PM
212
Reductora Mecánica
Reductora de una velocidad
Reductora mecánica
dos velocidades
n1
M2
=
n2
M1
M2 =
1
3
4
5
3
4
5
1 Motor de
accionamiento
2 Piñón
3 Engranaje
4 Eje de
accionamiento
5 Mandril
6 2º par de
engranajes
7 3º par de
engranajes
n1 x M 2
n2
Si la velocidad requerida para el eje no se
obtiene en una sola etapa (generalmente
por razones de estructura) se puede usar
la reductora de dos velocidades. La baja
velocidad del eje, por ejemplo, en taladros potentes, o en mecanismos de agitación, se puede obtener con una reductora de tres velocidades. Las reductoras
de varias velocidades son más complejas, pero frecuentemente esa es la única
posibilidad de obtener una relación de reducción elevada en pequeños espacios.
Transmisión de marcha única
(Einstufiges Getriebe, Prinzip)
2
1 Motor de
accionamiento
2 Piñon
3 Engranaje
3
4
4 Eje de
accionamiento
5 Mandril
tres velocidades
1
2
6
7
1.1 Reductora manual de dos velocidades
El número de etapas en la reductora se
modifica de forma que puede conmutarse
un segundo par de ruedas dentadas con
una relación de transmisión diferente. El
cálculo del par de giro se realiza según
fórmula arriba indicada (1.0).
5
EWL-G009/G
1
6
2
EWL-G010/G
n1 = nor. de revoluciones del motor
M1 = par de giro del motor
n2 = nor. de revoluciones del eje
M2 = par de giro del eje
EWL-G008/G
n1 x M1 = M2 x n2
210-262(R-Z)_esp CORRETO Page 213 Tuesday, January 29, 2002 3:07 PM
Reductora Mecánica
Reductora de dos velocidades
3 6 7
Flujo de fuerza
en la 1ª marcha
4
2
1
4.0 Reductora totalmente sincronizada
Permiten conmutar con cualquier número
de revoluciones, también con carga o paradas.
8
3 6 7
Flujo de fuerza
en la 2ª marcha
4
2
1
3
5
7
8
2.0 Reductora de chaveta móvil
Se fabrican según ejecuciones 1.1 y 1.2.
Este tipo en especial permite conmutar
solamente de revoluciones altas a bajas
con carga, ¡pero jamás al contrario!
3.0 Reductora sincronizada
Se fabrican igualmente según ejecuciones 1.1 y 1.2. Las reductoras sincronizadas permiten conmutar con altas velocidades y plena carga.
5
5
8
Motor de accionamiento 2 Piñon
Engranaje 4 Eje de accionamiento
Mandril 6 Eje intermediario
Engranaje fijo hacia adelante
Par de engranajes mudables
EWL-G011/G
1
213
1.2 Reductora manual de dos velocidades adelante, y una de marcha atrás
Adicionalmente a las ya conocidas dos
velocidades, se invierte mecánicamente
el sentido giro mediante unos engranajes
de inversión. Las revoluciones y el par de
giro son de magnitud similar a la primera
velocidad. Las reductoras mencionadas
hasta ahora sólo pueden conmutarse con
la máquina parada o, a lo sumo, funcionando por inercia. Para conmutar con revoluciones máximas y a plena carga debe emplearse una reductora de chaveta
móvil o sincronizada.
210-262(R-Z)_esp CORRETO Page 214 Tuesday, January 29, 2002 3:07 PM
214
Régimen Intermitente (AB)
Reductora de tres velocidades
Dos velocidades adelante, una de marcha atrás
1
3
6
1ª marcha
para adelante
7
4 5
1
2 10 9
8
3
7
6
2ª marcha
para adelante
4 5
2 10 9
1
3
6
7
10 9
Régimen permanente
Régimen intermitente
Régimen de tiempo reducido
(DB) S1
(AB) S3
(KB) S2
En el régimen intermitente se indica siempre la duración de la conexión (ED) en
tanto por ciento para poder disipar el calor debido al sobrecalentamiento durante
las pausas de enfriamiento mediante la
refrigeración por convección. El régimen
intermitente se compone, por lo tanto, del
tiempo de conexión y de las pausas de
enfriamiento, denominando esta relación
mutua como ciclo de servicio. El tiempo
de observación en las herramientas eléctricas es de diez minutos. 40% ED significa que la herramienta eléctrica puede
funcionar durante cuatro minutos a potencia nominal siguiéndole a continuación
una pausa de enfriamiento de seis minutos.
8
para atrás
4 5
2
Para motores se definen tres regímenes
diferentes:
EWL-G012/G
1 Motor 2 Piñon del motor
3 Engranaje 4 Eje del accionamiento
5 Mandril
6 Eje intermediario
Régimen Intermitente (AB)
Aussetzbetrieb (AB)
Service périodique
Operação intermitente (AB)
Intermittent periodic duty (AB)
4 minutos
6 minutos
= Ciclo de trabajo
10 minutos
Los valores de conexión se indican usualmente con un 20%, 40% y 60%. Las sierras circulares y las lijadoras de banda se
utilizan en la práctica con régimen intermitente.
8
7 Par de engranajes fijos para adelante
8 Par de engranajes mudables para
adelante
9 Engranaje intemediario
10 Engranaje inverso mudable
Carga nominal
+ Pausa para
enfriamiento
Régimen Permanente (DB S1)
(IEC 34-1)
Dauerbetrieb (DB S1)
Service continu (DB S1)
Regime Permanente (DB S1)
Continuous running duty (S1)
Las herramientas eléctricas se ponen en
servicio durante las 24 horas con régimen
permanente y potencia nominal. La intensidad que circula entonces a través del
motor causa su calentamiento. La temperatura alcanzada se reduce mediante el
210-262(R-Z)_esp CORRETO Page 215 Tuesday, January 29, 2002 3:07 PM
Revestimiento de Goma
empleo de un ventilador. Al conseguir la
estabilidad térmica entre el calor generado y el calor disipado se obtiene el punto
de régimen estacionario. Régimen permanente es el funcionamiento con régimen estacionario.
Regulación de Revoluciones
(ver Electrónica, Tipos de)
Drehzahlbeeinflussung
Regulation de la vitesse
Velocidade regulável
Speed regulation
Relación Potencial/Peso
(vea Construcción leve)
Leistungsgewicht
Rapport puissance/poids
Relação peso/potência
Power-to-weight ratio
215
Rendimiento en Arranque de
Material
Abtragsleistung
Rendement, Puissance d'abrasion
Taxa de desbaste
Removal rate
Es la cantidad de material removido mecánicamente por acción de un instrumento como, por ejemplo, una amoladora angular. Se determina por diferencia de peso de la pieza antes de empezar y
después de acabar el trabajo. En el caso
de martillos de percusión, directamente
se pesa la cantidad de material removido.
El valor resultante expresado en kilos,
frecuentemente se refiere al período de
una hora. El rendimiento en arranque de
material (kg/h) se usa como valor comparativo para distintas herramientas para
lijar / esmerilar.
Rendimiento de Pegado
Rendimiento
(ver también Potencia
absorbida, Potencia útil)
Klebeleistung
Débit de colle
Capacidade de colagem
Gluing capacity
Wirkungsgrad
Rendement
Rendimento
Efficiency ratio
Es el valor utilizado en pistolas para pegar que indica la cantidad en gramos de
adhesivo termofundible que puede procesarse por minuto.
En toda máquina existen pérdidas. Es por
ello necesario aportar más energía que la
obtenida. Estas pérdidas son de origen
diferente y se disipan en forma de calor.
El cociente P2 : P1 es lo que se denomina rendimiento y se representa por medio
de la letra η.
η (%) = P2 (W) / P1 (W) x 100%
Los rendimientos de las herramientas
eléctricas se encuentran entre el 50 y el
75 por ciento.
(η = letra minúscula “eta” del alfabeto
griego)
Revestimiento de Goma
Umschäumung
Garniture en mousse
Revestimento de espuma
Foam padding
Se emplea en las empuñaduras de las
herramientas eléctricas, especialmente
en martillos, reduciendo así considerablemente la transmisión de las vibraciones a
la mano.
210-262(R-Z)_esp CORRETO Page 216 Tuesday, January 29, 2002 3:07 PM
216
Revoluciones, Ajuste Previo de
Revoluciones,
Ajuste Previo de
Drehzahlvorwahl
Présélection de la vitesse de rotation
Velocidade programada
Rotational speed pre-selection
Los interruptores de control electrónico
disponen de un elemento de ajuste que
permite que el usuario ajuste previamente las revoluciones.
Revoluciones, Escalón de
Drehzahlsprung
Augmentation subite de la vitesse de
rotation
Aumento súbito da velocidade
Rotational speed - sudden increase
Si las revoluciones de una herramienta
eléctrica se controlan electrónicamente
puede ocurrir que en el margen superior
estas aumenten repentinamente hasta alcanzar la velocidad máxima.
Revoluciones, Reducción
de, Modificación de, Control
de, Regulación de y
Constancia de
(ver Electrónica, Tipos de)
Drehzahl, -abfall, -änderung,
-steuerung, -regelung und die
Drehzahlkonstanz
Vitesse de rotation constante
Velocidade, diminuição, alteração,
controle, regulagem e constância da
Speed, drop, modification, control,
adjustment and constant speed
La caída de revoluciones es un efecto inevitable en todos los motores eléctricos debido a su característica. Existen aplicaciones en las que una caída de revoluciones
es deseable y otras en las que se requiere constancia.
La disminución en velocidad se puede
compensar con componentes electrónicos modernos por medio de:
1. Control de revoluciones
El usuario puede ajustar las revoluciones
del husillo de acuerdo a la aplicación. Variando la presión ejercida sobre el interruptor de mando electrónico puede aumentar o disminuir manualmente las revoluciones.
2. Regulación de revoluciones
En la memoria del módulo electrónico se
encuentran almacenados ciertos programas que son activados automáticamente
al efectuar la comparación del valor real
con el nominal. De esta forma se consigue que el aparato funcione con un número de revoluciones constante.
Revoluciones Bajo Carga
(vea también valores
característicos de servicio /
revoluciones de servicio)
Lastdrehzahl
Vitesse en charge
Velocidade com carga
Load speed
En las amoladoras y lijadoras de todo tipo, sierras circulares y fresadoras de superficie, se indican siempre las revoluciones en el vacío, mientras que en las demás herramientas eléctricas se marcan
las revoluciones bajo carga en la placa de
características. Las revoluciones bajo
carga se obtienen con potencia o corriente nominal.
Revoluciones a Plena Carga
Vollast-Drehzahl
Nombre de tours en pleine charge
Nº máximo de rotações
Full-load speed
Corresponden a las de potencia máxima.
En el lenguaje común se emplean frecuentemente de manera errónea al referirse a las revoluciones con carga.
210-262(R-Z)_esp CORRETO Page 217 Tuesday, January 29, 2002 3:07 PM
Rodillo Tensor
Betriebsdrehzahl
Vitesse en charge (Cycles)
Número de rotações em operação
Operating speed (operating stroke
rate)
Las indicaciones a este respecto deben
interpretarse de diferente manera. En
amoladoras, cepillos, fresadoras de superficie, lijadoras orbitales, sierras sable,
sierras para cortar gomaespuma, sierras
circulares y sierras de calar, las indicaciones sobre las revoluciones de servicio se
refieren a las revoluciones en vacío. En la
documentación se menciona el concepto
"revoluciones nominales en vacío", mientras que en las demás herramientas
eléctricas se indican las revoluciones a
plena carga. En la documentación aparece entonces el concepto "revoluciones
nominales".
Rodamiento de Bolas
Kugellager
Roulement à billes\
Rolamento de esferas
Ball bearing
Rodamientos
Wälzlager
Palier à roulement
Rolamentos
Anti-friction bearing
Se componen de dos anillos con pista y
elementos de rodadura, y de una jaula.
En los rodamientos hay rozamientos por
rodadura, a diferencia del deslizamiento
que se presenta en los cojinetes de fricción.
Los rodamientos de bolas usuales sirven
para soportar cargas radiales.
Los rodamientos axiales soportan cargas
en la dirección del eje. Ver figura
Rodamientos
(tipos básicos)
Rulemán
(rodamiento de esferas)
Rodamiento
de rodillos
Rodamiento
de agujas
Rodamiento
axial
EWL-W001/G
Revoluciones de Servicio
(número de carreras de
servicio)
217
Rodete de Ventilador
Lüfterrad
Ventilateur à ailettes
Ventoinha
Fan wheel
Se fija al eje del inducido del motor eléctrico para disipar el calor generado por ventilación forzada. El motor de accionamiento aporta la energía al ventilador. Para calcular el rendimiento del motor esa energía
se computa como pérdida mecánica. Una
parte considerable del ruido proviene del
ventilador. El ruido generado por las herramientas eléctricas de BOSCH pudo reducirse considerablemente gracias al uso de
los ventiladores Ultra-Sonic recientemente desarrollados, en los que los tonos agudos se desplazaron hacia frecuencias no
perceptibles por el oído humano.
Rodillo Tensor
Spannrolle
Rouleau tendeur
Rolete de fixação
Tension roller
210-262(R-Z)_esp CORRETO Page 218 Tuesday, January 29, 2002 3:07 PM
218
Rodillos de Empuje
Es el rodillo las lijadoras de banda que no
se acciona, se puede ajustar, y que sirve
para tensar la banda lijadora sinfín.
Rodillos de Empuje
Anlaufrollen
Galets plastique
Roletes de pressão
Pressure rollers
Con los rodillos de empuje de giro libre en
la caperuza protectora pendular de la sierra circular se consigue abrir suavemente
de forma uniforme la caperuza pendular.
Rodillos de empuje
A. Iniciando el corte B. Serrando
1 2
1 2
Rosca de Adaptación
Anschlußgewinde
Filetage
Rosca adaptadora
Connecting thread
A fin de permitir el cambio del portabrocas en taladros, se ha tallado una rosca
en el husillo de la taladros. Estas roscas
se dimensionan generalmente en pulgadas, comúnmente 3/8” 24 UNF 2 A, 1/2”
20 UNF 2 A y 5/8” 16 UN 2 A. El número
fraccionado indica el diámetro en pulgadas, las siguientes cifras, el número de
hilos por pulgada, y las letras que le siguen se refieren a un tipo especial de
rosca americana. En taladros de alta potencia se precisan acoplamientos con
Morse según DIN 228, por ejemplo MK 2.
3
3
1 Sierra circular
2 Protección de la hoja
3 Rodillo de empuje
EWL-A011/G
Rosca de Conexión
(ver Taladros)
Rosca
Gewinde
Pas
Rosca
Thread
En Alemania se emplea en la construcción
de maquinaria general la rosca ISO según la
norma DIN 13. La denominación M 6 indica
un diámetro exterior de la rosca de 6 mm.
Por motivos de exportación las herramientas eléctricas están equipadas con
roscas de adaptación para portabrocas
con rosca en pulgadas según el sistema
angloamericano.
Se trata de roscas UST (Unified Screw
Thread) en las ejecuciones
UNC = rosca basta
UNF = rosca fina
Spindelgewinde
Fixation du mandrin
Rosca do eixo
Spindle thread
Roscadoras y Atornilladoras
de Espárragos
Gewindeschneider und
Stehbolzenschrauber
Taraudeuse et Goujeuneuse
Rosqueadeira e parafusadeira de
cavilhar
Tapper and stud screwdriver
Herramienta utilizada para tallar roscas interiores. Dispone generalmente de un engranaje de inversión cuyo sentido de giro
depende del sentido de la presión ejercida.
Generalmente están accionadas por medio de motores universales, motores de alta frecuencia y motores neumáticos. Son
herramientas eléctricas especiales para
tallar roscas pasantes y orificios ciegos y
para atornillar espárragos roscados en
metales y materiales sintéticos. Un engranaje conmutable mecánicamente de forma
automática asegura el avance lento al ta-
210-262(R-Z)_esp CORRETO Page 219 Tuesday, January 29, 2002 3:07 PM
Ruido Rotatorio
llar la rosca y un retorno rápido. Los espárragos roscados se pueden colocar por
medio de un acoplamiento de rodillos
adaptable junto con los mandriles correspondientes. Con el acoplamiento de rodillos o un tope de profundidad pueden tallarse también roscas en taladros ciegos.
EWL-G016/G
Roscadora
Roscadora y artornilladora de espárragos
Función de embrague automático
X
1
219
Rozadora
Mauernutfräse
Rainureuse à béton
Serra-mármore
Wall chaser
Se emplea para fresar ranuras en casi todo
tipo de pared. Los discos diamantados para
tronzar que trabajan en seco, permiten fresar ranuras en hormigón. Gracias al racor
de conexión para aspiración integrado puede trabajarse sin esparcir el polvo. El ajuste
de la profundidad de hasta 55 mm y la anchura de hasta 35 mm de la ranura, permiten extensas aplicaciones. Generalmente
se cortan dos ranuras paralelas en la pared
para quitar seguidamente el material restante con la herramienta adecuada. Dependiendo de la profundidad de la ranura se
usan motores de hasta 2200 W de potencia
absorbida. Con el objetivo de obtener máquinas fáciles em su manejo, ligeras, y de
alto rendimiento se equipan frecuentemente con el sistema Electrónica Constant.
Rozadora
X
2
EWL-M003/G
X
3
X
Ruido Rotatorio
1
2
3
4
X
sin carga = rotación antihoraria
leve presión = detención
presión de avance = rotación horaria
suelto = rotación antihoraria
= recorrido del embrague del eje
EWL-G017/G
4
Rotationsgeräusch
Bruit provenant de la rotation (niveau
sonore)
Ruído de rotação
Rotational noise
Es el provocado por las ruedas dentadas y
árboles, al girar. Son el componente del
ruido global de las herramientas eléctricas.
210-262(R-Z)_esp CORRETO Page 220 Tuesday, January 29, 2002 3:07 PM
220
Como todo comenzó
Como todo comenzó...
En 1932 se construyó una carretera en el
valle de Stuttgart. Como el trazado de la
misma era sinuoso en algunos tramos, hubo que construir miles de guard-rails. Si se
hubieran usado los martillos y cuchillas de
tronzar convencionales, la tarea no se habría podido realizar la tarea dentro del
tiempo previsto.
El martillo eléctrico creado por la Bosch revolucionó la técnica de trabajo. Sigue a
continuación una descripción de lo que hace:
El martillo Bosch:
Probablemente ésta es la herramienta Bosch
más original : el martillo eléctrico Bosch.
Como todas la otras herramientas Bosch,
está conectado a la corriente eléctrica. Su
motor está instalado en el interior, protegido por la carcaza, como en todas las otras
herramientas Bosch. Visto por fuera puede
parecer una herramienta como cualquier
otra, sin embargo difiere totalmente de todas las demás herramientas en el modo
con que el motor transmite energía al accesorio.
Para percibir esta diferencia tenemos que
observar la herramienta en funcionamiento,
sobre todo cuando se usa para perforar. Al
principio oímos una serie de estallidos muy
rápidos y, observando atentamente, vemos
que el material recibe golpecitos cortos y extremamente rápidos del accesorio.
Se trata de impactos rotativos que ocurren
en una secuencia tan rápida que da la impresión de que el accesorio está girando. El
martillo produce de 1000 a 5000 golpes
cortos por minuto. Cuando se trata de un
taladro cada golpe hace que el accesorio
gire una fracción de su recorrido total.
No es preciso decir que el martillo Bosch
también puede actuar como martillo-cincel de alta rotación, pero sin movimiento
de rotación.
Ejecución rápida de orificios para fijar anclajes con el martillo Bosch
Martillos Bosch usados para fijar guardrails
Martillos Bosch usados con buenos resultados para trabajos de demolición rápida
210-262(R-Z)_esp CORRETO Page 221 Tuesday, January 29, 2002 3:07 PM
SDS
Saugfix
(ver Aspiración integrada)
221
SDS
SDS
SDS
SDS
SDS
Saugfix
Set d´aspiration
Saugfix
Extractor attachment for drills
Es un dispositivo de aspiración que se fija
a un tope de profundidad y se usa para
taladrar sin esparcir el polvo. Se sujeta
por la empuñadura adicional y requiere
un equipo de aspiración externo.
Saugfix
Abreviatura de “Special Direct System”,
es decir Sistema Directo Especial. En un
principio significaba Steck-Dreh-Sitz (Conectó-Giró-Asentó) y se refería a martillos. Esta sigla no se usa más porque actualmente BOSCH utiliza la denominación SDS para todos los sistemas
equivalentes en todos los tipos de herramientas eléctricas.
3
EWL-S003/G
1
4
2
1
2
3
4
Campana de succión para taladros
Adaptador p/ manguera de aspiradora
Tope de profundidad
Fijación (en el puño auxiliar)
SDS
Tuerca de
fijación rápida
1
2
apretada 3
soltar
4
5
6
9
10
11
12
13
1 Husillo del motor
2 Brida de centralización
y arrastre
3 Disco de corte/desbaste
4 Anillo del interruptor
5
6
7
8
9
Anillo elástico
Tuerca soltar
Cuña de apriete
Tope
Leva en el anillo del interruptor
10 Rodillo
11 Pieza deslizante
12 Bolsillo en el anel
del interruptor
13 Resorte
EWL-S027/G
4 7 8 6
210-262(R-Z)_esp CORRETO Page 222 Tuesday, January 29, 2002 3:07 PM
SDS-clic, Tuerca de Fijación Rápida
SDS-clic, Tuerca de Fijación
Rápida
SDS-Schnellspannmutter
Écrou de blocage rapide SDS
Porca de encaixe rápido SDS
SDS quick-fit retaining nut
Sustituye los elementos de sujeción convencionales compuestos por la tuerca de
sujeción y la llave de dos pivotes, empleados en las amoladoras angulares. La
tuerca de fijación rápida simplemente se
enrosca a mano, a tope con el disco, y se
aprieta a continuación, con el husillo bloqueado (bloqueador de husillo), girando
el disco por un extremo. A pesar de la
continua aplicación para un trabajo pesado, la tuerca de fijación rápida se afloja
con la mano sin ningún problema.
SDS-max
Punta de encaje
2
4
3
1
5
4
5
6
6
Portaútiles
7 5
SDS-max
SDS-max
SDS-max (Système d’émmanchement)
SDS-max
SDS-max
Sistema de inserción de desarrollo ulterior de BOSCH, con un diámetro de vástago de 18 mm, para útiles insertables picadores / rotatorios y picadores, empleado en martillos perforadores, de
percusión, de demolición y de cincelado a
partir de la categoría de los 5 Kg.
Con la introducción de este nuevo sistema standard de inserción se consigue
cambiar de útil sin tener que emplear una
herramienta, en aproximadamente un 80
por ciento de los martillos pesados. La
transmisión sin desgaste del par, se realiza a través de tres estrías con una super2
ficie de apoyo de 180 mm . Se adoptó el
empleo de aleaciones de cromo-níquelmolibdeno y de la soldadura por inducción de las plaquitas de metal duro, basándose en las experiencias positivas obtenidas en el sistema SDS-plus. También
con la estandarización obtenida con el
sistema de inserción SDS-max, se consigue reducir el número de tipos de sistemas.
EWL-S028/G
222
1 Diámetro del vástago 18 mm
2 Ranaduras cerradas para bloqueo
automático
3 Alta concentricidad gracias a la guía
del accesorio de aprox. 90 mm de largo
4 3 ranuras abiertas c/ área de contacto
de aprox. 389 mm2 p/ transmisión
de fuerza sin pérdidas
5 3 cuñas de arraste en el portaaccesorio
c/ área de contacto de ca. 389 mm2
6 Segmentos de bloqueo para sujetar
mejor el acessório
7 Punta de encaje de la broca/del cinzel
SDS-Plus Sistema de
Inserción
SDS-plus-Einstecksystem
SDS-plus systéme d´émmanchement
Sistema de encaixe SDS-plus
SDS-plus tool insertion system
Sistema de inserción desarrollado por
BOSCH en 1975 para útiles de taladrar y
de percusión con un vástago de 10 mm
de diámetro. SDS-plus se emplea mundialmente en cerca de un 90 por ciento
de los martillos utilizados en la técnica de
fijación hasta la categoría de los 4 Kg.
SDS-plus significa:
210-262(R-Z)_esp CORRETO Page 223 Tuesday, January 29, 2002 3:07 PM
Seguridad, Embrague de
–
–
cambio sin herramienta de broca /
cincel, con automatismo de enclavamiento
enclavamiento de broca y transmisión de par de giro independientes
transmisión del par sin desgaste, con
2
–
una superficie de apoyo de 60 mm
elevada calidad de la broca de aleación cromo-níquel-molibdeno
SDS significa Special Direct System.
SDS-plus
Punta de encaje
2
4
SDS-Top Sistema de
Inserción
SDS-top
SDS-top systéme d’émmanchement
Sistema de encaixe SDS-top
SDS-top
El SDS-top está basado en el ampliamente aceptado sistema SDS-plus y llena
un vacío en el vasto sistema SDS-max. El
diámetro del vástago es de 14 mm y el
par de apriete se transmite por dos estrías cónicas asimétricas. BOSCH decidió
crear este producto para poder contar
con un sistema de encaje de herramientas capaz de atender la demanda de una
fuerza de impacto mayor para los martillos rotativos de 2 Kg a 5 Kg.
3
SDS-top
1
4
6
5
6
3
EWL-S029/G
Portaaccesorios
75
1
2
1 Diámetro del vástago 180 mm
2 Ranuras cerradas para bloqueo
automático
3 Alta concentricidad gracias a la guía del
útil de aprox. 40 mm de largo
4 2 ranuras abiertas c/ área de contacto
de aprox. 75 mm2 p/ transmisión de
potencia sin pérdidas
5 2 cuñas de arrastre el el portaaccesorios
c/ área de contacto de ca. 75 mm2
6 2 esferas de bloqueo p/ sujetar mejor
el acessório
7 Punta de encaje da broca/del cincel
m
4m
Ø1
1 Punta de encaje
2 Bolsillos de bloqueo
3 Ranuras cónicas, asimétricas
EWL-S031/G
–
223
Seguridad, Embrague de
(ver Embrague de sobrecarga)
Sicherheitskupplung
Accouplement de sécurité
Embreagem de segurança
Safety clutch
210-262(R-Z)_esp CORRETO Page 224 Tuesday, January 29, 2002 3:07 PM
224
Seguridad, Embrague de Desacoplamiento de
Seguridad, Embrague de
Desacoplamiento de
Sicherheitsausrastkupplung
Débrayage de sécurité
Embreagem com desengate de
segurança
Safety cut-out clutch
Importante elemento de seguridad en los
martillos perforadores, que ofrece una
gran protección en caso de bloqueo repentino de la broca. Dos discos de garras
engranan frontalmente y son comprimidos por un resorte. Cuando el par de giro
aumenta lentamente, por ejemplo, cuando el polvo producido al taladrar está
húmedo o no se lo puede retirar, el embrague no actúa, pero sigue accionando
la broca para liberarla. En caso de bloqueo repentino el embrague se desacopla inmediatamente y el par de giro se reduce considerablemente.
Ejemplo:
Par de activación
= 60 Nm
Par de desacoplamiento = 10 Nm
Esto es un factor de seguridad importante
para el usuario, porque evita el golpe
brusco de la máquina.
Son interruptores que disponen o bien de
un bloqueador de conexión, o de una
desactivación con tensión nula para impedir que la herramienta se conecte automáticamente.
Seguridad, Ranura de
Sicherheitsnut
Rainure de sécurité
Entalhe de segurança
Safety groove
Forma parte del sistema de codificación
de seguridad de las amoladoras BOSCH.
Evita el contacto involuntario de la caperuza de protección con el disco de amolar
porque prende la caperuza a la brida de
la transmisión.
Seguridad, Transformador de
Sicherheitstransformator
Transformateur de sécurité
Transformador de proteção
Safety transformer
Denominación común del transformador
de separación.
Seguridad, Freno de
Seguridad Eléctrica
(ver clases de protección I, II, III)
Sicherheitsbremse
Frein de sécurité
Freio de segurança
Safety brake
Elektrische Sicherheit
Sécurité électrique
Seguridade de produtos elétricos
Electrical safety
Se usa principalmente en sierras de cadena para frenar la cadena en menos de
0,1 segundos en el caso de rechazo o
empleo inadecuado.
Los requisitos de seguridad eléctrica se
resumen en las medidas de protección
para evitar el contacto con tensiones excesivas en la DIN-EN 50144 0740 y EN
5144. A fin de evitar el contacto con una
tensión peligrosa en caso de defecto, las
herramientas eléctricas deben tener una
de estas tres clases de protección.
Seguridad, Interruptor de
(ver Amoladoras/ lijadoras,
Interruptor de tensión nula)
Sicherheitsschalter
Interrupteur de sécurité
Interruptor de segurança
Safety switch
Clase I
Aislamiento de servicio y conexión del
conductor de protección. Actualmente no
se usa en las herramientas eléctricas.
210-262(R-Z)_esp CORRETO Page 225 Tuesday, January 29, 2002 3:07 PM
Sentido de Giro (DIN VDE 0740)
Clase II
Semiconductor
Aislamiento de protección
Halbleiter
Semiconducteur
Semi-condutor
Semiconductor
Aislamiento doble equivalente, sin conexión del conductor de protección.
Aislamiento total
Aislamiento doble equivalente, sin conexión del conductor de protección. Todas las partes de la máquina que pueden
tocarse durante el funcionamiento disponen de un aislamiento adicional. Protección contra corriente del exterior y del interior. Esto significa que el aislamiento total ofrece protección en el caso que se
taladre involuntariamente un cable de
tensión.
225
Los semiconductores son componentes
como: diodos, diodos emisores de luz
(LEDs), transistores, memorias y chips.
Están construidos con materiales que
presentan diferente capacidad de conducción eléctrica según su composición y
la tensión aplicada.
Los semiconductores se han transformado en elementos indispensables de la
tecnología moderna en los últimos 50
años.
Clase III
Tensión reducida de protección - Separación Galvánica
Sensor Control
Requerida en lijadoras en húmedo, trabajos en calderas y vibradores interiores de
hormigón.
Sensor Control
Sensor Control
Sensor Control
Sensor control
Seguro del Cable
Kabelsicherung
Fixation de sécurité du cable
Protetor do cabo
Cable safety device
Dispositivo mecánico de sujeción ubicado
principalmente en las empuñaduras de
los aparatos de jardinería para aficionados. Su misión consiste en evitar la separación involuntaria de la conexión entre el
aparato y el cable de prolongación.
Seguro Contra Aflojamiento
Ablaufsicherung
Fixation de sécurité du mandrin
Trava contra afrouxamento
Run-off safety screw
En taladros con inversión de giro se asegura el portabrocas contra aflojamiento al emplear un tornillo de rosca a izquierda para fijar el portabrocas al husillo de taladrar.
Otras posibilidades: seguro por contratuerca, adhesivo o tornillo lateral de seguridad.
En el caso de BOSCH, se trata de un
sensor que detecta el diámetro de la broca fijada en la máquina. Este dispositivo y
el material indicado en el campo de entrada para diálogo del display de la máquina
permiten seleccionar la mejor velocidad.
Sentido de Giro
(DIN VDE 0740)
Drehrichtung (DIN VDE 0740)
Sense de rotation (Norme DIN VDE
0740)
Sentido de rotação (DIN VDE 0740)
Direction of rotation
El sentido de giro de un árbol de trabajo
en una herramienta eléctrica se determina mirando en la dirección del flujo de
fuerza desde su accionamiento hacia el
accesorio. La rotación en sentido de las
agujas del reloj se denomina como giro a
la derecha.
210-262(R-Z)_esp CORRETO Page 226 Tuesday, January 29, 2002 3:07 PM
226
Sentido de Giro, Indicación del
Sentido de Giro,
Indicación del
Drehrichtungsanzeige
Indicateur du sens de rotation
Indicação do sentido de rotação
Rotation indicator
Los indicadores del sentido de giro señalizan el del accesorio en posición de trabajo. Los conmutadores de sentido de giro llevan marcas claras en forma de flecha y las palancas de conmutación de los
fabricantes europeos señalan siempre en
la dirección del sentido de giro ajustado.
Las flechas indicadoras del sentido de giro iluminadas por LED señalan a su vez
el de la máquina.
Sentido de Giro, Inversión del
Drehrichtungswechsel
Réversibilité
Inversão do sentido de direção
Reversing
Es necesaria al emplear el aparato para
apretar y aflojar tornillos. La inversión del
sentido de giro puede realizarse invirtiendo el paso de la corriente en el inducido
de un motor universal. Un inconveniente
que se presenta al invertir el sentido, es
la chispa de escobillas que puede aumentar considerablemente. La indicación
de potencia en herramientas eléctricas de
este tipo suele ser siempre baja. Por este
motivo en algunas máquinas los motores
con giro a la izquierda funcionan con velocidad reducida para poder ofrecer su
plena potencia con giro a la derecha. La
inversión de giro por medio mecánico es
complicada pero deja el par de giro disponible con giro a la izquierda. Los pares de
aflojamiento en tornillos oxidados son
sensiblemente mayores, pero pueden alcanzarse sin problemas con sistemas
mecánicos de inversión de giro. Las roscadoras están dotadas de un sistema de
inversión automática mecánica que al trabajar con un tope de profundidad evita la
rotura del macho de roscar al tallar roscas en taladros ciegos.
Service-Display
Service-Display
Service-Display –Témoin de
maintenance
Service-Display
Service display
Indicador óptico que indica en que momento se debe realizar el mantenimiento
en la máquina, antes de que por ejemplo
se pare debido a la desconexión de las
escobillas.
Sierra de Cadena
Kettensägen
Scies à chaîne, Tronçoneuses
Motoserras
Chainsaw
La sierra de cadena portátil ("sierra manual de cadena conducida por un carril o
para una operación individual", según la
norma DIN 38 822 o para dos operadores) es una herramienta eléctrica destinada principalmente para cortar madera. La
cadena circulante se conduce por un carril guía ("espada").
Su velocidad de corte es de aprox. 9 m/s
y está lubricada por un sistema automático de engrase que permite ajustar el caudal de aceite requerido. ATENCIÓN: sólo
debe emplearse aceite para cadena ecológico. La longitud de la espada se ha
adaptado a las diferentes potencias de
los motores. Un freno de la cadena es el
sistema de seguridad en caso de un rechazo brusco.
Las sierras de cadena con motores de
combustión se emplean en la silvicultura
y en explotaciones forestales y tienen el
inconveniente de ser muy molestas debido al ruido, calor generado y los gases de
escape que producen.
210-262(R-Z)_esp CORRETO Page 227 Tuesday, January 29, 2002 3:07 PM
227
Sierra para Cortes Finos
Sierra para Cortes Finos
Sierra de cadena
Feinschnittsäge
Scie à araser
Serra para cortes finos
Power tenon saw
2
3
1 Empuñadura
2 Carcasa del motor con
tanque de aceite
3 Espada (guía de la lámina)
4 Corriente de la sierra
4
EWL-K006/G
1
Sierra de Cinta
Bandsäge
Scie à ruban
Serra de banda
Band saw
La sierra de cinta manual es una herramienta eléctrica destinada a cortar diferentes materiales. Dispone de una hoja
de sierra circulante en forma de cinta.
Sierra eléctrica de BOSCH equipada con
láminas de dientes muy finos y una mesa
para serrar con ajustes para serrar en ángulos de hasta 45°. También se puede
trabajar con la herramienta fuera de la
mesa. Las láminas se pueden fijar a la
sierra por el lado derecho o por el lado izquierdo, en ambos casos por el sistema
SDS, sin necesidad de usar herramientas
especiales.
La sierra eléctrica para cortes finos BOSCH
permite ejecutar todos los trabajos que antes sólo se podían hacer con una sierra fina
manual con una escuadra adosada. Usando las hojas adecuadas se pueden también
hacer cortes longitudinales y rebajados (p.
ej. : marcos de puertas de madera).
Sierra para cortes finos
1
Sierra banda, principio
(fija)
1
2
3
1
3
1 Sierra
2 Hoja de la sierra
3 Caja de inglete
2
EWL-F006/G
Polea inversora 4
Banda de la sierra
Área de trabajo
Polea de
accionamiento 5
5 Motor de
accionamiento
EWL-B001/G
1
2
3
4
210-262(R-Z)_esp CORRETO Page 228 Tuesday, January 29, 2002 3:07 PM
228
Sierra para Materiales Esponjosos
Sierra para Materiales
Esponjosos
Schaumstoffsäge
Scie à caoutchouc mousse
Serra de espuma
Foam rubber cutter
Herramienta eléctrica de aplicación profesional para cortar materiales esponjosos
flexibles hechos de sustancias sintéticas
y caucho. El movimiento de vaivén a la
salida de la reductora se transmite a dos
hojas de sierra con movimiento contrapuesto. Las hojas de la sierra se deslizan
hacia adelante y hacia atrás en una guía
con forma de espada, abierta apenas en
el sentida del corte.
Se fabrica también como herramienta industrial con motor neumático.
al eje del motor. Casi todos sus accesorios son idénticos a los de la sierra de calar común. Sin embargo, aquella es más
versátil y su movimiento de trabajo característico permite que se la utilice en un
mayor número de aplicaciones en comparación con la sierra de calar común o
con la sierra sable.
Ejemplos: esmerilar, cepillar y, en algunas ocasiones, limar.
Sierra multiuso
3
1
2
4
1
2
3
4
5
Hoja de la sierra
Tope
Ajuste del movimiento oscilatorio
Empuñadura con interruptor
Sistema de fijación de las hojas SDS
EWL-M014/G
5
Serra para materiales esponjosos
1
Sierra Sable
(vea Sierra de uso múltiple)
2
Fuchsschwanz
Scie sabre
Serrote
All-purpose saw
1 Motor de accionamiento
2 Cuchilla de la sierra
con guía
3 Zapata deslizante
EWL-S007/G
3
Sierra Multiuso
Multi-Säge
Egoïne multi-fonctions
Serra multi-uso
In-line grip jigsaw
La sierra multiuso es una pequeña sierra
sable. La hoja de la sierra está alineada
Nombre popular de un tipo de sierra manual utilizado también para designar a la
sierra eléctrica de uso múltiple.
Sierra Sable (serrucho
eléctrico)
Säbelsäge
Scie égoine électrique, Scie sabre
Serrote elétrico
Reciprocating (sabre) saw
Es una ejecución especial de la sierra de
calar, en la que se emplean hojas de sierra mucho más grandes. También se
210-262(R-Z)_esp CORRETO Page 229 Tuesday, January 29, 2002 3:07 PM
Sierra Vaso
pueden adaptar escofinas, limas, cepillos
y otros útiles. La placa base se sustituye
por una placa tope para absorber las
fuerzas de corte. La hoja de sierra queda
alineada con el eje del motor, o perpendicular a éste.
Para indicar su extensa aplicación en el
área de los aficionados, se denomina
más comúnmente como "serrucho eléctrico". Éste se emplea principalmente con el
eje de motor perpendicular a la hoja de
sierra.
Sierra sable
(serrucho eléctrico)
Formato clássico
1
2
229
Sierra Vaso
Lochsäge
Scie cloche
Serra copo
Hole saw
La sierra vaso forma parte de la serie de
accesorios para perforar como brocas, fresadoras, punzadoras, y avellanadores. Las
sierras vaso son indicadas no sólo para
madera, materiales a base de madera y
compensados, sino también para todo tipo
de metal. Si se acopla a un taladro, la sierra
vaso sirve para recortar círculos del material. La sierra vaso de diversos diámetros
se puede combinar con varios accesorios
para cortar, similares a las hojas de sierra.
Corona de aserrar
2
1 Hoja de la sierra
2 Tope
3 Motor de accionamiento
EWL-S001/G
3
3
1
4
Sierra sable (serrucho eléctrico)
Formato clássico
1 Hoja de la sierra
2 Tope
3 Motor de
accionamiento
3
Asentar
1
2
3
4
Perforar
Corona de aserrar
Eje de accionamiento
Broca para centrar
Dientes de sierra de tamaños
variables
EWL-L007/G
EWL-S002/G
1 2
210-262(R-Z)_esp CORRETO Page 230 Tuesday, January 29, 2002 3:07 PM
230
Sierras de Calar, Sierras de Calar Pendulares
Sierras de Calar, Sierras de
Calar Pendulares
Stichsägen, Pendelstichsägen
Scies sauteuses, Scies sauteuses à
mouvement pendulaire
Serras tico-tico, serras pendulares
Jigsaws, orbital-action jigsaws
Son herramientas eléctricas empleadas
principalmente para cortar diversos materiales, también son adecuadas para cortes
oblicuos. Dispone de una placa guía. La
hoja de la sierra, dispuesta perpendicularmente al eje del motor, realiza un movimiento alternativo, rectilíneo o pendular.
La sierra de arco, posiblemente la más
conocida, permite efectuar un corte con
movimiento de vaivén de la hoja de sierra. Basándose en esta idea resultaron la
sierra sable y el serrucho eléctrico. La
sierra circular, por su movimiento deslizante y giratorio se adapta principalmente
para realizar cortes rectos. Con el fin de
obtener cortes exactos, tanto rectilíneos
como curvados, se precisa un movimiento alternativo proveniente desde arriba,
que es lo que se realiza con la sierra de
calar. Éstas se fabrican en las siguientes
versiones: como máquinas de empuñadura de pomo, o de puente; con motor
universal, accionadas por acumulador o
motor de aire comprimido. Empleando
una reductora con excéntrica se disminuyen las revoluciones del motor y se obtiene el movimiento típico de vaivén del émbolo portaútiles. Por medio de compensación de masas se obtiene una marcha
tranquila y baja en vibraciones. En las
sierras de calar pendulares puede regularse la carrera pendular en varios niveles, empleándose la posición "O" para serrar metales, materiales delgados, y para
trabajos delicados con cortes limpios. Los
niveles pendulares, escalonados, se pueden ajustar incluso durante la marcha; el
nivel superior es el adecuado para realizar cortes rápidos en madera y materiales sintéticos. El número de carreras puede preajustarse con una rueda selectora.
La electrónica Constant mantiene constante el número de carreras, indepen-
dientemente de la carga. Una placa base
abatible permite realizar cortes inclinados
y a inglete. El dispositivo de soplado de virutas puede desconectarse si se emplea
un dispositivo de aspiración. La sujeción
de la hoja de sierra SDS-clic permite cambiar rápidamente la hoja de la sierra sin
necesidad de usar herramientas extra.
Sierras Circulares
Kreissägen
Scies circulaires, Scies circulaires à
main
Serras circulares
Circular saws
Son las herramientas de uso más frecuente en los trabajos con madera. Se diferencian por su tipo de accionamiento,
forma de ajuste de profundidad, profundidad de corte y potencia absorbida.
1.0 Tipo de accionamiento
1.1 el motor universal es el de uso más
generalizado. Equipado con una combinación de mando electrónico y electrónica de Constant, las revoluciones pueden
preajustarse para adaptarlas mejor al tipo
de material a cortar (todo tipo de madera,
aleaciones ligeras, "pladur", hormigón
poroso, materiales sintéticos) sin que las
revoluciones ajustadas disminuyan la
carga.
1.2 El motor trifásico se utiliza en casos
aislados para cortes muy profundos.
1.3 Los accionamientos neumáticos y de
alta frecuencia se emplean rara vez.
1.4 El acumulador se emplea para el funcionamiento sin cable. En su aplicación
debe considerarse la capacidad limitada
de la batería. Las profundidades de corte
son reducidas.
2.0 Forma de ajuste de la profundidad
2.1 Ajuste paralelo. La placa base guiada
en una o dos columnas se desplaza verticalmente respecto a la hoja de sierra.
Método bastante complejo, pero preciso y
confiable.
210-262(R-Z)_esp CORRETO Page 231 Tuesday, January 29, 2002 3:07 PM
Sierras Circulares
Sierras circulares
2
3
2.3 Sierra de inmersión. La hoja de sierra
se mueve igual que en 2.2, a diferencia
de que la cuña de separación sigue el
movimiento de la hoja de sierra. De esta
manera es posible realizar cortes de inmersión (penetración superior en la superficie del material). De empleo en aplicaciones especiales.
4
3.2 Profundidad de corte expresada por
el diámetro de la hoja de sierra. Muy generalizado en países angloamericanos.
El diámetro de la hoja de sierra se indica
allí en pulgadas.
3.2 La profundidad de corte se encuentra
entre los 42 y 132 mm. Actualmente las
profundidades más usadas son 55 y 65
mm. La profundidad máxima en herramientas de la línea Hobby es menor que
70 mm.
4.0 Potencia absorbida
Depende de la profundidad de corte. En
el área profesional se encuentra entre
800 y 2300 W, y en las herramientas de
la línea Hobby se sitúa entre los 500 y
1400 W.
Para las sierras circulares portátiles se
ofrecen múltiples accesorios y dispositivos de guía, que amplían y mejoran su
campo de aplicación y la precisión de corte. La calidad del corte y la velocidad de
avance dependen en gran medida del
dentado de la hoja de sierra (ver programa de hojas de sierra para sierras circulares).
5
6
3.0 Profundidad de corte
3.1 Medida máxima en que sobresale la
hoja de sierra de la placa base. De uso
común en Europa.
1
1
2
3
4
5
6
7
7
Caperuza de protección (fija)
Motor de accionamiento
Empuñadura auxiliar
Plancha base
Cuña
Protector oscilatorio
Guía paralela
EWL-K016/G
2.2 Ajuste abatible. La hoja de sierra se
abate respecto a la placa base. La cuña
de separación se mantiene en la misma
posición respecto a la hoja de sierra.
Construcción convencional.
231
210-262(R-Z)_esp CORRETO Page 232 Tuesday, January 29, 2002 3:07 PM
232
Sistema de Refrigeración del Mecanismo Percutor
zada con fibra de vidrio, hacia la carcasa
del mecanismo percutor. De esta manera
la viscosidad de la grasa no cambia, garantizando así la lubricación correcta del
mecanismo percutor. La disipación del
calor también protege de temperaturas
de contacto excesivas. La conducción favorable del aire de refrigeración evita que
la salida del aire se oriente hacia el usuario.
Sierras circulares
Corte embutido de la sierra circular
con esa función
aproximar
2
1
3
Sistema de refrigeración
del mecanismo percutor
Aire de refrigeración del
mecanismo percutor
Aire de refrigeración del motor
introducir
2
1
2
3
3 1
4
continuar serrando
2
3
Sistema de Refrigeración
del Mecanismo Percutor
Kühlsystem für Schlagwerk
Système de refroidissement pour les
mécanismes de frappe
Sistema de resfriamento do batedor
Cooling system for hammer
mechanisms
Se emplea en martillos perforadores electroneumáticos en los que se deriva parte
de la corriente de aire generada por el
ventilador del inducido y se dirige, por debajo del revestimiento de poliamida refor-
7
8
9
1 Carcasa del sistema percutor (metal)
2 Aberturas de refrigeración do sistema
percutor
3 Carcasa de la máquina (plástico)
4 Aberturas de refrigeración del motor
5 Motor
6 Aire de refrigeración del sistema
percutor
7 Aire de refrigeración del motor
8 Rodete de ventilador
9 Salida del aire de refrigeración
EWL-K026/G
1 Cuña
2 Protector oscilatorio
3 Hoja de la sierra
EWL-K017/G
1
5
6
210-262(R-Z)_esp CORRETO Page 233 Tuesday, January 29, 2002 3:07 PM
Sobrecarga
Multi-Spann-System
Système de fixation polyvalent,
Mandrin universel
Sistema de fixação multi-função
Multi-purpose chucking system
Slimline - Design
El en ejemplo, taladro
En los martillos perforadores ligeros, el
portabrocas universal permite que se empleen todas las brocas normales para
piedra, acero y madera, así como para
las láminas del desatornillador. Para las
lijadoras orbitales, permite fijar las hojas
lijadoras de manera convencional o con
cierre de cardillo.
Formato convencional
Slimline-Design
Formato pistola slimline
Slimline-Design
Design slimline
Slimline-Design
Slimline design
Es el principio de construcción seguido
por BOSCH para diseñar herramientas
eléctricas de ergonomía óptima. Se caracterizan, por ejemplo, por sus empuñaduras largas y de buen diseño, redondeadas y curvadas de acuerdo al contorno de
la mano, de superficie rugosa y con buen
agarre.
En los taladros y amoladoras angulares,
disponen además de una saliente en su
parte inferior, que evita, entre otras cosas
que se resbalen de la mano durante el
transporte.
Esta forma se adapta a cualquier tamaño
de la mano, permitiendo un agarre y manejo cómodo y seguro. Su formato largo y
fino permite que se la tome y sostenga fácilmente. Así se evitan las posturas tensas y el cansancio prematuro de la mano. Todos los elementos de mando sobresalen claramente y son totalmente
accesibles. Permite trabajar durante mayor tiempo empleando menor fuerza.
EWL-S037/G
Sistema de Sujeción
Múltiple
233
Sobrecarga
Überlastung
Surcharge
Sobrecarga
Overloading
La sobrecarga de las herramientas eléctricas no se puede evitar y es la causa
frecuente de reclamaciones injustificadas de garantía. La sobrecarga se debe
frecuentemente a una presión de aplicación excesiva de la herramienta, es el
motivo de un rendimiento de trabajo deficiente. Éste se debe principalmente al
empleo de útiles adaptables incorrectos,
mellados o de afilado incorrecto.
El calentamiento adicional, en el caso de
una breve sobrecarga, normalmente se
reduce de forma rápida con la corriente
de aire de refrigeración sin que presenten
daños permanentes, aún estando la máquina en funcionamiento.
La sobrecarga debería ser siempre una
excepción y jamás regla general.
210-262(R-Z)_esp CORRETO Page 234 Tuesday, January 29, 2002 3:07 PM
234
Soldador Eléctrico
Soldador Eléctrico
Lötkolben, elektrisch
Fer à souder, électrique
Ferro de solda elétrico
Soldering iron, electric
Aparato independiente de la red, empleado para fundir los materiales de soldadura. Los soldadores eléctricos accionados
por acumuladores disponen de una aplicación limitada debido a la capacidad
restringida de sus acumuladores. Los soldadores de baja tensión para conexión a
la batería del coche precisan cables de
conexión, por lo que el soldador de gas
resulta una buena alternativa. Son independientes de la red, no precisan cables
y son altamente flexibles en su aplicación. Una carga de gas es suficiente para
trabajar durante 180 minutos.
Metal de
soldadura
2
1.0 Uniones por soldadura blanda
Se incluyen aquí los metales cuya
elección en la composición permite
unos puntos de fusión a temperaturas extremamente bajas.
Soldadura Wood a 68 °C
Soldadura Rose a 94 °C
2.0 Materiales para soldadura blanda según DIN 1707
Compuestos de plomo y estaño con
una temperatura de fusión entre los
180 °C y 390 °C.
3.0 Materiales para soldadura dura y de
alta temperatura
Son materiales a base de aluminio
con temperaturas de fusión comprendidas entre 575 °C y 615 °C.
Los materiales para soldadura de
plata tienen una temperatura de fusión entre 595 °C y 860 °C.
4.0 Los materiales a base de cobre y níquel tienen aplicaciones entre 710
°C y 1150 °C.
3
1
Soldadura con Gas
Pistola de
soldadura
1
2
3
4
Gaslöten
Brasage au gaz
Solda a gás
Gas soldering
3
Punta de soldar
Cartucho de fuente de calor
Empuñadura
Transformador
EWL-L008/G
1
4
Soldadura, Metal de
Lot
Etain à souder, Métaux d´apport de
brasage
Fundentes de solda
Solder
Metal de unión, fácilmente fusible, empleado para unir metales por soldadura.
Existen diferentes tipos de metales de
soldadura detallados a continuación:
Los trabajos de soldadura siempre precisan calor para conseguir la unión entre
los materiales base y el de soldar. Los
sopletes para soldar a gasolina son poco
manejables, mientras que los soldadores
eléctricos precisan una toma de corriente.
Los soldadores de gas son pequeños, manejables y funcionan con cartuchos de gas.
Soldar, Procedimientos para,
Boquilla para, Zapata para
Schweißen, Schweißverfahren,
Schweißdüse, Schweißschuh
Soudage, Technique de soudage
Soldas, métodos de solda, ferro de
solda, sapata de solda
Welding, welding method, welding
nozzle, welding shoe
210-262(R-Z)_esp CORRETO Page 235 Tuesday, January 29, 2002 3:07 PM
235
Soporte de Pared
En ciertos tipos de soldadura, la unión se
realiza por fusión de materiales iguales.
En las herramientas eléctricas generalmente se trata de la soldadura de materiales sintéticos usando el decapador por
aire caliente. Se utilizan la boquilla y la
zapata para soldar para simplificar este
trabajo.
Guías de corte para amoladora angular
2
1
Soplado de Despeje
Freiblasen
Soufflerie
Soprador de poeira
Dust blower
Soporte
(ver Columna soporte)
1
1 Guías de corte
2 Caperuza protectora
EWL-F027/G
En sierras de calar y en las sierras circulares, la línea de corte trazada suele cubrirse con las virutas producidas al serrar.
Parte del caudal de aire de refrigeración
de la máquina se proyecta de forma tal
que la línea de corte queda visible. Las
sierras de calar BOSCH disponen adicionalmente de una posibilidad de ajuste del
caudal.
Soporte Magnético
Support
Support
Suporte
Support
Magnethalter
Porte-outil et porte-embout
magnétiques
Suporte magnético
Magnet holder
Soporte Guía
Los tornillos de acero pueden sujetarse
cómodamente por medio de un soporte
magnético y los diferentes accesorios
adaptables. De esta forma es posible
atornillarlos con una sola mano y sin peligro alguno usando un atornillador o atornillador/taladro.
Führungsschlitten
Glissière de guidage
Guia de corte
Cutting guide
Es un dispositivo prescrito legalmente para realizar trabajos de tronzado en piedra.
El soporte guía limita además la profundidad de penetración del disco para tronzar
piedra.
Soporte de Pared
Wandhalter
Support mural
Suporte de parede
Wall bracket
Son piezas que se fijan a la pared y que sirven para guardar las herramientas eléctricas y así poder tenerlas siempre a mano.
210-262(R-Z)_esp CORRETO Page 236 Tuesday, January 29, 2002 3:07 PM
236
Soporte de Sujeción
Soporte de Sujeción
Soporte Universal
Einspannhalter
Support de serrage
Suporte horizontal
Retainer clamp
Universalhalter
Porte-outil universel
Suporte universal
Universal holder
Dispositivos de sujeción para fijar amoladoras rectas al carro de un torno y esmerilar a contramarcha husillos de elevada
calidad o agujas de inyectores.
Los tornillos pueden sujetarse cómodamente con un soporte universal y con diferentes útiles adaptables. Así se los puede atornillar con una sola mano con una
atornilladora o atornilladora taladradora
sin peligro.
Soporte de Taladar Magnético
(ver Soportes de taladros)
Magnetbohrständer
Support de percage magnetique
Suporte de furadeira magnético
Magnetic drill stand
Sticks de Adhesivo
Klebesticks
Stick de colle, Bâton de colle
Bastões de cola
Glue sticks
Palabra derivada del inglés. La denominación común en español en las pistolas
de pegar es la de adhesivo termofundible. Este adhesivo en forma de barra (en
inglés "stick") se introduce en el cuerpo
calefactor de la pistola.
Soporte para Taladrar
Bohrständer
Support de perçage
Suporte para furadeiras
Drill stands
Permite la aplicación estacionaria de taladros de pistola, de empuñadura de pala,
de empuñadura en cruz, y de taladros de
percusión. El soporte de taladrar está
fuertemente fijado al banco de trabajo.
Un juego de piezas de sujeción asegura
en cada caso su firme sujeción. Los soportes de base magnética se fijan en
cualquier lugar de la pieza de acero que
se quiere taladrar mediante un base magnética excitada eléctricamente.
Suavidad de Marcha
Laufruhe
Fonctionnement silencieux
Operação suave
Running smoothness
Es la marcha sin vibraciones y con bajo
nivel de ruido de un aparato.
Suministro, Capacidad de
Förderleistung
Débit
Capacidade
Capacity
Soporte
para taladrar
EWL-B027/G
Este concepto tiene muchos usos y diferentes significados según se aplique.
Capacidad de suministro en aspiradoras de polvo
Es el caudal dependiente de la potencia
del motor y del diámetro interior del racor
de conexión de la manguera. El caudal se
indica aquí en l/min a 70 mbar.
210-262(R-Z)_esp CORRETO Page 237 Tuesday, January 29, 2002 3:07 PM
Sustancia a Mezclar
Capacidad de suministro en pistolas
de pulverizar
Es la cantidad de pintura pulverizada que
se puede procesar, se indica en gramos/
min.
Capacidad de suministro en decapadores de aire caliente
Es el caudal de aire en l/min.
Capacidad de suministro en compresores
Es el caudal de aire aspirado libremente
indicado en l/min.
Capacidad de suministro en limpiadoras de alta presión
Es el producto del caudal en l/min por la
presión de trabajo en bar medidos a la
salida de la bomba.
Sustancia a Mezclar
(ver Mezclador)
Rührgut
Substance à mélanger
Materiais para mistura
Stirred materials
Materiales que se pueden mezclar con
otros. Los más comunes son: la pintura,
la cola y la argamasa.
237
210-262(R-Z)_esp CORRETO Page 238 Tuesday, January 29, 2002 3:07 PM
238
Taladro, Atornilladora Taladro, Sierra de Calar,
Amoladora Angular, etc. Monomanual
Taladro, Atornilladora
Taladro, Sierra de Calar,
Amoladora Angular, etc.
Monomanual
Einhand-Bohrmaschine, Bohrschrauber, -Schrauber, Stichsäge, -Winkelschleifer usw.
Machines à une main
Furadeira, parafusadeira, chave de
impacto, serra tico-tico,
Esmerilhadeira Angular, etc. de uma
mão
One-hand drill, screwdriver drill,
screwdriver, jigsaw, angle grinder etc.
dros y alcanza una velocidad relativamente grande con una enorme reserva
de potencia. Trabaja sin acción de percusión pero exige una considerable presión
de contacto. Es preciso que haya un sistema de extracción de polvo seco y de
agua. La máquina debe obedecer las normas especiales de seguridad para herramientas eléctricas que funcionan en ambientes húmedos. Consume una cantidad
de agua relativamente pequeña, que debe ser suministrada por medio de una
bomba o reservorio a presión.
Taladro de diamante
EWL-D003/G
Término común a todas las herramientas
manuales que se pueden sostener o manejar con una sola mano, especialmente
si no necesitan que el operador realice
una presión grande.
Taladro Angular
Winkelbohrmaschine
Perceuse dàngle
Furadeira angular
Angle drill
Es un taladro cuyo husillo de trabajo forma
un ángulo de 90° con el eje de la máquina.
Se usa con brocas cortas para hacer perforaciones en lugares de difícil acceso, como montaje de muebles o carrocerías. Ver
también el ítem "Taladros".
Taladro de Diamante
Diamant-Bohrmaschine
Appareil de forage diamant
Perfuratriz diamantada
Diamond drill
Los taladros diamantados se usan para
hacer orificios de gran diámetro en piedras de cualquier tipo, incluso hormigón
armado, sin vibraciones y con bajo nivel
de ruido. Se puede perforar tanto un material seco como húmedo y se puede
guiar la herramienta manualmente o fijándola sobre la mesa de trabajo. Esta máquina pertenece a la familia de los tala-
Taladro de Percusión
Schlagbohrmaschine
Perçeuse à percussion
Furadeira de impacto
Hammer drill
Son herramientas eléctricas destinadas a
taladrar especialmente hormigón, piedra
y demás materiales duros similares. Dispone de un mecanismo de chicharra de
impulsión de efecto axial, que se superpone al rotativo realizado por el husillo de
accionamiento. La energía del impulso
depende de la presión de aplicación ejercida. La frecuencia de los impactos puede llegar a alcanzar 48.000 impactos por
minuto. Al desconectar el mecanismo
percutor, la máquina se puede emplear
como taladro. Su ejecución normal es de
giro a la derecha y con una o dos velocidades y/o con ajuste de velocidad. Equipada con un conmutador para giro a la iz-
210-262(R-Z)_esp CORRETO Page 239 Tuesday, January 29, 2002 3:07 PM
Taladros
quierda y ajuste electrónico de velocidad,
el taladro también se puede emplear para
atornillar.
239
5.0 Taladros pesados con empuñadura
en cruz y placa pectoral para manejo
a dos manos
6.0 Taladros angulares
Taladros
El taladro (sin percutor) es una herramienta eléctrica destinada a taladrar diferentes materiales como metales, madera,
materiales sintéticos, etc. Se diseña generalmente para un giro a la derecha y
para una o varias velocidades, y/o con
ajuste de velocidad. Equipada con un
conmutador para giro a la izquierda y
ajuste electrónico de velocidad, el taladro
puede emplearse provisoriamente para
atornillar. Desde su desarrollo, en 1985,
el taladro portátiles han experimentado
un perfeccionamiento constante. Incluso
hoy en día alcanzan las mayores cantidades de producción en las más diversas
formas. De acuerdo a su aplicación se
han implantado cinco tipos de motores de
accionamiento diferente:
0.1 El motor universal de inducido en serie - de alimentación por la red
0.2 El motor de corriente continua de inducido en serie - accionado por acumuladores
0.3 El motor de inducido en serie de baja
tensión - de alimentación por la red
0.4 El motor trifásico asíncrono – accionado por frecuencia aumentada
0.5 El motor sin válvulas o de aletas – accionado por aire comprimido
Las ejecuciones pueden subdividirse a su
vez en cinco grupos:
1.0 Pistolas taladradoras – denominadas
en lo sucesivo taladro tipo pistola
2.0 Taladros cilíndricos – denominados
en lo sucesivo taladro rectas
3.0 Taladros con empuñadura central
4.0 Taladros con empuñadura de pala
Formatos típicos de taladros
1
2
3
4
EWL-B023/G
Bohrmaschinen
Perceuses
Furadeiras
Drills
1
2
3
4
Pistola
Pistola con empuñadura auxiliar
Empuñadura en D c/ empuñadura auxiliar
Taladro angular
Común a todos los taladros es la velocidad relativamente alta del motor que sólo
se transmite en raros casos directamente
al husillo de accionamiento. Generalmente se ajusta la velocidad del motor a través de una reductora de la velocidad en
el husillo. El par se incrementa proporcionalmente a la relación de transmisión de
la reductora. En taladros de una veloci-
210-262(R-Z)_esp CORRETO Page 240 Tuesday, January 29, 2002 3:07 PM
240
Taladros
dad, las revoluciones se mantienen fijas,
mientras que en los taladros de dos o
más velocidades la relación de transmisión puede variarse. La inversión de giro
puede realizarse tanto de manera mecánica como eléctrica. La electrónica permite además la variación continua dentro
del margen de revoluciones, o permite
mantener constantes las revoluciones
preseleccionadas
independientemente
de la carga.
Al combinar los cinco motores de accionamiento diferentes con las cinco ejecuciones
distintas a través de un sistema modular se
obtiene una gran variedad de taladros.
1.0 Taladros tipo pistola
Consideraciones ergonómicas dieron como resultado el taladro tipo pistola cuyas
ventajas se reflejan en su facilidad de
manejo, transmisión óptima de la fuerza
al eje de perforación, y el acceso al interruptor desde la empuñadura.
1.1 Taladros tipo pistola de alimentación por la red
Son la versión más universal del taladro tanto en una como dos velocidades, también
con mando electrónico y de giro reversible.
Diámetro
de brocas
13 mm
Potencia
absorbida nominal 1000 W
Portabrocas
rosca de 3/ 8" 24 UNF,
1/2" 20 UNF, cono B 12
1.2 Taladros tipo pistola accionadas
por acumulador, sin cables
Taladros tipo pistola con un radio de acción ilimitado por ser independiente de la
red, que pueden emplearse bajo las condiciones más extremas en recintos estrechos y húmedos, sin ningún peligro. Taladros de una y dos velocidades con marcha reversible, también con mando
electrónico de las revoluciones.
Diámetro
de brocas
Tensión
de servicio
Portabrocas
13 mm
a partir de 7.2 Volt
rosca de 3/8"
24 UNF
1.3 Taladros tipo pistola con motor de
c.c. de 18 V
Son poco usuales las que emplean una
alimentación de c.a./c.c. a la red.
1.4 Taladros tipo pistola de alta frecuencia con alimentación trifásica
Taladros tipo pistola de una o dos velocidades de uso industrial, de empleo permanente con revoluciones constantes dependiendo del número de turnos.
Diámetro
de brocas
10 mm
Potencia
absorbida nominal 600 W
Portabrocas
rosca de 1/2" 20 UNF,
M 13 5 1
1.5 Taladros tipo pistola neumáticas
Taladros tipo pistola de uso industrial pesado de una velocidad. Algunas máquinas disponen de un regulador de velocidad que al desconectarlo la convierten
en máquina de dos velocidades.
Diámetro
de brocas
Potencia útil
Portabrocas
16 mm
400 W
rosca de 3/8" 24 UNF,
1/2" 20 UNF
2.0 Taladros recto
2.1 Taladros rectos de alimentación
por red
Estas herramientas no se producen más
desde los años sesenta.
2.2 Taladros rectas accionadas por
acumuladores
Son poco usadas.
2.3 Taladros rectos con motor de c.c. accionado por alimentación de a.c./c.c.
Estos taladros de tamaño muy reducido
se emplean preferentemente en herramientas de la línea Micro.
Diámetro
de brocas
Revoluciones
Portabrocas
3.0 mm
24 000 rpm
Pinzas de sujeción
o portabrocas especial
210-262(R-Z)_esp CORRETO Page 241 Tuesday, January 29, 2002 3:07 PM
Taladros de Alto Rendimiento
2.4 Taladros rectos de alta frecuencia
Estos taladros ya no se fabrican.
2.5 Taladros rectos neumáticos
Se emplean principalmente en sistemas
para taladrar estacionarios y en unidades
perforadoras de avance industriales.
Diámetro
de brocas
Potencia útil
Portaaccesorios
10 mm
400 W
rosca de 3/8" 24 UNF,
1/ 2 " 20 UNF
3.0 Taladros con empuñadura de pala
Diseño favorito para potencias superiores
a 1000 W y para ser usada apenas como
empuñadura auxiliar.
3.1 Máquina de alto rendimiento de alimentación por la red, con y sin
mando electrónico
Guiadas por una empuñadura de pala.
Ejecuciones de una y dos velocidades
para uso profesional e industrial.
Diámetro
de brocas
Potencia
absorbida
nominal
Portaaccesorios
241
4.1 Taladro de alto rendimiento de alimentación por la red con y sin
mando electrónico, de dos y cuatro velocidades
Diámetro
de brocas
32 mm
Potencia
absorbida nominal 1800 W
Portaaccesorios
cono Morse MK 2
4.2 Taladros pesados de alta frecuencia
Adecuadas para uso industrial pesado y
para trabajos de minería en ambientes
que no estén sujetos a explosión.
Diámetro máximo
Potencia máxima
Portaaccesorios
26 mm
2200 W
cono Morse MK 2
y MK 3
4.3 Taladros pesados neumáticos
Empleo poco frecuente
5.0 Taladros angulares
23 mm
1150 W
roscas de 1/2" 20 UNF,
5/8" 16 UN,
cono B 12, B 16
3.2 Taladro de alta frecuencia con empuñadura de pala
Para uso industrial en trabajos pesados
24 horas por día a velocidad constante.
Diámetro máximo13 mm
Potencia máxima900 W
Portaaccesorioscono B 16 ou
cono Morse MK 3
3.3 Taladro neumático con empuñadura de pala
Sólo para aplicaciones especiales
4.0 Taladros pesados manuales con
empuñadura en cruz
5.1 Taladros angulares de alimentación a la red
Taladros rectos con engranajes cónicos
que permiten trabajar en lugares de difícil
acceso.
Diámetro
de brocas
Potencia
absorbida nominal
Portaaccesorios
10 mm
230 W
Portabrocas
de corona dentada
Taladros de Alto
Rendimiento
Hochleistungsbohrmaschinen
Perceuses à haut rendement
Furadeiras de alto desempenho
Heavy-duty drills
Son taladros empleados principalmente
en tres turnos con régimen continuo. Por
disponer de elevadas reservas en potencia son extremamente resistentes a las
sobrecargas.
210-262(R-Z)_esp CORRETO Page 242 Tuesday, January 29, 2002 3:07 PM
242
Tambor para Cables
Tambor para Cables
Kabeltrommel
Enrouleur de cable
Tambor do cabo
Cable drum
cajones, porque cuando éstos se abran,
los objetos guardados en su interior no
van a salir de su lugar.
Teachware
Sirven para guardar los cables eléctricos.
Se fabrican con tambores de material sintético y chapa, en modelos para corriente
alterna y trifásica. Los tambores para corriente alterna disponen frecuentemente
de un enchufe con contacto de protección
y además de un fusible automático. Los
tambores para cables de corriente trifásica tienen una bobina de acero para arrollar el cable de alta intensidad de cinco
conductores HO 7 RN-F3G2.5 con contacto de protección y enchufe. La transmisión
de la corriente se lleva a cabo por unas escobillas y anillos rozantes cubiertos.
Teachware
Didactitiel
Métodos didáticos
Teachware
Tamiz de Pintura
Es muy importante obtener una distribución muy fina y homogénea de la película
de pintura. Los mejores resultados se obtienen cuando la pistola de pintar se mueve en forma paralela a la superficie y con
velocidad uniforme. La superficies pintadas requieren un tiempo de secado entre
cada capa para evitar el goteo.
Farbsieb
Filtre à peinture
Peneira de tinta
Paint sieve
Accesorio que se utiliza en las pistolas
para pintar. Tras un tiempo prolongado
de almacenaje, en la pintura pueden formarse grumos, que no siempre se diluyen por agitación. El tamiz retiene los
grumos para evitar la obstrucción de la
tobera de inyección.
Métodos y formas utilizados por los profesores para transmitir conocimientos y
técnicas a los alumnos
Técnica de Pintado
Spritztechnik
Technique de pulvérisation
Técnicas de pintura
Gun spraying
Técnica de pintado
A
B
Tapiz de Trabajo
Antideslizante
Se trata de un tapiz cuya estructura superficial, textura y eventual revestimiento
se combinan para producir un efecto antideslizante. En muchos casos la pieza de
trabajo colocada sobre este tipo de capa
no precisa fijarse por medio de una morsa u otro tipo de gancho. Los tapices antideslizantes se pueden usar para forrar
C
A Pulverizar paralelamente a la superfície
B Equivocado! Si se inclina la herramienta,
la capa de pintura quedará irregular
C Se pulveriza varias veces en cruz sobre
la capa original.
EWL-S045/G
Arbeitsmatten
Tapis antidérapaut
Manta anti-derrapante
Non-slip work mat
210-262(R-Z)_esp CORRETO Page 243 Tuesday, January 29, 2002 3:07 PM
Telémetro Ultrasónico Digital
Fernschaltautomatik
Commande automatique à distance
Controle remoto automático
Automatic remote control
Se emplea preferentemente en aspiradoras de polvo para comenzar a aspirar inmediatamente el polvo o suciedad producidos al conectar la herramienta eléctrica.
Unos elementos electrónicos detectores
de la corriente de arranque conectan el
motor de la aspiradora de polvo. No se
requiere para ello una conexión eléctrica
adicional entre la máquina y el ventilador.
Si las revoluciones de la herramienta
eléctrica se ajustan electrónicamente, las
revoluciones de la aspiradora de polvo se
modifican proporcionalmente.
Telémetro, Digital
(ver Lase, Telémetro a)
Entfernungsmesser, digitaler
Télémètre, digital
Telêmetro digital
Rangefinder, digital
impulso es reflejado y vuelve como un
eco al dispositivo de medición. El tiempo
transcurrido entre la emisión y la recepción permite calcular la distancia. Los valores calculados se encuentran en un display y por medio de una calculadora adicional se pueden obtener valores de
superficies.
Telémetro ultrasónico
El telémetro ultrasónico envía una
señal de ultrasonido
La señal de ultrasonido se refleja en la
pared (eco) y es recibida por el telémetro
ultrasónico
EWL-U001/G
Teleconexión Automática
243
Telémetro Ultrasónico
(ver Ultrasonido, Telémetro
por)
Telémetro Ultrasónico
El telémetro ultrasónico tiene la ventaja
de ser barato y fácil de usar. Presenta como desventaja ser sensible a ecos secundarios originados por objetos que se
encuentran en el ambiente y tener un cono de medición de la señal ultrasónica relativamente amplio.
Ultraschall-Entfernungsmesser
Télémètre à ultrasons
Medidor de distâncias por ultra-som
Ultrasonic rangefinder
Telémetro Ultrasónico
Digital
Entfernungsmesser
Télémètre par ultrason
Telêmetro por ultrasom
Rangefinder, ultrasonic
El telémetro ultrasónico se usa para medir distancias entre puntos que están en
línea recta. El instrumento de medida se
aplica sobre un punto de referencia y,
apretando un botón, envía un impulso de
ultrasonido hacia el punto de destino. El
Digitales Maßband
Métré ruban à affichage digital
Digital, telêmetro
Digital tape measure
210-262(R-Z)_esp CORRETO Page 244 Tuesday, January 29, 2002 3:07 PM
244
Temperatura, Control de
Temperatura, Control de
Temperaturüberwachung
Surveillance de la température
Controle da temperatura
Temperature monitoring
Para controlar la temperatura actualmente se emplean componentes semiconductores. El tipo de control de la temperatura
de carga más conocido de los acumuladores de NiCd, se realiza mediante una
resistencia NTC (Negative Temperature
Coefficient o sea Coeficiente de Temperatura Negativa). Al sobrepasar la temperatura de carga máxima admisible de 45
°C, se interrumpe el circuito de carga.
El control de la temperatura de las sierras
circulares se consigue mediante un sensor de temperatura en el devanado del
campo. En caso de un incremento de
temperatura excesivo, se interrumpe la
corriente por medio de un circuito electrónico de regulación. La máquina se puede
volver a conectar después que se enfríe y
alcance la temperatura admisible. Por
medida de seguridad la herramienta no
se puede conectar en forma automática
Temperatura de Bobina
(ver Aumento de temperatura)
Wicklungstemperaturen
Temperature du bobinage
Temperaturas do enrolamento
Winding temperature
Tensión
(ver Tipos de operación/
Tensión de operación)
Spannung
Tension
Tensão
Voltage
Tensión Primaria
(ver Transformadores de red)
Primärspannung
Voltage primaire
Tensão primária
Primary voltage
Tensión de Red
(ver también Tensión de
régimen)
Netzspannung
Tension du secteur
Tensão de rede
Mains voltage
Es la tensión disponible en la toma de corriente. En Europa se está modificando
de 220V a 230V.
Tensión en el Secundario
(ver Transformadores de red)
Sekundärspannung
Voltage secundaire
Tensão do secundário
Secondary voltage
Terminales, Conexión
Enchufable
Steckanschluß, Steckverbinder
Raccords embrochables, Connecteurs
Plugue, conector plug-in
Plugue, conector plug-in
Plug, plug-in connector
Antiguamente se realizaban las conexiones eléctricas por tornillo o por soldadura,
pero actualmente se utilizan conexiones
enchufables con terminales en las piezas
intercambiables.
210-262(R-Z)_esp CORRETO Page 245 Tuesday, January 29, 2002 3:07 PM
245
Tipo de Unión Atornillada
Tierras Raras, Magnéticos,
Motores
(ver Materiales magnéticos)
movimiento, que pueden estar dispuestas
a uno o ambos lados.
Tijera cortasetos
Seltene-Erden-Magnet, Seltene-ErdenMotor
Materiaux magnetiques speciaux
Imã/Motor de óxidos terrosos
metálicos raros
Rare earth magnet, Rare earth motor
4
3
Tijera Cortacésped
1
Grasschere
Taille-herbes
Tesoura de grama
Grass shears
Herramienta eléctrica empleada principalmente para cortar los bordes del césped,
matas y similares. Dispone de cuchillas
con movimiento contrapuesto. Su anchura de corte y numero de filos es mucho
menor que en una tijera cortasetos.
Tijera cortacésped
(a batería)
1
2
3
4
Cuchillas vaivén
Escudo de protección
Empuñadura con traba de seguridad
Empuñadura con interruptor
EWL-H003/G
2
Tipo de Cabeza de Tornillo
(ver Tipos de tornillos)
EWL-G019/G
Schraubenkopfform
Type de tête de vissage
Formato da cabeça do parafuso
Screw head shape
Tijera Cortasetos
Heckenschere
Taille-haies
Aparador de arbustos
Hedge trimmer
Herramienta eléctrica prevista para cortar
setos y arbustos. Dispone de una o dos
barras de cuchillas con movimiento alternativo, dotada con varias cuchillas ligeramente inclinadas respecto al sentido del
Tipo de Unión Atornillada
Schraubfall
Vissage (Types de vissages)
Situações de parafusamento
Screwdriving conditions
El par de giro aplicado por la atornilladora, resultante en la cabeza del tornillo, depende del tipo de unión. Ésta puede ser
rígida o blanda.
Unión rígida (caso extremo): Tornillo métrico corto, de acero, enroscado en una
rosca previamente tallada, hasta que su
cabeza hexagonal se asiente sobre la base de acero y se quede apretada.
210-262(R-Z)_esp CORRETO Page 246 Tuesday, January 29, 2002 3:07 PM
246
Toma de Corriente para Alumbrado
–
–
Tipo de unión atornillada
1
1
2
1
forma de la cabeza del tornillo
forma y material de las arandelas intermedias
EWL-S019/G
Toma de Corriente para
Alumbrado
1 Material duro
2 Material blando
Unión blanda (caso extremo): Se atornilla
cartón-yeso con un tornillo autorroscante
con cabeza de trompeta en madera de
abeto.
Entre ambos extremos existe prácticamente una infinidad de variaciones. Con
igual ajuste de la atornilladora se transmite con la unión rígida un par de apriete
máximo, y con la unión blanda, en consecuencia, par de apriete mínimo.
Tipo de unión atornillada
1 Material duro
2 Material blando
Los grupos eléctrogenos de corriente trifásica están equipados con cajas para
corriente alterna monofásica además de
las cajas de enchufe para corriente trifásica. Para diferenciarlas de las trifásicas,
se denominan toma de corriente para
alumbrado. Naturalmente se conectan a
ellas otros elementos que consumen corriente como por ejemplo las herramientas eléctricas.
Toma en Devanado de
Campo, Método de
Feldanzapfmethode
Technique de variation de vitesse
Método de derivação do campo
Field tapping
1 1
EWL-S020/G
1 2
Lichtsteckdose
Prise de courant d´éclairage
Tomada para iluminação
Light socket
Factores que influyen la dureza de la unión:
– material de la rosca en la tuerca, o
bien del material de asiento de la
tuerca
– material de asiento de la cabeza del
tornillo
– calidad de la rosca
– material del vástago del tornillo
– longitud del vástago del tornillo
– diámetro del vástago del tornillo
– paso de la rosca
– estado de lubricación del tornillo
Es uno de los métodos más antiguos para cambiar el número de revoluciones.
Del devanado de campo se saca una toma, que por su menor número de espiras,
reduce el campo magnético, lo que a su
vez es causa de un aumento de revoluciones, con la correspondiente disminución del par de giro. La diferencia de revoluciones que se obtiene es del orden de un
20 por ciento, por lo cual se emplea preferentemente en lijadoras de banda. La conmutación puede realizarse durante la marcha con un conmutador de dos polos.
Tope para Espigas Planas
Flachdübelanschlag
Butée de chevilles plâtes
Espaçador de cavilhas chatas
Flat biscuit stop
210-262(R-Z)_esp CORRETO Page 247 Tuesday, January 29, 2002 3:07 PM
Tornillos, Tipos de
247
Dispositivo auxiliar para ajustar de manera reproducible la medida de la espiga
plana desde el canto exterior. Este ajuste
puede emplearse para fresar en un ángulo entre 45° y 90°.
Tornillo Central
Tope Paralelo
Evita que se aflojen los portabrocas en
las herramientas eléctricas con giro a la
izquierda. El tornillo tiene rosca a la izquierda.
Parallelanschlag
Butée parallèle
Guia para cortes paralelos
Parallel guide
Carril guía ajustable que permite cortar
en línea paralela a un borde con sierras
circulares y sierras de calar.
Tope de Profundidad
Tiefenanschlag
Butée de profondeur
Limitador de profundidade
Depth stop
Limita la profundidad de penetración del
útil. Se puede preajustar por medio de
una escala que suele acompañar el tope.
Tornillo Autoperforante
Bohrschraube
Vis autofeureuse
Parafuso auto-atarraxante
Self-drilling screw
El tornillo autoperforante taladra el orificio
y talla su rosca.
Ejemplos de tornillos autorroscantes
1 La punta debe ser más larga
que el espesor del material
a ser perforado
EWL-B024/G
1
Zentrums-Schraube
Vis centrale
Parafuso central
Centre screw
Tornillos, Tipos de
Schraubenarten
Types de vis
Tipos de parafusos
Screw types
Para la finalidad de este resumen no sería posible describir con detalles todos los
tipos de tornillos. Se describen a continuación de forma somera una parte de
los tornillos más empleados en las herramientas eléctricas. Los tornillos se diferencian por su:
1. Tipo, paso y forma de rosca
2. Forma de la cabeza del tornillo
3. Forma de arrastre del tornillo
1.0 En Alemania se emplea en la construcción de maquinaria general, casi
exclusivamente, la rosca métrica según normas DIN 13 y 14. La denominación M 8 indica un diámetro exterior de la rosca de 8 mm.
1.1 Tornillos para chapa para unir chapas de hasta 12 mm.
1.2 Tornillos autoperforantes de aplicación en chapas de acero, aluminio y
otros metales no ferrosos.
1.3 Tornillos de montaje rápido para unir
materiales sintéticos, madera, cartónyeso y aluminio.
1.4 Tornillos para fijar tablas de aglomerados de madera.
1.5 Tornillos para madera, para atornillar
piezas de madera.
1.6 Tornillos autoperforantes de mariposa para fijar metales a estructuras de
madera.
210-262(R-Z)_esp CORRETO Page 248 Tuesday, January 29, 2002 3:07 PM
248
Tornillos para Chapa
1.7 Tornillos obturadores para atornillar
las cubiertas de los tejados de forma
tal que se evite la entrada de agua.
1.8 Tornillos autorroscantes, que permiten
unir por medio de tornillos en una sola
operación al tallar su propia rosca.
1.9 Las formas de las cabezas empleadas son muy diferentes. A continuación, solamente también una pequeña selección:
Tornillos para Chapa
Blechschrauben
Vis à tôle
Parafusos para chapas
Sheet metal screws
Para atornillar chapas delgadas, los tornillos de rosca normal y los tornillos autorroscantes sólo son apropiados hasta cierto punto, ya que la penetración de la rosca
en las chapas delgadas sólo permite pares
de apriete muy reducidos. Los tornillos para chapa según DIN 7971, 7972, 7973,
7981, 7982 y 7983 en sus versiones de ranura recta y ranura en cruz pueden utilizarse directamente sin perforación previa
para chapas de un espesor de hasta 0.88
mm. En chapas de mayor espesor se recomienda emplear tornillos con punta perforadora normal o en S. Las roscas especiales de filete simple o doble aseguran
una buena fijación. Las atornilladoras / taladros son las herramientas más apropiadas para este tipo de aplicaciones, mientras que los taladros con mando electrónico deben emplearse sólo durante un corto
tiempo para este tipo de tarea.
Drechselgerät
Tours
Torno
Lathe kit
Es un aparato adaptable, para aficionados, que puede accionarse con cualquier
máquina de accionamiento con un cuello
del husillo de 43 mm. Con este aparato
puede tornearse en sentido longitudinal y
transversal y puede emplearse además
para lijar y pulir piezas torneadas.
Torque-Control
(ver también Regulación
electrónica)
Torque-Control
Torque contôle ou Power Control
Controle de torque
Torque-Control
Permite preajustar el par de giro deseado
por medio de elementos electrónicos. Se
emplea frecuentemente en los taladros
de percusión utilizados también para
atornillar. Atención: los valores ajustados
con Torque-Control pueden verse afectados por las revoluciones. Al aplicar el Torque-Control correctamente se evita el
golpe brusco de la máquina en el caso de
que la broca se bloquee repentinamente
Trabajo Estacionario
(ver Cepilladora para
regruesar y planear)
Stationärbetrieb
Travail en stationaire
Operação estacionária
Stationary operation
EWL-B010/G
Tornillos para chapa
Ejemplos de tornillos para chapa
Torno para Madera
Transformador de Frequencia
(ver Motores de accionamiento)
Frequenzumformer
Convertisseur de fréquence
Conversor de freqüência
Frequency converter
210-262(R-Z)_esp CORRETO Page 249 Tuesday, January 29, 2002 3:07 PM
Transformadores de Red
Transformador de
Separación
hay una variación de corriente, varía el
campo magnético y se induce una tensión en el devanado secundario (N2). Si
se desprecian las pequeñas pérdidas,
puede decirse que en el transformador
"ideal" la relación de transformación (Ü)
es:
Trenntransformator
Transformateur de separation
Transformador isolador
Isolating transformer
Es un transformador con una salida para
la conexión "con descarga a tierra" de la
herramienta eléctrica. Las conexiones independientes del cable de descarga a tierra aumentan las condiciones de seguridad cuando la herramienta se utiliza en
ambientes húmedos o en recipientes de
metal (por ejemplo: calderas), o aún en
caso de posibles fallas de aislamiento.
Las herramientas eléctricas que se usan
con transformadores de separación están
equipadas con un enchufe especial. Al
transformador de separación sólo se puede conectar una herramienta y se debe
conectar directamente sin usar extensiones.
Transformadores de Red
U
I
N
Ü = ------1 = ------1 = ---2N2
U2
I1
N1
N2
U1
U2
I1
I2
=
=
=
=
=
=
número de espiras del primario
número de espiras del secundario
tensión nominal (V) en primario
tensión nominal (V) en secundario
corriente nominal (A) en primario
corriente nominal (A) en secundario
Los transformadores de red se utilizan en
casi todos los aparatos eléctricos en los
que la tensión de régimen difiere de la
tensión de red.
Transformador de red (principio)
Corte U-I del núcleo de hierro
1
2
Netztransformatoren
Transformateurs de puissance
Transformadores de rede
Mains transformers
Los transformadores son equipos cuya finalidad es cambiar el voltaje y el amperaje de una corriente eléctrica sin movimiento mecánico. El rendimiento obtenido depende del tamaño y el tipo de
construcción del transformador, y se encuentra entre el 90 y 98 por ciento debido
a que no tiene partes móviles.
Se compone de un núcleo de hierro laminado con tres formas de corte principales:
Sobre el núcleo de hierro se colocan dos
bobinas separadas, cuyos devanados solamente están acoplados magnéticamente. Cuando en el devanado primario (N1)
3
Corte E-I do núcleo de hierro
2
1
3
1 Devanado primario
2 Devanado secundario
3 Núcleo de hierro
EWL-N004/G
Los transformadores de frecuencia sirven
para conmutar de una frecuencia para
otra (p.ej. de 50 Hz para 300 Hz).
249
210-262(R-Z)_esp CORRETO Page 250 Tuesday, January 29, 2002 3:07 PM
250
Transmisiones Mecánicas
Transmisiones Mecánicas
(ver Transmisiones,
mecánicas)
Mechanische Getriebe
Engrenage mecanique
Transmissões mecânicas
Mechanical transmissions
240/400 V a 50 Hz y en EE.UU. de 117/
240 V a 60 Hz.
Para adaptarse, las redes europeas deberán adoptar en un breve tiempo el sistema de distribución trifásica de 230/400
V. Según los conocimientos actuales, las
herramientas eléctricas pueden funcionar, sin limitación, con la tensión de régimen aumentada.
Trazado, Trabajos de
Trípode de Construcción
Anrißarbeiten
Opération de traçage
Traçado
Tracing
Baustativ
Trépied pour laser de chantier
Tripé de construção
Laser tripod
Al trabajar metal o madera es casi siempre necesario trazar las líneas de corte o
los centros de los taladros sobre la superficie. Estas tareas se denominan trabajos
de trazado.
El trípode se usa para dar más versatilidad al láser de construcción. Los trípodes
de láser se crearon a partir de los conocidos trípodes para máquinas fotográficas.
Generalmente son más estables que los
fotográficos y tienen incorporado un nivelador de burbuja para dirigir el láser en
dos planos horizontales.
Trifásica, Red de Suministro
Drehstromversorgungsnetz
Réseau d´alimentation triphasé
Rede elétrica trifásica
Rotary current mains
La red trifásica actual es de amplia divulgación mundial y casi imposible de superar en cuanto a densidad de distribución.
La corriente alterna trifásica puede transportarse, transformada en alta tensión, a
grandes distancias con pérdidas relativamente bajas. En Europa disponemos de
instalaciones de 50 Hz de generalmente
220/380 V. Las líneas de distribución hacia los diferentes pequeños consumidores se componen de tres conductores
portadores de corriente, R-S-T, el conductor neutro, y el conductor adicional de
protección SI. La alimentación con corriente trifásica requiere de un cable de
cinco conductores. La red de corriente alterna monofásica está compuesta por sólo una de las líneas portadoras de corriente R, S o T, el conductor neutro Mp y
el conductor de protección SI.
Excepciones: En los países anglosajones
se emplean frecuentemente tensiones de
Tuerca de Fijación de
Cuatro Agujeros
Vierloch-Spannmutter
Écrou de serrage quatre trous
Porca de 4 furos
Four-hole clamping nut
Es la tuerca de fijación convencional para
fijar discos de amolar a los aparatos de
amolar. Dos pares de agujeros, distintos
entre sí, permiten emplear diferentes llaves de dos pivotes. También es posible
usar sólo un agujero y el borde de la tuerca de fijación como apoyo.
Tuerca Tensora
(ver Pinzas de fijación)
Spannmutter
Écrou de serrage
Porca de fixação
Clamping nut
210-262(R-Z)_esp CORRETO Page 251 Tuesday, January 29, 2002 3:07 PM
Turbo-Power
Sirve para sujetar los más variados útiles
adaptables de acuerdo a su diámetro interior. La tuerca tensora atornilla y sujeta
la pinza de fijación en el árbol o eje motriz.
Tuerca Tensora
Rundmutter
Écrou de serrage (Meuleuse angulaire)
Porca redonda
Round nut
Las tuercas redondas y las bridas son
elementos convencionales utilizados para
sujetar los discos de corte y desbaste de
las amoladoras. La tuerca tiene una rosca M14 y se puede apretar con una llave
de boca especial.
La tuerca redonda convencional está
siendo sustituida por la tuerca redonda
SDS-clic de encaje rápido.
Turbo-Power
Turbo-Power
Turbo-Power
Turbo-Power
Turbo-Power
Característico de la nueva generación de
martillos BOSCH. Tiene una fuerza de
impacto mayor, durante el desbaste, que
la de los martillos rotativos convencionales.
Esto se consiguió aumentando la velocidad del motor durante el desbaste. Durante el trabajo de los martillos rotativos,
al aumentar el número de ciclos del pistón en el sistema electroneumático, aumenta la fuerza de impacto. La velocidad
mayor (turbo) puede ocasionar fallas en
el motor por sobrecarga. Por este motivo
sólo se usa para realizar trabajos de cincelado.
251
210-262(R-Z)_esp CORRETO Page 252 Tuesday, January 29, 2002 3:07 PM
252
Como todo comenzó
Como todo comenzó...
¿Cómo el martillo Bosch produce la rotación con impacto?
La figura de abajo muestra en corte la estructura del martillo Bosch. El motor está
instalado en la parte posterior de la herramienta. Podemos ver el inducido perfectamente. El inducido está unido a un casquillo que lo envuelve y que gira por acción
del motor. También podemos ver el percutor dentro del casquillo del inducido. Las
esferas del casquillo arrastran el percutor
que está suelto. Estas "esferas de tracción"
están dispuestas con precisión dentro de las
ranuras del percutor. En el casquillo del inducido están en sentido longitudinal dentro de "estrías helicoidales", semejantes a
las que hay en el caño de un arma de fuego. Por esto si el percutor se empuja hacia
adelante, va a girar de acuerdo con el trazado de esas estrías helicoidales.
De este modo podemos tener una buena
idea sobre la forma en que se produce el
impacto: el motor actúa sobre el casquillo
del inducido, al que está conectado, que,
por su vez, arrastra el percutor. La fuerza
centrífuga empuja hacia afuera las esferas
de tracción.
Como las estrías helicoidales se van quedando más hondas en la parte de adelante,
las esferas de tracción , y con ellas el percutor, son forzados a ejecutar un movimiento
de avance rotativo.
Las porciones biseladas delanteras del percutor golpean contra las paredes biseladas
del eje de percusión, donde está el accesorio de la herramienta. Así , el eje de percusión y la broca conectada al mismo son
empujados hacia adelante en un movimiento rotativo. Se alcanzó el objetivo : un
movimiento de impacto poderoso y rápido.
Como ya fue dicho, ese impacto rotativo se
repite de 1000 a 5000 veces por minuto.
La pérdida de la velocidad de rotación y la
"patada" hacen que el percutor vuelva a su
posición original después de cada ciclo y el
proceso comience nuevamente..
Casquillo
del inducido
Percutor
Eje de percusión
Estrías
helicoidales
Esferas
de tracción
Inducido
210-262(R-Z)_esp CORRETO Page 253 Tuesday, January 29, 2002 3:07 PM
253
Útiles Adaptables Pozidriv ®
Unidades de Medida
Maßeinheiten
Unités de mesure
Unidades de medida
Units of measurement
La ley sobre unidades de metrología
(RFA) de 02/07/1969 y el decreto de aplicación (RFA) de 26/06/1970 han fijado el
empleo de las unidades oficiales.
Las unidades de medida SI se detallan en
la DIN 1301 donde se definen las siete
unidades básicas.
Sistema SI - Système International d'unités
Longitud
Masa
Tiempo
Intensidad
de corriente
eléctrica
Temperatura
Cantidad
de materia
Intensidad
luminosa
metro
kilogramo
segundo
(m)
(kg)
(s)
tricas. Oficialmente se denominan en Alemania "herramientas para máquinas". La
herramienta para máquina es una herramienta según definición en la DIN 8580.
Es accionada directa o indirectamente y
se adapta al portaútiles de la herramienta
eléctrica.
Herramientas para máquina son por
ejemplo:
Brocas espirales para perforar
Bits de destornillador
Muelas
Hojas de sierra
Cinceles
Pisones
Coronas perforadoras
Puntas para fresadoras y fresadoras
de superficie
Limas
Los útiles de pueden fijar por inserción, a
presión, con enclavamiento, o a rosca.
amperio
Kelvin
(A)
(K)
mol
(mol)
candela
cd)
®
Útiles Adaptables Pozidriv
(ver también Tornillos, tipos de)
®
Todos los sistemas de medida conocidos
pueden derivarse de estas unidades.
Pozidriv Einsatzwerkzeuge
®
Embouts de vissage Pozidriv
®
Acessórios Pozidriv
®
Pozidriv application tools
Einschlagwerkzeug
Outil de frappe
Acessório chumbador
Setting tool
En los martillos perforadores ligeros sirve
para clavar anclajes roscados en los orificios taladrados previamente.
Útiles Adaptables
Einsatzwerkzeuge
Accessoires
Acessórios
Application tools
El concepto de "útil adaptable" se emplea
especialmente en las herramientas eléc-
Son láminas de destornillador para ranura en cruz especial. Los tornillos con Po®
zidriv van marcados con una cruz en su
cabeza.
Pozidrive
Philips
Sistemas de ranura en cruz
EWL-P004/G
Útil Percutor
210-262(R-Z)_esp CORRETO Page 254 Tuesday, January 29, 2002 3:07 PM
254
Útiles Adaptables, Selección de
Útiles Adaptables,
Selección de
Auswahl der Einsatzwerkzeuge
Choix des outils adaptables
Seleção dos acessórios das
ferramentas
Selection of application tools
Para trabajar con materiales de manera
óptima es necesario seleccionar el útil
adaptable. Por ejemplo, para hacer un
orificio no es suficiente elegir una broca
especial de tamaño correspondiente. Las
brocas se diferencian por la calidad de su
material y su forma de afilado. El ángulo
de la punta, el ángulo de despullo o zona
destalonada, el afilado de los filos transversales y el paso de la hélice son criterios decisivos que influyen considerablemente en la calidad de la perforación. En
los catálogos se detallan las instrucciones más importantes para elegir correctamente los útiles adaptables.
Útiles de Inserción
Einsteckwerkzeuge
Outils à émmachement direct
Acessórios de engate rápido
Insert tools
Son accesorios que no precisan un sistema de sujeción adicional. Un mecanismo
automático los sujeta de forma segura.
Por ejemplo el mecanismo fijador
automático SDS-plus y SDS-max.
Utilización Intermitente
(ver Modos de operación)
Kurzzeitbetrieb
Utilisation intermittend
Operação de curta duração
Short-time duty
Utilización Permanente
Dauereinsatz
Utilisation en permanence, Utilisation
en continu
Uso permanente
Non-stop operation
Se presupone que la jornada laboral técnica normal es de ocho horas, aunque la
utilización industrial en varios turnos no
es algo excepcional. En estos casos se
habla de una utilización permanente.
210-262(R-Z)_esp CORRETO Page 255 Tuesday, January 29, 2002 3:07 PM
Como todo comenzó
255
Como todo comenzó...
De los impactos de perforación a los
impactos de la cuchilla de tronzar
Nada es más fácil que esto: Al contrario de
lo que probablemente se espera, no se necesita ninguna operación especial para pasar de la taladro con impacto rotativo a la
cuchilla de tronzar de impacto simple. El
trabajador no interfiere para nada en este
cambio, cada vez que él coloca una punta
cuchilla de tronzar en el martillo eléctrico,
se desconecta la rotación automáticamente.
Mientras la cuchilla de tronzar está en funcionamiento, el percutor pasa un impacto
rotativo para el eje de percusión, pero éste
no puede transmitir esa rotación. La cuchilla de tronzar posee un vástago cuadrado
que impide el movimiento de rotación y
transmite solamente el movimiento de vaivén . Por este motivo, si se introduce la
punta cuchilla de tronzar, el martillo eléctrico sólo va a producir movimientos simples de cuchilla de tronzar
Las múltiples aplicaciones de la cuchilla de
tronzar ahora se van a sumar a las otras
funciones del martillo eléctrico, lo que lo
torna un instrumento más versátil aún. El
simple hecho de poder usar el martillo eléctrico Bosch para colocar anclajes, golpear,
realizar movimientos de vibración y cavar
gracias a la punta cuchilla de tronzar, no es
suficiente para mostrar la vasta gama de
posibles aplicaciones.
1 - El segundo vástago cuadrado evita el movimiento de rotación con la cuchilla de tronzar
2 - Perforando una
piedra de
chimenea
con el matillo Bosch
3 - A continuación se
usa el martillo Bosch
pra tronzar
la piedra de
la chimenea
4 - Y finalmente, la
terminación con el
martillo
eléctrico
Bosch
210-262(R-Z)_esp CORRETO Page 256 Tuesday, January 29, 2002 3:07 PM
256
Valor de Conexión Eléctrica
Valor de Conexión Eléctrica
Anschlußwert, elektrisch
Puissance connectée
Carga elétrica conectad
Connecting wattage
Determina la potencia eléctrica que tiene
que suministrar la fuente de alimentación,
que se transformará posteriormente de
forma directa o indirecta en energía mecánica. Incluye también el valor de conexión para el mando o regulador de procesos eléctricos.
Valor Útil
Nutzwert
Coéfficient d´efficacité
Valor efetivo
Effective value
Relación entre el tiempo de trabajo empleado en un proceso realizado manualmente y realizado a máquina. Se expresa
por la siguiente fórmula:
Valor útil =
Tiempo requerido manualmente
----------------------------------------------------------------------------------------Tiempo requerido con la máquina
Es el factor de velocidad de trabajo de la
ejecución a máquina con respecto a la
ejecución manual.
Valores Característicos
Kennwerte
Paramètres
Parâmetros
Characteristic values
En el caso de las limpiadoras de alta presión se trata normalmente de una válvula
de retorno a través de la cual se succiona
un líquido (agua) por una bomba, evitando al mismo tiempo el retorno de este líquido a la red de suministro.
Válvula de Flotador
Schwimmerventil
Clapet flottant
Válvula de bóia
Float valve
Se emplea en los ventiladores de aspiración de agua con el fin de evitar que el
agua de la cámara de aspiración penetre
en el motor electrónico. La válvula de flotador desconecta el ventilador de aspiración
cuando el agua alcanza un nivel crítico.
Válvula de Recirculación
(ver también Válvula de
seguridad)
Umlaufventil
Vanne de circulation
Válvula de circulação
Circulation valve
La bomba limpiadora de alta presión dispone de una válvula que deja funcionar la
bomba con recirculación de agua cuando
la salida del agua está cerrada.
Válvula de Retorno
(inhibidor de retorno)
Los conocimientos adquiridos con la obtención de la curva característica sobre el
comportamiento funcional del motor,
constituyen la base para fijar los valores
característicos.
Rückschlagventil
(Rückflußverhinderer)
Clapet anti-retour (Dispositif antirefoulement)
Válvula anti-retorno (Prevenção de
refluxo)
Non-return valve
Válvula de Entrada
Válvula que sólo permite el flujo de líquido en la dirección deseada.
Einlaßventil
Soupape d´admission
Válvula de admissão
Intake valve
210-262(R-Z)_esp CORRETO Page 257 Tuesday, January 29, 2002 3:07 PM
Vasos de Amolar de Metal Duro
257
Vario-Tacho-Constamatic
corresponde
aproximadamente a la regulación electrónica con programa fijo - Constant -Electronic (ver Tipos de Control Electrónico).
Válvula de retorno (principio)
Sentido de la válvula (imposible)
Vario-Lock
(ver Vario-Lock)
Meißelfixierung
Vario-Lock
Fixador de cinzéis
Chisel fixation
1 Válvula
2 Resorte de la válvula
EWL-R008/G
Sentido de la válvula (posible)
Válvula de Seguridad
Vario-Lock
Vario-Lock
Vario-Lock
Vario-Lock
Vario-Lock
Sicherheitsventil
Soupape de sécurité
Válvula de segurança
Safety valve
En los martillos perforadores y de percusión BOSCH permite fijar el cincel en varias posiciones angulares diferentes.
Cuando una limpiadora de alta presión se
para, se la debe descargar automáticamente. Esto se realiza mediante válvula
de seguridad, que evita que se alcance
sobrepresión.
Vasos de Amolar de Metal
Duro
Varilla de Medición, Escala
de Medición
Meßleiste, Meßskala
Butée de profondeur, Graduée
Régua / escala de medição
Measuring bar, scale
El tope de profundidad en la empuñadura
adicional de taladros y taladros percutores, así como de los martillos perforadores, tiene una varilla de medición con escala de profundidad.
Vario-Constamatic con
Tacómetro
Vario-Tacho-Constamatic
Vario-tacho-constamatic
Vario-Tacho-Constamatic
Vario-Tacho-Constamatic
Hartmetalltopfscheiben
Meules assiete au carbure de tungsten
Rebolos tipo copo de metal duro
Hard metal cup wheels
Son vasos de amolar formados por un
cuerpo de acero en cuya superficie están
soldados granos de metal duro. Los vasos de amolar de metal duro pueden venir con área de desbaste plana o inclinada y con tres granulaciones distintas: fina, media y gruesa.
Los vasos de amolar de metal duro se
usan en amoladoras angulares pequeñas
y grandes para retirar capas gruesas de
tinta, restos de pegamento, salpicaduras
de argamasa y también para trabajar el
hormigón aereado, ladrillos de arena calcárea, material plástico, material plástico
reforzado con fibra de vidrio y terminación rústica de la madera.
210-262(R-Z)_esp CORRETO Page 258 Tuesday, January 29, 2002 3:07 PM
258
Vástagos Motrices
Vástagos Motrices
Antriebsschäfte
Arbre d´entraînement
Eixos motrizes
Drive shafts
Los ejes de motor o de engranajes capaces de alojar de manera directa o indirecta accesorios a través de dispositivos de
sujeción como los portabrocas o las pinzas de sujeción, reciben el nombre de vástagos motrices. Éstos pueden estar provistos de rosca o ser cónicos. Es usual
también el empleo de conexiones con enchufe.
Velocidad Periférica
(ver Amoladoras / Lijadoras)
Umfangsgeschwindigkeit
Vitesse de coupe
Velocidade periférica
Peripheral speed
Es la velocidad de un punto del perímetro
de un objeto giratorio.
Velocidad periférica
En el ejemplo, sierra circular
1
Velocidad de Corte
Se indica en todo proceso de corte por
arranque de viruta para cada tipo de material y permite conseguir resultados óptimos de trabajo. Los valores requeridos
pueden obtenerse transformando la conocida fórmula:
d×n×π m
V s = ---------------------- -----
s
60
2
1 Velocidad periférica en metros por
segundo = camino recorrido por los
dientes en 1 segundo.
2 Nr. de revoluciones por minuto
= número de revoluciones de la hoja
de la sierra durante un minuto
donde
d = diámetro del cuerpo en rotación (m)
n = revoluciones de accionamiento (r.p.m.)
Vs = velocidad de corte (m/s)
Si se desea saber el número de revoluciones se obtiene por:
v s × 60
n = ----------------d×π
Y para obtener el diámetro:
v s × 60
d = ----------------n×π
EWL-U002/G
Schnittgeschwindigkeit
Vitesse de coupe
Velocidade de corte
Cutting speed
Ventilación del Motor
Motorkühlung
Refroidissement du moteur
Ventilação do motor
Motor ventilation
Cuando los motores eléctricos funcionan,
liberan calor y precisan ser enfriados por
aire. En el eje del motor se instala un ventilador radial que hace circular el aire requerido. Cuando el motor universal está
construido en forma abierta, el aire fluye
directamente a través del mismo, disipando rápidamente el calor.
Los motores C.A., que son cerrados, utilizan ventiladores externos. Esto perjudica
210-262(R-Z)_esp CORRETO Page 259 Tuesday, January 29, 2002 3:07 PM
Vibradores
ligeramente la reserva de potencia y a la
resistencia contra sobrecargas.
Las herramientas eléctricas cuentan con
la ventaja de la refrigeración directa. Además, el espacio entre el rotor y el estator,
está especialmente protegido contra el
polvo y la suciedad.
Ventilación de motor
Motor universal
Ventilación interna (ventilación directa)
1
2 3 4
Motor CA, ventilación externa
2 3 4
5 6
259
Ventilador “Ultrasónico”
Ultrasonic-Lüfter
Ventilateur ”ultrasonique”\
Ventilador de ultra-som
Ultrasonic cooling fan
Los ventiladores ultrasónicos especiales
de las herramientas eléctricas BOSCH,
tienen un bajo nivel de ruido.
Una de las principales fuentes de ruido
de una herramienta eléctrica es el ventilador que gira con la velocidad del motor.
El sonido desagradable depende básicamente de las características aerodinámicas del ventilador y se puede disminuir
poco. La frecuencia del sonido se puede
reducir hasta un nivel tolerable al oído humano, o aumentar hasta un nivel inaudible (ultrasónico), que en casos torna la
herramienta silenciosa. Esto se consigue
con diseños especiales de las paletas y
las aberturas del ventilador
1
Vibradores
Rüttler
Secoueurs
Vibradores
Vibrator
Herramientas Industriales Bosch
ventilación directa, sin entrada de polvo
1
2
3
4
5
2
3 4
Rodete de ventilador
Estator (zapata polar)
Rotor (inducido)
Carcasa
Aletas de refrigeración
Recorrido del aire
6 Canal director
EWL-M013/G
1
Hay que distinguir entre los vibradores interiores y los exteriores. Son aparatos accionados por motor, que por medio de un
desequilibrio definido producen vibraciones mecánicas de diferente frecuencia y
amplitud. En los vibradores interiores no
se pude ajustar la fuerza centrifuga, únicamente se pueden variar las revoluciones del motor de accionamiento. Estos
son motores trifásicos asíncronos con frecuencia aumentada.
Los vibradores interiores son herramientas eléctricas empleadas para compactar
el hormigón. Producen vibraciones de baja amplitud y se introducen en el material
de compactación.
Las vibraciones mecánicas compactan y
eliminan el aire contenido en el hormigón.
También se emplean vibradores interiores de accionamiento neumático en los
que la frecuencia y la amplitud varían con
210-262(R-Z)_esp CORRETO Page 260 Tuesday, January 29, 2002 3:07 PM
260
Vida Útil
la presión ajustada en el aparato. En los
vibradores exteriores se emplean motores trifásicos asíncronos para 50 Hz y
200 Hz. Los contrapesos centrífugos se
encuentran en ambos lados del motor,
que permiten adaptar la fuerza centrífuga
a las necesidades. Los vibradores exteriores se fabrican con diferentes magnitudes de la fuerza centrífuga.
Volumen de Recipiente
Behältervolumen
Volume de la cuve
Volume do recipiente
Container volume
El volumen del recipiente colector de polvo es la capacidad indicada en litros (l)
del recipiente acumulador del ventilador
de aspiración.
Vida Útil
Lebensdauer
Longévité
Vida útil
Service life
En las herramientas eléctricas, la vida útil
- al igual que en todos los demás productos técnicos - no sólo depende de su diseño, sino en mayor medida de su manejo, aplicación, tiempo de funcionamiento y
de su mantenimiento. Las herramientas
eléctricas para profesionales siempre deberán soportar un número mayor de horas de trabajo, que en el caso de las herramientas eléctricas de la línea Hobby.
Vida Útil
Standzeit
Duré de vie
Vida útil
Service life
Término técnico que designa el tiempo de
correcto funcionamiento de una máquina,
especialmente cuando se trata de herramientas eléctricas y útiles.
Visor de Protección
Funkenschutzscheibe
Pare éteincelles
Capa de proteção contra fagulhas
Spark guard
Es una cubierta transparente adicional
para protección de los ojos, empleada en
la esmeriladora doble, ¡pero que no sustituye a las gafas de protección!
Zapata Deslizante
Gleitschuh
Patin de guidage, Adaptateur
antidérappant
Sapata anti-derrapante
Sliding plate
Elemento que sirve para evitar arañazos
en superficies sensibles. Se emplean frecuentemente en sierras de calar, sierras
circulares y en fresadoras de superficie.
Se colocan sobre la placa base o en el lugar de ella.
210-262(R-Z)_esp CORRETO Page 261 Tuesday, January 29, 2002 3:07 PM
Como todo comenzó
261
Como todo comenzó...
Sobre la construcción de las herramientas eléctricas Bosch
Si queremos entender como están construidas las herramientas eléctricas modernas,
no podemos pensar que basta con estar familiarizados con el trabajo de la plancheta
de diseño. Por más que tengamos que usarla en la etapa de planificación la plancheta
de diseño siempre va a depender de la experiencia . Tener vivencia de la práctica
diaria es el primer ingrediente del proceso
de construcción. La experiencia debida a la
práctica es tan importante porque son exactamente las herramientas eléctricas las que
tienen la mayor cantidad de especificaciones con respecto al material y a la calidad
de la construcción.
Un requisito previo para la construcción de
herramientas eléctricas de alta calidad es el
contacto con el usuario de las mismas. Un
buen equipo de proyectistas e ingenieros
siempre debe estar listo para dejar la plancheta y visitar el taller de los consumidores. De allí pueden surgir ideas de mucho
valor para la construcción , para la elección
del material y para las aplicaciones de las
herramientas eléctricas.
Obviamente, otra gran ventaja es tener
instalaciones propias para construir y realizar ensayos, de esta forma la nueva herramienta puede pasar por los primeros ensayos dentro de la empresa. Pueden surgir
nuevas posibilidades de aplicación. Robert
Bosch GmbH utiliza ampliamente esta
ventaja. Como ya fue mencionado, el incentivo para construir herramientas surgió
de las líneas de producción de la misma
Bosch, que necesitaba herramientas capaces de atender las especificaciones más rígidas. Estas fueron las primeras herramientas
eléctricas Bosch.
Los proyectistas de Bosch les prestan atención hasta a los menores detalles de la ejecución de las herramientas, porque el objetivo es que con ellas se obtengan resultados
perfectos. Esto exige no tanto trabajo de
creación como de perfeccionamiento constante. Nunca se desarrollan nuevos productos sólo para causar sensación. Todas la
herramientas nuevas surgen para cubrir
una necesidad y con el fin de ser utilizadas
inmediata y definitivamente.
Sin embargo una vez ocurrió que la Bosch
lanzó demasiado temprano un producto. Se
trataba de un invento de terceros que, después de pasar por una modificación interna
en la Bosch, fue presentado en la feria de
Leipzig, en 1932. Como los materiales elegidos no eran los apropiados, la herramienta fue retirada del mercado. Fueron necesarios dos años para que el nuevo producto
quedase listo. Después de ser presentado
en la misma feria comenzó a ser usado en
miles de talleres y demostró que un buen
trabajo de construcción puede garantizar el
éxito de un producto...
(Extraído de : Deutsche Grossbetriebe, Leipzig, 1938)
210-262(R-Z)_esp CORRETO Page 262 Tuesday, January 29, 2002 3:07 PM
262
Como todo comenzó
Como todo comenzó...
Las herramientas eléctricas Bosch en al
década del 30 : imágenes de la línea de
producción
El martillo eléctrico Bosch : rectificando el
casquillo del inducido
El martillo eléctrico Bosch : conectado al
colector
El martillo eléctrico Bosch : perforando la
carcaza del motor
El martillo eléctrico Bosch : atornillando el
interruptor
El martillo eléctrico Bosch : devanando las
bobinas del inducido
El martillo eléctrico Bosch : inspección final
263-270_pict-esp Page 263 Tuesday, January 29, 2002 3:11 PM
Sistema de Información BOSCH
263
Sistema de Información BOSCH
Pictogramas para herramientas
eléctricas y accesorios
263-270_pict-esp Page 264 Tuesday, January 29, 2002 3:11 PM
264
Sistema de Información BOSCH
Sistema de Información BOSCH
Pictogramas para herramientas eléctricas y accesorios
Taladros
Diámetro y longitud del trabajo en mm
Taladros de impacto
Mandril sin llave portabrocas para brocas de
0.5-10 mm
Broca de metal duro
(punta de carburo de
tungsteno)
Broca de acero rápido en
espiral
Traba de seguridad para
mandril sin llave
Broca de cromo-vanadio
para madera
No sirve como martillo
Mandril de 1/2” y paso de 24
UNF
Sierra de calar
Mandril con llave portabrocas para brocas de
0.5-10 mm
Longitud del trabajo
Hoja de la sierra de calar
Rotación a la izquierda/
derecha
Distancia entre los dientes
de la hoja
Traba de seguridad para
mandril con llave
Granulometría 30
Escala en las mordazas de
sujeción del mandril
Bimetal
Llave de mandril con punta
de 6 mm y 12 dientes
Hoja afilada
263-270_pict-esp Page 265 Tuesday, January 29, 2002 3:11 PM
Sistema de Información BOSCH
265
Largo total de la hoja
Dientes planos/trapezoidales (punta de metal duro)
Cantidad de hojas
(del paquete)
Disco de sierra circular con
dientes afilados de acero
Escofina (para madera)
Disco de sierra circular con
dientes suecos de acero
Lima (para metal)
Número de dientes del disco
de la sierra circular con puntas de metal duro
Cepillo para sierra banda y
serrucho de mano eléctrico
Número de dientes del disco
de la sierra circular con puntas afiladas de acero
Número de dientes del disco
de la sierra circular con puntas suecas de acero
Sierras Circulares
Dimensiones:
Diámetro externo y diámetro
interno del orificio en mm
Amoladoras y amoladoras
Anchura del corte en mm
Grano fino 150-...
(sólo el número = carborundo)
Espesor máximo del material
a ser cortado en mm
Grano medio 80-120
(SiC = carburo de silicio)
Dientes bloqueados
(punta de metal duro)
Grano grueso 24-60
Dientes planos
(punta de metal duro)
Grano medio 80-120
revestido de estearato
263-270_pict-esp Page 266 Tuesday, January 29, 2002 3:11 PM
266
Sistema de Información BOSCH
Tipos de granos que
contiene el embalaje
Cepillo cabeza de
pincel ∅ 25 mm
vástago ∅ 6 mm
Número de lijas que contiene
el embalaje (contenido del
embalaje)
Alambre ondulado
acero rápido
HSS ∅ 0,3 mm
Hoja de lija sin orificios
Alambre entrelazado,
carburo de silicio diámetro =
0,5 mm
Hoja de lija preperforada
14 orificios
Piedra
Piedra
Hoja de lija sin orificios
Ladrillo
Hoja de lija preperforada
Hormigón
Hoja de lija de fibra
Hormigón armado
Sistema de cardillo
Cepillo de acero
vaso ∅ 75 mm
vástago ∅ 6 mm
Granito
Revoque/argamasa
Cepillo de acero
circular ∅ 100 mm
vástago ∅ 6 mm
Cerámicas/azulejos
Cepillo de acero ∅ 100 mm
rebajado tuerca M 14
Tejas
263-270_pict-esp Page 267 Tuesday, January 29, 2002 3:11 PM
Sistema de Información BOSCH
267
Hormigón poroso
Placas de aglomerado
Cemento amianto
Placa de aglomerado
revestido
Placas de yeso
Placa de fibra dura o blanda
Piedra sintética/mármol
Placa de aglomerado
cementada
Compensado con cerne de
madera
Madera
Madera verde,
corte de árboles
Material sandwich
Madera seca, leña
Madera de construcción y
leña
Madera dura y blanda
Metal
Madera con clavos
Metal, acero dulce
Madera encolada
Chapas
Enchapado
Alumínio
Placas revestidas con
fórmica
Metal no ferroso
263-270_pict-esp Page 268 Tuesday, January 29, 2002 3:11 PM
268
Sistema de Información BOSCH
Acero inoxidable
Vidrio
Tubos fundidos
Alfombras/moquetes
Tubos de metal
Caucho
Cuero
Otros
Materiales sintéticos en
general
Plásticos reforzados con
fibra de vidrio
Sierras de calar
Corte recto
Placas de espuma
(telgopor), tejidos ligados
con resinas
Corte en curva
Corian Variocor (plásticos
ligados con minerales)
Corte rápido
Cartón
Corte limpio
Papel cartón, tejido ligado
con resinas
Corte rústico
Lana mineral, material
aislador
Corte limpio, paralelo
Plexiglass
Corte paralelo
263-270_pict-esp Page 269 Tuesday, January 29, 2002 3:11 PM
Sistema de Información BOSCH
269
Corte nivelado con cantos
Cepillar, en el plano,
estrecho
Corte en áreas de difícil
acceso, corte nivelado
Cepillar, en el plano, ancho
Estructuras
(cepillos de acero)
Cepillar, redondo
Material grueso
Cepillar/limar, dar forma:
plano, media caña, triangular
Limar, plano, corto
Material fino
Limar, plano, ancho
Remoción de herrumbre
(cepillo de acero)
Limar, redondo
Pulido de metales
(cepillo de fibra fina)
Limar, en ángulo
Pulido de maderas (cepillo
de fibra fina, cepillo de fibra
mixta)
Limpieza
(cepillo de fibra mixta)
Lijando y amolando
Remoción de pintura
Terminación, limpieza
(cepillo de fibra mixta)
Trabajo con pintura sobre
metal (remoción o pulido)
Cepillar, en ángulo
Limpieza de cielos raso de
madera, remoción de
rebabas de hormigón
263-270_pict-esp Page 270 Tuesday, January 29, 2002 3:11 PM
270
Sistema de Información BOSCH
Trabajo en metal de
construcción (limpieza y
remoción de escombros)
Diversos
Protector contra astillas
Remoción de escombros
Disco de sierra económico
Máxima rotación por minuto
Seguridad
Utilizar gafas de protección
Usar líquido de enfriamiento
Utilizar máscara contra el
polvo
Símbolo Bosch SDS-plus
Utilizar protector auricular
Símbolo Bosch SDS-max
Utilizar guantes de protección
Símbolo Bosch SDS-DI
Retirar el enchufe del tomacorriente
Información al dorso
(de vuelta la página)
Herramienta sin cable
(funciona a batería, independiente de la red eléctrica)
Usar mesa de fresar
271-285_tabelas-esp Page 271 Tuesday, January 29, 2002 3:14 PM
Fundamentos
271
Fundamentos
1. Tablas matemáticas
272–274
2. Unidades
Tabelas de conversión
Fórmulas técnicas
275–285
271-285_tabelas-esp Page 272 Tuesday, January 29, 2002 3:14 PM
272
1
Tablas Matemáticas
Tablas Matemáticas
1.1 Símbolos matemáticos,
Números e Ecuaciones
Símbolos matemáticos
usados com frecuencia
≈
aproximadamente igual a
O
menor con relación a
o
mayor con relación a
^
corresponde a
=
…
y así sucesivamente
=
igual a
7
diferente de
<
menor que
≤
menor ou igual
>
mayor que
≥
mayor o igual
+
más
–
menos
. ou ★ ou × veces
– ou / ou : dividido por
∑
sumatória
∏
producto
~
proporcional
raiz de
∞
infinito
⊥
perpendicular a
||
paralelo a
ángulo
triángulo
∆
delta (diferencia entre dos valores)
Ecuaciones usadas com
frecuencia
Resolución de la ecuación de segundo
grado
2
ax + bx + c = 0
2
– b ± b – 4ac
x = --------------------------------------2a
Segmento áureo (razón divina)
1 : x = x : (1 – x), donde x = 0,618
1
1–x
x
1.2 Geometria del triángulo
Ecuaciones para el triángulo
plano
A
c
α
B
b
γ
β
a
C
α + β + γ = 180°
Números usados con
frecuencia
π
= 3.14159
π
1/π
= 1.77245
= 0.31831
2
π
= 9.86960
= 1.41421
1/ 2 = 0.70711
3
= 1.73205
2
Ley del seno
a : b : c = sen α : sen β : sen α
Teorema de Pitágoras (ley del coseno)
2
2
2
2
2
2
a = b + c – 2 bc cos α
para o triângulo rectángulo
a =b +c
271-285_tabelas-esp Page 273 Tuesday, January 29, 2002 3:14 PM
273
Tablas Matemáticas
1.3 Áreas
Cálculo del área A
Triángulo
a⋅h
A = ---------2
h
Tipo de área
π = 3,1416
a
Trapecio
a+b
A = ------------ h
2
h
b
a
A = a . h = a . b . sen γ
Paralelogramo
h
b
γ
a
2
π⋅d
2
A = ------------- = 0,785 d
4
Perímetro U = π.d
d
Círculo
π
π 2
2
A = --- ( D – d ) = --- ( D + d )b
2
4
d
D
Sector circular
b
2
Sector
l
ϕ
ϕ en grados
π⋅r ⋅ϕ
–3
2
A = --------------------- = 8,73 . 10 ⋅ r ⋅ ϕ
360°
r
π⋅r⋅ϕ
–2
2
Longitud del arco l = ------------------ = 1,75 . 10 . r . ϕ
180°
Segmento
h
2
s
ϕ
r
h
r π⋅ϕ
A = ----- ------------ – senϕ ≈ h ⋅ s 0,667 + 0,5 ---
s
2 180°
ϕ
--4
ϕ
Longitud de la cuerda s = 2r . sen --2
ϕ en grados
ϕ
ϕ
s
2
Altura do arco h = r 1 – cos --- = --- tan --- = 2r ⋅ sen
2
4
2
Hexágono
e
s
3 2
2
A = ------- s = 886 s
2
2s
Medida de la diagonal e = ------- = 1,155 s
3
A = π . D . d/4 = 0,785 D . d
d
Elipse
D
Perímetro U ≈ 0,75 π ( D + d ) – 0,5 π
D⋅d
271-285_tabelas-esp Page 274 Tuesday, January 29, 2002 3:14 PM
274
Tablas Matemáticas
1.4 Volumen y área de los sólidos
Tipo de sólido
Volumen V, área S, área lateral M
Cilindro
h
d
h
A área de la base
h altura
π⋅d
2
V = ------------- h = 0,785 d ⋅ h
4
M = π . d . h, S = π . d(d/2 + h)
1
V = --- A ⋅ h
3
h
Pirámide
π⋅d ⋅h
2
V = --------------------- = 0,262 d ⋅ h
12
A
Cono
s
2
π⋅d 2
π⋅d⋅s
2
2
2
M = ----------------- = ---------- d + 4h = 0,785 d ⋅ d + 4h
4
2
d
Tronco del cono
π⋅h 2
2
2
2
V = ---------- ( D + D ⋅ d + d ) = 0,262 h ( D + D ⋅ d + d )
12
h
s
d
2
π ( D + d )s
M = ------------------------- ; s =
2
D
Esfera
(D – d)
2
--------------------- + h
4
d
3
π⋅d
3
V = ------------- = 0,524 d
6
S=π.d
2
2
h
Casquete esférico
a
π⋅h
π⋅h
2
2
V = ---------- ( 3a + h ) = ------------- ( 3r – h )
3
6
2
2
M = 2π ⋅ r ⋅ h = π ( a + h )
r
2
2π ⋅ r ⋅ h
2
V = ------------------------ = 2,094 r ⋅ h
3
S = π . r(2h + a)
h
Sector esférico
a
r
a
b
r radio de la esfera
h
Segmento
esférico
π = 3,1416
2
r
Anillo cilíndrico
π⋅h
2
2
2
V = ---------- ( 3a + 3b + h )
6
M=2π.r.h
d
2
D
π
2
2
V = ----- D ⋅ d = 2,467 D ⋅ d
4
2
S = π . D . d = 9,870 D . d
Elipsoides
d1, d2, d3 longitud de los ejes
π
V = --- d 1 ⋅ d 2 ⋅ d 3 = 0,524 d 1 ⋅ d 2 ⋅ d 3
6
Barril D diámetro en el botana
d diámetro en la base
h distancia entre bases
π⋅h
2
2
2
2
V ≈ ----------- ( 2D + d ) ≈ 0,26 h ( 2D + d )
12
271-285_tabelas-esp Page 275 Tuesday, January 29, 2002 3:14 PM
Unidades
2
275
Unidades y Tablas de conversión
2.1 Unidades básicas del SI
Unidad básica del SI
Nombre
Metro
Kilogramo
Segundo
Ampere
Kelvin
Mol
Candela
Magnitud y símbolo
Longitud
Masa
Tiempo
Corriente eléctrica
Temperatura termodinámica
Materia
Luminosidad
l
m
t
I
T
n
I
Símbolo
m
kg
s
A
K
mol
cd
2.2 Unidades de longitud
Unidad
pm
nm
1 pm
= 1
10
1 nm
= 103
1
1 µm
= 10
6
= 10
9
1 cm
= 10
10
1 dm
= 1011
1m
= 1012
1 km
= –
Unidad
1 in
1 ft
1 yd
1 mile
=
=
=
=
1 mm
1)
in
1
12
36
63 360
1 n mile
= 72 913
1 mm
= 0,03937
10
10
10
10
10
10
µm
–3
10
10
3
mm
–6
10
–3
10
1
6
10
7
10
8
10
9
10
12
10
10
3
–9
–6
–3
1
4
10
6
10
9
10
ft
0,08333
1
3
5280
yd
0,02778
0,33333
1
1760
6076,1
2025,4
10
10
10
10
10
5
cm
2
3
6
mile
–
–
–
1
–10
–7
–4
–1
dm
10
10
10
10
–11
–8
–5
–2
–1
m
10
10
10
10
1
10
10
1
10
10
1
10
10
2
5
10
4
10
10
km
–12
–9
–6
–3
–2
–1
–
10
10
10
10
10
10
3
–12
–9
–6
–5
–4
–3
1
n mile
–
–
–
0,86898
mm
25,4
304,8
914,4
–
m
0,0254
0,3048
0,9144
1609,34
km
–
–
–
1,609
1,1508
1
–
1852
1,852
1,094·10
1,0936
–
–
1
0,001
1m
3,281·10
= 39,3701 3,2808
–
–
1000
1
10
0,001
1 km
= 39 370
1093,6
0,62137 0,53996 106
1000
1
–3
3280,3
–3
in = pulgada, ft = pie, yd = yarda, mile = milla terrestre, n mile = milla náutica
1) 1 n mile = 1 sm = 1 milla náutica internacional
1 nudo = 1 n mile/h = 1,852 km/h.
≈ 1 minuto de arco del grado de la longitud
–6
271-285_tabelas-esp Page 276 Tuesday, January 29, 2002 3:14 PM
276
Unidades
2.3 Unidades de área
Unidad
2
=
1 in
2
=
1 ft
2
1 yd =
2
1 mile =
2
1 cm =
2
1 dm =
2
=
1m
=
1a
1 ha =
2
1 km =
2
2
2
in
1
144
1296
–
ft
–
1
9
–
0,155
15,5
1550
–
–
–
–
0,1076
10,76
1076
–
–
2
yd
–
0,1111
1
–
mile
–
–
–
1
–
0,01196
1,196
119,6
–
–
–
–
–
–
–
0,3861
2
2
2
2
cm
6,4516
929
8361
–
dm
0,06452
9,29
83,61
–
m
–
0,0929
0,8361
–
a
ha
km
–
–
–
–
–
–
–
259
–
–
2,59
1
100
10000
–
–
–
0,01
1
100
10000
–
–
–
0,01
1
100
10000
–
–
–
0,01
1
100
10000
–
–
–
0,01
1
100
–
–
–
–
0,01
1
Formatos de papel (DIN 476)
Medidas en mm
2
in = pulgada cuadrada (sq in),
2
ft = pie cuadrado (sq ft),
2
yd = yarda cuadrada (sq yd),
2
mile = milla cuadrada (sq mile)
A0 841 x 1189
A1 594 x 841
A2 420 x 594
A4 210 x 297
A5 148 x 210
A6 105 x 148
A3 297 x 420
A7 74 x 105
1
A8 52 x 74
A9 37 x 52
A10 26 x 37
1
USA: 216x279
2.4 Unidades de volume
Unidad
3
=
1 in
3
=
1 ft
3
=
1 yd
1 gal (UK) =
1 gal (US) =
3
=
1 cm
3
=
1 dm (l)
3
=
1m
3
in
1
1728
46656
277,42
231
0,06102
61,0236
61023,6
3
ft
–
1
27
0,16054
0,13368
–
0,03531
35,315
3
yd
–
0,03704
1
–
–
–
0,00131
1,30795
3
3
dm (l)
0,01639
28,3168
764,555
4,54609
3,78541
0,001
1
1000
3
m
–
0,02832
0,76456
–
–
–
0,001
1
Estados Unidos (US)
in = pulgada cúbica (cu in),
3
ft = pie cúbico (cu ft),
3
yd = yarda cúbica (cu yd),
gal = galón
1 min (minim) = 0,061612 cm
3
3
1 fl dram = 60 min = 3,6967 cm
1 fl oz (onza líquida) = 8 fl dram = 0,029574 l
1 gill = 4fl oz = 0,11829 l
1 liq pt (pinta líquida) = 4 gills = 0,47318 l
1 liq quart = 2 liq pt = 0,94635 l
Otras unidades de volumen
Gran Bretaña (UK)
1 min (minim) = 0,059194 cm
gal (UK) gal (US) cm3
–
16,3871
7,481
–
201,97 –
1,20095 4546,09
1
3785,41
–
1
0,26417 1000
264,172 106
–
6,229
168,18
1
0,83267
–
0,21997
219,969
3
1 dracma líquida = 60 min = 3,5516 cm
1 fl oz (onza líquida) = 8 fl drachm =
0,028413 l
1 gill = 5 fl oz = 0,14207 l
1 pt (pinta) = 4 gills = 0,56826 l
1 qt (cuarto) = 2 pt = 1,13652 l
1 gal (galón) = 4 qt = 4,5461 l
1 bbl (barril) = 36 gal = 163,6 l
Para produtos secos:
1 pk (celemín) = 2 gal = 9,0922 l
1 bu (alquer) = 8 gal = 36,369 l
1 qr (cuarto) = 8 bu = 290,95 l
3
3
1 gal (galón) = 231 in = 4 liq quarts = 3,7854 l
1 liq bbl (barril líquido) = 119,24 l
1 barril petróleo = 42 gal = 158,99 l
Para produtos secos
1 pint seco = 0,55061 dm
3
1 cuarto seco = 2 dry pints = 1,1012 dm
3
1 celemín = 8 cuartos secos = 8,8098 dm
1 alqueire = 4 celemines = 35,239 dm
3
3
3
3
1 dry bbl (barril seco) = 7056 in = 115,63 dm
271-285_tabelas-esp Page 277 Tuesday, January 29, 2002 3:14 PM
277
Unidades
2.5 Unidades de temperatura
°C = Grados Celsius, K = Kelvin,
°F = Grados Fahrenheit, °R = Grau Rankine
Diferencia de temperatura
1 K = 1 °C = 1,8 °F = 1,8 °R
Ponto zero
^ 32 °F, 0 °F =
^ – 17,78 °C
0 °C =
Cero absoluto en temperatura:
^ – 273,15 °C =
^ 0 °R =
^ – 459,67 °F
0K =
Punto de ebullición del agua a 100 °C
Comparación °Fahrenheit/°Celsius
°F
−60
−70
−80
−90
−100
−120
−140
−160
−180
°C
−50
−60
°F
0
+20
120
°C
50
°F
210
°C
100
°F
3500
°C
2000
−80
−90
2500
200
110
−10
−70
40
90
+10
100
190
0
90
180
−20
−10
30
80
1000
900
800
170
−160
−300
−180
−200
−20
−30
−30
−40
70
20
60
−40
160
70
700
600
10
140
60
300
−250
−50
40
−50
32
130
0
122
500
400
300
500
150
400
50
1000
900
800
700
600
80
−120
−140
2000
1500
−100
−250
−400
+30
°C
3000
−200
−350
°F
250
50
200
180
160
140
120
100
271-285_tabelas-esp Page 278 Tuesday, January 29, 2002 3:14 PM
278
Unidades
2.6 Unidades de masa
(comúnmente llamadas también unidades de peso)
Unidad
1 gr
1 dram
1 oz
1 lb
1g
1 kg
1t
gr
1
27,344
437,5
7000
15,432
–
–
=
=
=
=
=
=
=
dram
0,03657
1
16
256
0,5644
–
–
oz
0,00229
0,0625
1
16
0,03527
35,274
–
lb
1/7000
0,00391
0,0625
1
–
2,2046
2204,6
g
0,064799
1,77184
28,3495
453,592
1
1000
10
6
kg
–
–
–
0,45359
0,001
1
1000
UK = Gran Bretaña, US = Estados Unidos da América
gr = grano, oz = onza, lb = libra
1 st (stone) = 14 lb = 6,35 kg (sólo UK)
1 qr (cuarto) = 28 lb = 12,7006 kg (sólo UK, raramente usado)
1 quintal = 100 lb = 45,3592 kg
2.7 Unidades de fuerza
N
kp
Ibf
=
1
0,101972
0,224809
=
9,80665
1
2,204615
=
4,44822
0,453594
1
Unidad
1 N (Newton)
1 kp (kilopond)
1)
1 Ibf (libra fuerza)
1)
No se usa más
2.8 Velocidades
1 km/h
1 mile/h
1 kn (nó)
1 ft/min
=
=
=
=
0,27778 m/s
1,60934 km/h
1,852 km/h
0,3048 m/min
1 m/s
1 km/h
1 km/h
1 m/min
=
=
=
=
3,6 km/h
0,62137 mile/h
0,53996 kn
3,28084 ft/min
t
–
–
–
–
–
0,001
1
271-285_tabelas-esp Page 279 Tuesday, January 29, 2002 3:14 PM
279
Unidades
2.9 Unidades de potencia
Unidad
1W
1 kW
W
= 1
= 1000
kW
kp · m/s
HP
0,001
0,10197
1,3596·10
1
101,97
kcal/s
–3
1,35962
hp
238,8·10
238,8·10
–6
–3
1,341·10
Btu/s
–3
1,34102
947,8·10
947,8·10
–6
–3
No se debe usar más
1 kp·m/s = 9,80665 9,807·10–3 1
1 HP
= 735,499 0,735499 75
1 kcal/s = 4186,8 4,1868
426,935
13,33·10
1
5,6925
Unidades anglo-americanas
1 hp
= 745,70 0,74570
1 Btu/s = 1055,06 1,05506
1,0139
1,4345
76,0402
107,586
–3
2,342·10
0,17567
1
0,17811
0,2520
–3
13,15·10
0,98632
5,6146
–3
1
1,4149
9,295·10
0,69712
3,9683
–3
0,70678
1
HP = caballo-vapor
1 ft . Ibf/s = 1,35582 W
1 ch (cheval vapeur) (francés) = 1 HP = 0,7355 kW,
1 poncelet (francés) = 100 kp · m/s = 0,981 kW
Rendimiento humano contínuo ≈ 0,1 kW
Normas: DIN 66 035 Tablas de conversión caloría – Joule, Joule – caloría
DIN 66 036 Tabla de conversión caballo-vapor – kilowatt, kilowatt – caballo-vapor
DIN 66 039 Tabla de conversión Kcalorías – Watt-hora, Watt-hora – Kcalorías
2.10 Unidades de energía (Unidades de trabajo)
Unidad
1J
J
kW · h
= 1
1 kW·h = 3,6·10
277,8·10
6
kp · m
–9
1
HP · h
kcal
ft · Ibf
Btu
0,10197 377,67·10–9 238,85·10–6 0,73756
367098 1,35962
859,85
2,6552·10
947,8·10
6
3412,13
6
2509,6
–6
No se debe usar más
1 kp·m = 9,80665
–6
2,7243·10
1 HP·h = 2,6478·106 0,735499
1 kcal
= 4186,8
1,163·10
1
3,704·10
–6
270000 1
2,342·10
632,369
–3
7,2330
1,9529·10
–3
426,935 1,581·10–3 1
–9
0,13826 512,1·10–9 323,8·10–6 1
–6
107,59
3088
9,295·10
–3
3,9683
Unidades anglo-americanas
1 ft·Ibf = 1,35582
376,6·10
1 Btu
293,1·10
= 1055,06
398,5·10
–6
0,2520
778,17
1,285·10
1
ft Ibf = libra fuerza por pie), Btu = unidad térmica inglesa
1 in ozf (libra-fuerza por pulgada) = 0,007062 J, l em Ibf (libra-força por polegada) = 0,112985 J,
1 ft pdl (poundal-pie) = 0,04214 J,
6
1 hph (caballo de fuerza/hora) = 2,685 · 10 J = 0,7457 kW · h,
1 thermie (francés) = 1000 frigories (francés) = 1000 kcal = 4,1868 MJ.
–3
= 106
2
2
–
= 98066,5 –
= –
10
7
10
10
1
–6
10
0,001
–5
bar
1
0,1
1 Ibf/ft
980,665 0,98066 0,0981
= –
–
68,948
–
0,4788
0,0689
–
–
0,00689 –
10
–
–
–6
0,01
2
2
Torr
750,06
0,7501
–
6
10000
10
735,56
73556
101972 7501
10197
10,197
0,0102
0,10197 0,0075
kp/m
–
2
–
2
2
2,0886
–
–
Ibf/ft
1422,33 –
145,037 20886
14,5037 2088,6
0,0145
–
–
Ibf/in
0,63497
152,42
2240
–
0,06805 1
–
1
144
–
–
1
–
–
–
0,2048
–
0,00132 0,01934 2,7845
1
14,695 2116,1
–
2
2
3
* unidades francesas
1 barye* = 1µbar; 1 pz (pièce) = 1 sn/m (sthène/m )* = 10 Pa
2
1 pdl/ft (poundal por pie cuadrado) = 1,48816 Pa
2
0,06475
–
–
–
–
tonf/in
0,96784 14,2233 2048,16 –
96,784
9,8692
0,9869
–
–
–
atm
4,8824 0,35913 –
0,07031 703,07 51,715
–4
1
–
10
0,00136 13,5951 1
1,03323 10332,3 760
1
100
0,10197 10,197
1,0197
–
–
–
at
154,443 15,4443 1,57488 157,488 –
–
2
0,0102
–
–
–
kp/mm
Ibf/in = libra-fuerza por pulgada cuadrada (psi), Ibf/ft = libra fuerza por pie cuadrado (psf), tonf/in = ton fuerza (UK) por pulgada cuadrada
2
1 tonf/in
2
= 6894,76 68948
= 47,8803 478,8
2
1 Ibf/in
2
Unidades anglo-americanas
–7
2
10
0,0001
10
–6
N/mm
98066,5 98,0665 9,80665 1
10000
1000
1
0,001
0,01
hPa
2
–
1 kp/m = 1 mmWS = 9,80665 98,0665 0,0981 –
1 Torr = 1 mmHg = 133,322 1333,22 1,33322 –
–
1 atm
= 101325 –
1013,25 1,01325 –
1 at = 1 kp/cm
1 kp/mm
No se deben usar más
1 N/mm
2
6
10
1000
= 100
= 105
1 bar
10
1
1 hPa = 1 mbar
= 1
µbar
= 0,1
1 Pa = 1 N/m
Pa
280
1 µbar
2
2.11 Unidades de presión y tensión
Unidad
271-285_tabelas-esp Page 280 Tuesday, January 29, 2002 3:14 PM
Unidades
271-285_tabelas-esp Page 281 Tuesday, January 29, 2002 3:14 PM
Unidades
281
2.12 Unidades de tiempo
Unidad
1 s (segundo)
s
min
h
=
1
0,01667
1 min (minuto)
=
60
1
0,2778·10
0,01667
d
1 h (hora)
=
3600
60
1
0,6944·10
0,041667
1 d (dia)
=
86 400
1440
24
1
–3
11,574·10
–6
–3
1 año laboral = 365 (o 366) días = 8760 (8784) horas (para cálculo de intereses bancarios, 1
año = 360 días)
1)
1 año solar = 365,2422 días de sol en media = 365 d 5 h 48 min 46 s
2)
1 año estelar = 365,2564 días de sol en media
Décimos de horas y ángulos en minutos y segundos
h (°)
0,00
0,01
0,02
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0’00”
6’00”
12’00”
18’00”
24’00”
30’00”
36’00”
42’00”
48’00”
54’00”
60’00”
0’36”
6’36”
12’36”
18’36”
24’36”
30’36”
36’36”
42’36”
48’36”
54’36”
1’12”
7’12”
13’12”
19’12”
25’12”
31’12”
37’12”
43’12”
49’12”
55’12”
0,03
0,04
0,05
min (’) e s (”)
1’48”
2’24”
3’00”
7’48”
8’24”
9’00”
13’48” 14’24” 15’00”
19’48” 20’24” 21’00”
25’48” 26’24” 27’00”
31’48” 32’24” 33’00”
37’48” 38’24” 39’00”
43’48” 44’24” 45’00”
49’48” 50’24” 51’00”
55’48” 56’24” 57’00”
0,06
0,07
0,08
0,09
3’36”
9’36”
15’36”
21’36”
27’36”
33’36”
39’36”
45’36”
51’36”
57’36”
4’12”
10’12”
16’12”
22’12”
28’12”
34’12”
40’12”
46’12”
52’12”
58’12”
4’48”
10’48”
16’48”
22’48”
28’48”
34’48”
40’48”
46’48”
52’48”
58’48”
5’24”
11’24”
17’24”
23’24’
29’24”
35’24”
41’24”
47’24”
53’24”
59’24”
Ejemplos: 0,58 h = 34 min 48 s; 0,58° = 34’48”; 12,46° = 12° 27’36’’
Minutos en horas o décimos de grados (o segundos en décimos de minutos)
min
0
10
20
30
40
50
60
0
–
0,167
0,333
0,500
0,667
0,833
1,000
1
0,017
0,183
0,350
0,517
0,683
0,850
2
0,033
0,200
0,367
0,533
0,700
0,867
3
4
5
6
7
8
9
0,050
0,217
0,383
0,550
0,717
0,883
ho°
0,067
0,233
0,400
0,567
0,733
0,900
0,083
0,250
0,417
0,583
0,750
0,917
0,100
0,267
0,433
0,600
0,767
0,933
0,117
0,283
0,450
0,617
0,783
0,950
0,133
0,300
0,467
0,633
0,800
0,967
0,150
0,317
0,483
0,650
0,817
0,983
Segundos en horas o décimos de grados
s (”)
h (˚)
5
10
15
20
25
30
35
40
45
50
55
60
0,001 0,003 0,004 0,006 0,007 0,008 0,010 0,011 0,012 0,014 0,015 0,017
Ejemplos: 32 min = 0,533 h o 0,533°; 14 min 45 s = 0,233 + 0,012 h = 0,245 h o 0,245°
1) Tiempo que transcurre para que la Tierra pase dos veces consecutivas por el equinoccio de primavera
2) Tiempo real de translación de la Tierra alrededor del Sol.
271-285_tabelas-esp Page 282 Tuesday, January 29, 2002 3:14 PM
282
Fórmulas técnicas más usadas
3 Fórmulas técnicas más usadas
3.1 Lei de Ohm
3.2 Fórmula de la potencia para corriente continua
U
P
R
I
U
U=R×I
I
P=U×I
3.3 Fórmulas de potencia para corriente alternada
P
U
I
Pq
Ps
cos ϕ
P = U × I × cos ϕ
U
U
I
Ps = U × I
I
sen ϕ
Pq = U × I × sen ϕ
3.4 Fórmulas de potencia para corriente trifásica
P
3
P=
U I I cos ϕ
3× U × I × cos ϕ
Pq
PS
3
U
I
PS = 3 × U × I
3
Pq =
U I I sen ϕ
3 × U × I × sen ϕ
Recomendaciones generales sobre el uso de las fórmulas
La línea horizontal en los triángulos, trapecios o cuadrados corresponde al símbolo
matemático “:”, la línea vertical corresponde a símbolo matemático “x”. El valor buscado
se debe cubrir con el dedo, el resto de la fórmula va a dar a conversión deseada.
271-285_tabelas-esp Page 283 Tuesday, January 29, 2002 3:14 PM
Fórmulas técnicas más usadas
2
2
2
PS = P + Pq
PS =
2
283
2
P + Pq
Las potencias se suman geométricamente.
3.5 Fórmula para el factor de potencia
P
Pq
cos ϕ
PS
3.6 Fórmula del grado de eficacia
P = PS × cos ϕ
PS
sen ϕ
Pq = PS × cos ϕ
P2
η
P2 = P1 × η
3.8 Torque
3.7 Fuerza
M
F
m
P1
a
F=m×a
F
I
M=F×I
Recomendaciones generales sobre el uso de las fórmulas
La línea horizontal en los triángulos, trapecios o cuadrados corresponde al símbolo
matemático “:”, la línea vertical corresponde al símbolo matemático “x”. El valor buscado
se debe tapar con el dedo, el resto de la fórmula va a dar la conversión deseada.
271-285_tabelas-esp Page 284 Tuesday, January 29, 2002 3:14 PM
284
Fórmulas técnicas más usadas
3.9 Relación peso/potencia
W
------- kg-
P2 (W)
Relación
peso/potencia
Massa de la
máquina (kg)
P2 ( W )
Relación
= ----------------------------------------------------------------peso-potencia
Masa de la máquina (kg)
3.10 Conversión de torque
M2
n1
----- = ----------n2
M1
M2 × n2
M 1 = ------------------n1
M2 × n2
n 1 = ------------------M1
M1 × n1
M 2 = ------------------n2
M1 × n1
n 2 = ------------------M2
3.11 Potencia liberada P2
M×n
P 2 = -------------9550
(W)
f × 60
= --------------------------------------------------------------------número de pares de polos
P 2 × 9550
M = -------------------------n
(Nm)
P 2 × 9550
n = -------------------------M
1
------- min-
3.13 Deslizamiento del motor
trifásico asíncrono
n0 – n
s = -------------n0
3.12 Número de rotaciones del motor
trifásico
n0 – n
s ‰ = --------------- × 100 %
n0
1
--- m-
3.14 Fórmula empírica para el cálculo
del capacitor de operación:
^ 8 µF
100 Watt potencia liberada =
271-285_tabelas-esp Page 285 Tuesday, January 29, 2002 3:14 PM
Fórmulas técnicas más usadas
3.15 Relación de transformación de
transformadores
U
I
N
Ü = ------1 = ------1 = ---2N2
U2
I1
3.17 Valor útil
Tiempo consumido con la mano
Tiempo consumido
Valor útil
con la máquina
Tiempo consumido con
la mano
Valor útil = -------------------------------------------------------------Tiempo consumido con
la máquina
285
3.16 Velocidade de corte vs
d×π×n
v s = ---------------------60
m
-
---s
v s × 60
d = -----------------n×π
(m)
v s × 60
n = -----------------d×π
1
------- min-
3.18 Progreso de la perforación
Profundidad de perforación (m)
Progreso de la
Unidad de
perforación
tiempo (min)
Profundidad de
la perforación
Progreso de la
= ---------------------------------------perforación
Unidad de
tiempo (min)
286-309_tabelas-esp Page 286 Wednesday, January 30, 2002 8:27 AM
286
286-309_tabelas-esp Page 287 Wednesday, January 30, 2002 8:27 AM
Materiales de Trabajo
287
Materiales de trabajo
1. Valores de los materiales
en general
288–289
2. Metales
290–297
3. Plásticos
298–305
4. Maderas
306–309
286-309_tabelas-esp Page 288 Wednesday, January 30, 2002 8:27 AM
288
1
Valores de los Materiales en General
Materiales y sus propiedades
1.1 Propiedades de materiales sólidos
Material/
DensiSímbolo químico dad
Temperatura
de fusión
°C
Coeficiente de
estiramiento
–
–
x10 /K
11,5
–
–
11
–
–
1,5
8,7
1450
–
7,9
1450
16
3
g/cm
Material/
DensiSímbolo químico dad
3
g/cm
Temperatura
de fusión
°C
Coeficiente de
estiramiento
–6
Acero sinterizado
Acero,
– Acero al cromo
– Acero al níquel
36% Ni (Invar)
– Acero al
tungsteno
(18 W)
– Inoxidable
(18Cr, 8Ni)
– Rápido-acero
estructural
– sin aleación y
de baja aleac.
Alpaca CuNi12Zn24
Aluminio
Al
Arena, cuarzo,
seco
Arenisco
Argamasa,
cemento
Arcilla refractaria
Asfalto
Betún
Caucho blando
Caucho natural
Bronce CuSn6
Cadmio
Cd
Plomo
Pb
Cemento, curado
Cloruro polivinílico
Cobalto
Co
Cobre
Cu
Hormigón
Cromo
Cr
Diamante
C
Ebonita
Espuma de goma
Espuma rígida
a freon
–6
x10 /K
Espuma rígida
aerada
Estaño
(blanco)
Sn
Hierro puro Fe
Fundición al rojo
blanco
CuSn5ZnPb
Fundición gris
Yeso
Grafito, puro C
Latón CuZn37
Aleación
de alumínio
Aleaciones de
magnesio
Magnesio
Mg
Már mol CaCO3
Metal duro K 20
0,015...
...0,06
–
–
7,28
231,97
21,2
7,87
1535
12,3
8,8
950
–
7,25
2,3
2,24
1200
1200
≈ 3800
10,5
–
2,7
8,4
900
–
–
11,5
7,9
1460
11,5
8,7
2,70
1020
660
18
23,0
1,5...1,7
≈ 1500
–
2...2,5
≈ 1500
–
1,6...1,8
–
–
Metal monel
8,8
1,7...2,4
1,1...1,4
1,05
1,08
0,92
8,8
≈ 2000
80...100
≈ 90
–
125
910
–
–
–
–
–
17,5
8,65
11,3
2...2,2
1,4
8,9
8,96
1,8...2,2
7,19
3,5
1,2...1,5
0,06...0,25
0,015...
...0,06
321,1
327,5
–
–
1495
1084,9
–
1875
3820
–
–
29,8
29,1
–
70...150
12,4
–
–
6,2
1,1
50...90
–
10,22
8,90
19,32
21,45
1,1
1,2
0,94
1,05
2,3...2,5
10,5
2,1...2,5
2,4
–
–
Molibdeno Mo
Níquel
Ni
Oro
Au
Platino
Pt
Poliamida
Policarbonato
Polietileno
Poliestireno
Porcelana
Plata
Ag
Cuarzo
Silício-Carburo
Ladrillos de
construcción
Titanio
Ti
Tombac CuZn20
Tungsteno
Vidrio,
– común
– cristal
18,5
2,60...2,85 480...655
21...24
≈ 1,8
≈ 630
24,5
1,74
2,6...2,8
14,8
648,8
26,1
>2000
1240...
...1330
2623
1455
1064
1769
–
–
–
–
≈ 1600
961,9
1480
5...7
–
5,4
13,3
14,2
9
70...150
60...70
200
70
4...5
19,2
14,6
4,0
>1,9
–
–
4,51
8,65
19,25
1660
1000
3422
8,3
–
4,6
2,4...2,7
–
≈ 700
–
≈8
0,5
286-309_tabelas-esp Page 289 Wednesday, January 30, 2002 8:27 AM
Valores de los Materiales en General
289
1.2 Propiedades de los materiales líquidos
Material
Densidad
Temperatura
(2)
(1)
Temperatura
de ebulición
°C
56
25...210
150...360
Acetona (CH3)2CO
Gasolina (para motores Otto)
Óleo Diesel
Agente anticongelante
Mezcla de agua
23 Vol.-%
38 Vol.-%
54 Vol.-%
Glicerina C3H5(OH)3
Aceite de caldera EL
Solución salina 20 %
Aceite de linaza
Metanol CH3OH
0,79
0,72...0,75
0,81...0,85
de fusión
°C
–95
–50...–30
–30
1,03
1,04
1,06
1,26
≈0,83
1,15
0,93
0,79
–12
–25
–46
+20
–10
–18
–15
–98
101
103
105
290
> 175
109
316
65
Petróleo
Ácido muriático 10 % HCl
Aceite lubrificante
Ácido sulfúrico, conc. H2SO4
4)
Alcohol 95%
Trementina
Tricloretileno C2HCl3
0,76...0,86
1,05
0,91
1,83
0,81
0,86
1,46
–70
–14
–20
(3)
+10,5
–114
–10
–85
> 150
102
> 300
338
78
160
87
Agua
1,00
±0
100
g/cm
A 1,013 bar.
(2) A 20 °C.
(3) Temperatura de solidificación 0 °C.
(1)
3
(5)
(1)
(4) Etanol
desnaturalizado
(5) A 4 °C.
1.3 Propiedades de las sustancias gaseosas
Material
Símbolo químico
Densidad kg/m
Acetileno
Argón
n-Butano
i-Butano
Gas natural
Helio
Monóxido de carbono
Dióxido de carbono
Aire
Propano
Oxígenio
Gas natural
Nitrógenio
Vapor de agua a 100 °C
Hidrógenio
C2H2
Ar
C4H10
C4H10
1,17
1,78
2,70
2,67
≈0,83
0,18
1,25
1,98
1,293
2,00
1,43
0,56...0,61
1,24
0,60
0,09
He
CO
CO2
C3H8
O2
N2
H2O
H2
3
Temperatura
de ebulición °C
–81
–186
–0,5
–10,2
–162
–269
–191
–78
–191
–42
–183
–210
–196
+100
–253
Metal
DIN
3
Sigla
Seleción
algunos tipos
2
N/mm
2
Resistente
a tracción
N/mm
2
Lim. de
elasticidad
Estiram.
de ruptura
%
Observaciones
2
≥ 220
≥ 200
≥ 230
≥ 350
≥ 450
≥ 250
≥ 400
≥ 400
–
250...350
≥ 22
≥ 10 (A3)
≥ 5 (A3)
≥ 15
–
acepta tratamientos
buena manufactura
ductilidad similar a GGG
más dúctil que fundición gris,
buena manufactura
frágil, muy
buena manufactura
17 100
1623
17 162
T.1
1651
Acero estructural sin
tratamiento
(Ø ≤ 40 mm)
Cintas y planchas de
aceros blandos sin
aleación
Cintas y planchas
galvanizadas en caliente
Acero para tornos
automáticos
(Ø 16 ... 40 mm)
9 SMn28 K
35 S 20 K
St 05 Z
St 14
St 37-2
St 60-2
460...710
540...740
270...380
270...350
340...510
570...770
≥ 24
≥ 14
≥ 38 (A80)
≥ 30 (A80)
≤8
≤8
≤ 225
≤ 325
≤ 210
≤ 260
≤ 375
≤ 315
acero dulce para tornos automáticos
acero para tornos automáticos con
tratamientos
piezas trefiladas complicadas
muy exigidas
piezas trefiladas complicadas
piezas c/ baja exigencia
piezas con mayor exigencia
Acero E em 10 N/mm : aceros sin aleaciones y de baja aleación 212, aceros austeníticos ≥ 190, aceros para herramientas con altas
aleaciones ≤ 230
3
GS-45
Acero fundido
E como el acero
1681
GTW-40-05
GTS-35-10
1692
Hierro fundido maleable
GGG-40
Hierro negro
1693
Hierro fundido con grafito
en nódulos
GG-25
Hierro blanco
1691
Hierro fundido con grafito
en copos (fund. gris)
290
Hierro fundido y hierro fund. maleable E in 10 N/mm : GG 78...143; GGG 160...180; GTW e GTS 175...195
Material
2.1 Metales ferrosos
2
286-309_tabelas-esp Page 290 Wednesday, January 30, 2002 8:27 AM
Metales
DIN
17 200
17210
17211
17230
17350
17350
Material
Acero p/ tratamientos
tratado
(Ø ≤ 16 mm)
Acero cementado
cementado e
temperado
(Ø ≤ 11 mm)
Acero nitrurado
tratado y nitrurado
Acero laminado
templado y cementado
Acero para herramientas
Acero tratado en frío sin
aleación endurecido y templado
Acero tratado al frío
templado y cementado
Acero (Continuación)
115 CrV 3
90 MnCrV 8
× 155 CrVMo
121
C 80 W 1
100 Cr 6
31 CrMoV 9
34 CrAlMo 5
Ck 15
16 MnCr 5
15 CrNi 6
17 CrNiMo 6
Ck 45
34 Cr 4
42 CrMo 4
30 CrNiMo 8
Sigla
Selección
algunos tipos
250...350
250...350
–
450
450
450
Núcleo
60...63 HRC
60...63 HRC
60...63 HRC
dureza común
60...63 HRC
Dureza ≥ 59 HRC
700...850
850...1100
700
700
700
700
Superf.
Para acero duro –
endurecido y templado, cementadonitrurado, etc. –
los valores característicos obtenidos por ensayo de
tracción son inadecuados para
dimensionar los
componentes duros
≥ 14
≥ 11
≥ 10
≥9
≥ 500
≥ 700
≥ 900
≥ 1050
N/mm
Estiram.
de ruptura
%
2
Lim. de
elasticidad
Dureza HV (V. referencia)
700...850
900...1100
1100...1300
1250...1450
N/mm
2
Resistente
a tracción
temperabilidade
crescien-
Témpera por agua, aceite
Témpera por aceite
altísima resistencia al desgaste
Témpera por agua
alta resistencia al desgaste
alta resistencia al desgaste
alta resistencia a esfuerzos
alternados
alta resistencia al
desgaste, alta resistencia a esfuerzos alternados
templado
creciente
Observaciones
286-309_tabelas-esp Page 291 Wednesday, January 30, 2002 8:27 AM
Metales
291
≥ 195
X 5 CrNi 1810
Acero austenítico
enfriado bruscamente
17440
17440
X 20 CrNi 172
Dureza ca. 40 HRC
17440
X 46 Cr 13
Dureza ca. 50 HRC
(SEW-400) X 90 CrMoV 1 8 Dureza ≥ 57 HRC
Acero martensítico
templado y cementado
500...700
Dureza < 185 HV
450...600
≥ 270
X 6 Cr 17
17440
61...65 HRC
Acero inoxidable
Acero ferrítico
recocido
N/mm
2
Lim. de
elasticidad
S-6-5-2
N/mm
2
Resistente
a tracción
Acero rápido
17350
endurecido y temperado
Sigla
Seleción
algunos tipos
X 40 CrMoV 5 1 43...45 HRC
DIN
Observaciones
≥ 45
≥ 20
no magnético
no se templa
resistencia al desgaste
cresciente
no acepta témpera
Para acero duro
– endurecido y
templado, cementado, nitrura- resistente al desgaste por calor
do, etc – os valores característicos obtenidos
por ensayo de
tracción son inadecuados para
dimensionar los
componentes
duros
Estiram.
de ruptura
%
292
Acero tratado en caliente 17 350
templado y cementado
Material
Acero (Continuación)
286-309_tabelas-esp Page 292 Wednesday, January 30, 2002 8:27 AM
Metales
N/mm
2
Resist. tracción
min.
N/mm
2
Lim. estiramiento
min.
Propiedades
Ejemplo de aplicación
2
293
Aleaciones de titanio (DIN 17 850, 17 851, 17 860 ... 17 864), módulo de elasticidad E = 110 000 N/mm
Ti 1
290
180
resistente a la corrosión
TiAI 6 V 4 F 89
890
820
resistente a la corrosión, altas exigencias de estabilidad
2
Metales
Aleaciones de magnesio (DIN 1729, 9715), módulo de elasticidad E = 45 000 N/mm
MgAI 6 Zn F 27
270
195
piezas de exigencia media a alta. Virutas
GK-MgAI 9 Zn 1 wa
240
150
templado en caliente. Combustibles
GD-MgAI 9 Zn 1
200
150
piezas complejas fundidas a presión
2
Aleaciones de alumínio fundidas (DIN 1725, T. 2), módulo de elasticidad E = 68 000 ... 75 000 N/mm
GK-AISi 12
180
80
piezas de poco espesor, antivibrátiles
GK-AIMg 5 Si
180
110
resistente al agua do mar, se puede anodizar y pulir
GK-AISi 10 Mg wa
240
210
templado en caliente, piezas muy exigidas, antivibráteis
GK-AISi 6 Cu 4
180
120
multiuso, resistente al calor
GK-AICu 4 Ti wa
330
220
templado en caliente, piezas simples con máxima exigencia
de resistência y rigidez
GD-AISi 9 Cu 3
240
140
resistente al calor, piezas complejas fundidas por presión
GD-AIMg 9
200
140
resistente al agua de mar, piezas de exigencia media
2
Aleaciones de aluminio manufacturado (DIN 1712, 1725, 1745 ... 1749, 40 501), módulo de elasticidad E = 65 000 ... 73 000 N/mm
4)
Al 99,5 W 7
65
55
blando, buen conductor, se puede anodizar y pulir
AIMg 2 Mn 0,8 W 19
190
80
resistente al agua de mar, se puede anodizar
AlMg 3
190
80
resistente al agua de mar, se puede anodizar
AlMg 4,5 Mn
190
80
resistente al agua de mar, se puede anodizar
AlMgSi 1 F 28
275
200
templado en caliente, resistente al agua de mar
AlCuMg 1 F 40
395
265
templado a frío, buen desempeño bajo esfuerzo contínuo
AlZnMgCu 1,5 F 53
530
450
alta durabilidad.
Material
Ejemplos
2.2 Metales livianos
286-309_tabelas-esp Page 293 Wednesday, January 30, 2002 8:27 AM
1787
17 660
17 663
17 662
1705
1705
1719
17 641
1741
4381
1743
Cobre conductor
Latón
Alpaca
Bronce estánnico
Bronce estánnico fundido
Fundición al rojo blanco
Plomo de 1ª fusión
Plomo duro
Plomo fundido por presión
Aleaciones de estaño
Zinc fundido por presión
DIN
GD-ZnAI 4 Cu 1
SnSb 12 Cu 6 Pb
GD-Pb 87 Sb
PbSb 5
GC-CuSn 7 ZnPb
G-CuSn 12
CuSn 6 F 41
CuNi 12 Zn 24 F43
CuZn 28 F 35
CuZn 37 F 44
CuZn 39 Pb 3 F 43
E-Cu57 F 20
280
–
60
30
10
270
260
410
430
350
440
430
200
N/mm
2
Resist. a
tracción
min.
200
60
–
–
–
120
140
300
230
200
370
250
120
N/mm
2
piezas fundidas de medidas exactas
apoyos deslizantes
contrapesos y compensadores de med. exactas
resistente a ácidos, inducidos, placas de baterías
blando, resistente a ácidos, sellados
resistente a la corrosión
resistente a la corrosión, al desgaste, ruedas dentadas
buenas caract. de operación, anclajes de apoyo, resortes
resistente a la corrosión
permite gran estiramiento
buena deformación en frío
piezas de tornos automáticos
excelente conductividad eléctrica
Lim. estira- Propiedades
miento
Ejemplo de aplicación
min.
294
Metales pesados
Material
Ejemplos
2.3 Metales no ferrosos
286-309_tabelas-esp Page 294 Wednesday, January 30, 2002 8:27 AM
Metales
–
–
Metales duros
E = 440 000...550 000
Metales pesados
E = 320 000...380 000
X 5 CrNi
X 2 CrNi
X 6 CrNiTi
X 5 CrNiMo
X 2 CrNiMo
X 2 CrNiMo
X 5 CrNiMo
X 6 CrNiMoTi 17 12
A2
A2
A2
A4
A4
A4
A4
A4
18 9
X 10 CrNiS
A1
1.4571
1.4436
1.4435
1.4404
1.4401
1.4541
1.4306
1.4301
1.4305
N° do
material
–
–
17/12
17/13
17/12
17/11
18/10
18/11
18/09
18/09
Z 6 CNDT 17/12
Z 6 CND
Z 2 CND
Z 2 CND
Z 6 CND
Z 6 CNT
Z 2 CN
Z 6 CN
Z 10 CNF
AFNOR-Francia
≥ 650
240...450
HV
800...1900 HV
Sigla
Resist. a
Selección
tracción
algunos tipos N/mm2
≥2
Estiram.
ruptura
%
320 S17
317 S16
(316 S12)
316 S12
320 S17
321 S12
304 S12
304 S15
–
316 Ti
317
316 L
316 L
316
321
304 L
304
303
–
–
–
–
X8CND 1712
X8CNT 1810
X3CN 1911
X8CN 1910
X15CNF 1808
–
–
–
–
2343
2337
–
2332
2346
–
–
SUS 33
SUS 33
SUS 32
SUS 29
SUS 28
SUS 27
–
SIS-Suecia JIS Japón
3
Densidad 17...18,5 g/cm ; pesos de
reguladores, compensadores y estabilizadores
Materiales sinterizados, máx. resist. a
presión y desgaste más frágil, herramientas de transformación por desbaste y corte
Observaciones
BS Inglaterra AISI-USA UNI-Italia
≥ 560
N/mm
2
Lim.
estiram.
Metales
17 13 3
18 14 3
17 13 2
17 12 2
18 10
19 11
18 9
Sigla DIN
Nombre
comercial
2.5 Aceros inoxidables
DIN
Material
2.4 Metales especiales
286-309_tabelas-esp Page 295 Wednesday, January 30, 2002 8:27 AM
295
Sigla
soldaduras
plomo-estaño
Soldaduras
plomo-estaño
con adición de
Ag-, Cu ou P
Soldaduras-blandas
especiales
Soldaduras
plomo-estaño
190
125
240
183 ... 190
183 ... 190
117 ... 125
221 ... 240
230 ... 240
230 ... 250
L-Sn 60 PbCu 2
L-Sn 60 PbCuP
L-Snln 50
L-SnAg 5
L-SnSb 5
L-SnCu 3
250
240
190
186 ... 270
250 ... 295
183 ... 235
280 ... 305
183 ... 190
L-PbSn 20 Sb 3
L-PbSn 12 Sb
L-PbSn 40 (Sb)
L-PbSn 8 (Sb)
L-Sn 60 Pb
270
295
235
305
190
soldaduras para industria de carrocerías
soldar cobre en industria de radiadores
estañar, soldar paquetes de hojas finas
soldadura de motores eléctricos, radiadores
estañar cobre y aleaciones de cobre en la industria electro-electrónica
soldadura-onda de cobre y aleaciones de cobre
en la industria electro-electrónica
soldadura de inmersión de cobre y aleaciones de
cobre en la industria electro-electrónica
soldadura de vidrio/metal
soldadura de cobre en la industria electro-electrónica en instalaciones hidráulicas
soldadura de cobre en la industria de refrigeración y en instalaciones hidráulicas
soldadura de cobre en instalaciones hidráulicas
Intervalo de fusión Temperatura mín 1) Propiedades
aplicación ppal
de la soldadura
en la pieza
°C
°C
296
2.6.1 Soldaduras blandas (Selección de DIN 1707)
Tipo de soldadura
2.6 Soldaduras
286-309_tabelas-esp Page 296 Wednesday, January 30, 2002 8:27 AM
Metales
Depende del proceso
Soldaduras
a base de Cu
Soldaduras con plata
Ag ≥ 20 %
Soldaduras con tenor
de plata
Ag < 20 %
1)
Sigla
Intervalo de fusión Temperatura mín 1) Propiedades
de la soldadura
aplicación ppal
en la pieza
°C
°C
650 ... 700
BCu 86 SnP 650-700
890 ... 900
625 ... 705
L-Ag49
L-CuZn 40
620 ... 660
675 ... 735
L-Ag55Sn
L-Ag44
710 ... 740
820 ... 870
L-Ag 5
L-CuP 8
575 ... 590
575 ... 595
575 ... 615
643
650 ... 800
L-AlSi 12
L-AlSi 10
L-AlSi 7,5
BCu 75AgP 643
L-Ag 15 P
900
710
690
690
650
730
860
590
595
615
650
710
soldadura dura de acero, Cu, Ni y sus aleaciones con
fundente
soldadura dura de acero, Cu y aleaciones de Cu, Ni y
aleaciones de Ni con fundente
soldadura dura de metales duros, aceros W, Mo, Ta
con fundente
soldadura dura de Cu y aleaciones de Cu con fundente. No sirve para aleaciones de Fe e Ni o medios
que contengan S
soldadura dura de Cu/Cu sin fundente.
No sirve para aleaciones de Ni e Fe o medios con S
soldadura dura de acero, Cu, Ni y sus aleaciones con
fundente
soldadura dura de Cu/Cu sin fundente
Soldadura dura de aluminio y aleaciones de aluminio
con punto de fusión bastante alto
Soldaduras duras y de altas temperaturas (Selección de DIN 8513 o ISO 3677)
Soldaduras
a base de Al
2.6.2
Tipo de soldadura
286-309_tabelas-esp Page 297 Wednesday, January 30, 2002 8:27 AM
Metales
297
5)
5)
200/120 6000
190/120 5000
190/120 2800
140/120 1500
170/120 2500
PPA-GF
2
80
PET
Polietilenotereftalato
1000
4500
180/120 2000
130
130/125 2500
180/120 5000
PE
PC
PBT-GF
160/120 1700
270/185 10 000
PC-GF
5)
2000
250/205 600
260
650
Policarbonato + GF
Polietileno
Policarbonato
talato + GF
Polibutilenoteref-
2)
N/mm
E
PA6/6 T-GF 250/170 10 000
PA66-GF
Polibutilenotereftalato PBT
Poliftalamida + GF
5)
Poliamida 6/6T + GF
Poliamida 66 + GF
5)
PA 66
PA 6-GF
Poliamida 66
5)
PA 11, 12
PA 6
Poliamida 11, 12
Poliamida 6
Poliamida 6 + GF
FEP
PFA
Carbohidratosfluorados
80
1)
tG
°C
+
+
+
+
×
+
+
+
+
+
+
+
+
+
+
+
+
×
+
+
+
+
+
+
+
+
+
+
+
+
+
0
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
4)
Resistencia a 20° contra
Gasolina Diesel
Aceite
mineral
recipientes y tubos a prueba de ácidos, hojas
resistente al desgaste, químicamente inerte a partir de
60 °C pérdida de rigidez, en agua Temp. superiores a
70 °C descomposición hidrolítica
rígido y duro en amplio intervalo de temperatura, transparente
componentes de alta rigidez
resistente al desgaste, químicamente inerte a partir de
60 °C pérdida de rigidez en agua Temp. superior a 70
°C descomposición hidrolítica
rigidez ampliada con relación a PBT sin GF
carcasas de máquinas/componentes rígidos, aún a altas temperaturas
mucho brillo, algunos tipos transparentes partes de carcasas a prueba de impactos
Fuerte eliminación de la rigidez con el aumento de la
temperatura, resistente a productos químicos; revestimientos, partes deslizantes, sellados
rígido y resistente a la abrasión, bajo coeficiente de
abrasión buena disipación del sonido, cerca de 1 ... 3 %
absorción de agua necesario para buena rigidez, PA
11/12 esencialmente baja absorción de agua
carcasas de máquinas a prueba de impactos
Otras características
Ejemplo de aplicación
298
Acrilonitrila-ButadienoABS
Estireno
Sigla
(ISO 1043/
DIN 7728)
Termoplásticos (Selección de DIN 7740 ... 7749; DIN 16771 ... 16781)˙
3.1
Nombre
químico
Plásticos
3
286-309_tabelas-esp Page 298 Wednesday, January 30, 2002 8:27 AM
Plásticos
5)
70/60
150/130
120/100
SAN
S/B
Estireno-Acrilonitrilo
Estireno-Butadieno
1500
3000
900
40
3000
200
2500
–
0
+
+
+
–
–
+
+
×
–
+
+
+
+
PTFE
300/240
400
+
+
4) + muy resistente, × resistencia media, 0 poco resistente - no resistente
5) GF fibra de vidrio (25 ... 35 peso. %).
6) sin ruptura
7) mezcla de polímeros de éter polifenileno y estireno/butadieno
+
Plásticos
1) temperatura máxima de uso, corta duración (1 h)/larga duración (5000 h).
2) módulo de elasticidad, valores de referencia aproximados
3) Valor de resistencia de acuerdo con DIN 53 453.
2 y 3) Poliamidas saturadas a la humedad del aire a 23 °C e 50 % humed. rel.
Politetrafluoretileno
Resiste a altas temperatura y radiaciones, rígido
Fuerte pérdida de la rigidez con el aumento de temperatura, alta resistencia al envejecimiento y a productos químicos bajo coeficiente de abrasión, piezas deslizantes
Piezas moldeadas, transparente y revestido en todos
los colores
Cuero sintético, capuchas elásticas, aislamiento de cables, mangueras, sellados
Piezas resistentes a la intemperie de uso externo, tubos, instalaciones galvanizadas
Shore D = 80; piezas deslizantes y de desgaste
Shore A = 90; membranas, aislamientos
Piezas moldeadas, químicamente resistente, también
transparente
Partes de carcasas a prueba de impactos en varias áreas
×
+
+
+
0
0
+
Altamente resistente al calor
Utilidades domésticas, cajas de baterías, tapas
Ruedas de ventiladores
Cristalino y en todos los colores, resiste a la intemperie
Difusores, lentes
Sensible a la formación de tensiones bajo influencia de
ácidos, piezas moldeadas precisas
Resiste al agua caliente, refractario
Aumento de rigidez en relación al PETP sin GF
+
+
+
+
+
Plásticos sin uniones cruzadas que sólo se pueden ser moldear y sinterizar
Poliamida
Pl
320/290 3100
+
+
+
60
90
80/70
PVC-P
PUR
PUR
80
PVC-U
PS
130/110 4000
Cloruro de polivinilo
con plastificante
Cloruro de polivinilo
sin plastificante
Poliuretano rígido
Poliuretano maleable
Polistireno
PP-GF
+
5)
×
Polipropileno + GF
+
+
+
×
0
0
+
+
+
×
270/240 13 000
130/110 1500
+
+
+
+
+
120/100 2500
3000
+
7)
Éter polifenileno + SB (PPE+S/B)
Sulfato polifenileno + GF PPS-GF
Polipropileno
PP
80
200/120 7000
125/120 2000
140/120 6000
PMMA
PET-GF
Polioximetileno
POM
Polioximetileno + GF POM-GF
Polimetilmetacrilato
+ GF
Polietilenotereftalato
286-309_tabelas-esp Page 299 Wednesday, January 30, 2002 8:27 AM
299
–
150
181
801 e 803
802 e 804
870
871
872
–
–
–
83
Bismaleinimida
Silicona
Epoxi
Poliéster
Melamina
Melamina-Fenol
5)
Polvo de piedra
Fibra de vidrio, corta
Fibra de vidrio, larga
Fibra de vidrio, corta
Fibra de vidrio, larga
Grafito
Fibra de vidrio, materiales
de carga inorgánicos
Fibra de algodón
Fibra de vidrio, corta
Polvo de madera
Pasta química
6)
Fibra de algodón
Entretela de algodón
5)
74
5)
71
Pasta química
Polvo de madera
Polvo de madera
30.5
31 e 31.5
Fenol-Cresol
Cordón de amianto
51
Polvo de piedra
Material de carga
16
Tipo de resina
180/140
120/80
120/80
170/130
170/130
180/130
180/130
180/130
340/180
320/170
290/160
140/100
140/100
140/100
140/100
140/100
140/100
200/140
180/130
1)
tG
°C
80
70
80
60
55
50
80
90
55
200
65
60
60
60
60
60
70
70
50
N/mm
2)
σbB
min.
2
Resiste a altas temperaturas, alta calidad eléctrica
Alta resistencia aún a temperaturas elevadas, para piezas
deslizantes y mancais en altas temperaturas
Tipos 870 e 871 como masa de baja presión para revestimiento de piezas de metal y compon. electrónicos
Bajas temper. de ablandamiento, poco desvanecimiento
Alta resistencia mecánica, resiste al rojo blanco
Refractario, alta calidad eléctrica, buena recontracción
Para piezas de alta exigencia eléctrica y mecánica
Tipos 801, 804 exigen poca presión de compresión (permiten piezas grandes). Tipos 803, 804 refractarios
Más rígido que el tipo 31
Absorción de agua ligeramente mayor que la de los tipos
11 ... 16. Para piezas con buena capacidad de aislamiento en el área de baja tensión. Tipo 74 resiste a impactos
Piezas exigidas térmicamente,buena resistencia al rojo
blanco buena conducción del calor, poca alteración de
medidas e atmósfera húmeda.
Tipos 30.5 e 31.5 para piezas muy exigidas eléctricamente
Propiedades,
Ejemplos de aplicación
Duroplásticos (Selección de DIN 7708, 16 911, 16 912)
300
11.5
Tipo
3.2
286-309_tabelas-esp Page 300 Wednesday, January 30, 2002 8:27 AM
Plásticos
Tipo de resina
Material de carga
1)
tG
°C
N/mm
2)
σbB
min.
2
Propiedades,
Ejemplos de aplicación
1) Temperatura limite cf. VDE 0304, Parte
2) Resistencia a la flexión cf. DIN 53 452.
130
2, para 25 000 h duración de uso.
Manta laminada (DIN 7735, Parte 2 / VDE 0318, Parte 2)
Resina poliéster
Manta de fibra de vidrio
Hm 2472
no saturada
200
alta calidad en términos eléctricos y mecánicas, muy resistente a la fluidez
Tejido laminado (nombre comercial, p.ej., Resitex) (DIN 7735, Parte 2/VDE 0318, Parte 2)
Hgw 2072
Resina fenólica
Tecido fibra de vidro
130
200
alta resistencia mecánica, eléctrica y térmica
Hgw 2082
Resina fenólica
Tecido fino de algodão
110
130
se trabaja bien, buen comportamiento
deslizante y resistente, especialmente indicado para
Hgw 2083
Resina fenólica
Tecido mt. fino de algodão
110
150
ruedas dentadas, apoyos
óptimas características eléctricas y mecánicas, material
Hgw 2372.1 Resina epoxi
Tecido fibra de vidro
120
350
de base FR 4 para placas de CI
Hgw 2572
Resina silicona
Tecido fibra de vidro
180
125
para uso a altas temperaturas
Papel laminado (nombre comercial, p.ej., Pertinax) (DIN 7735, Parte 2/VDE 0318, Parte 2)
Hp 2061
Resina fenólica
Bandas de papel
120
150
para exigencia mecánica
poca absorción de agua, tropicalizado
Hp 2062.8
Resina fenólica
Bandas de papel
120
80
para exigencia eléctrica
Hp 2063
Resina fenólica
Bandas de papel
120
80
material de base FR2 para placas de CI
particularmente resistente a fluidez, placas decorativas
buenas propiedades eléctricas y mecánicas;
Hp 2262
Resina melanínica
Bandas de papel
90
100
no inflamable, material de base FR 3 para placas de CI
Hp 2361.1
Resina epoxi
Bandas de papel
90
120
Tipo
3.3 Plásticos laminados
286-309_tabelas-esp Page 301 Wednesday, January 30, 2002 8:27 AM
Plásticos
301
VMQ
SBR
Goma poliuretano
Goma silicona
Goma estirenobutadieno
9)
5 ... 13
N/mm
2
tracción
Resist.
a la
100 ... 350
9)
ruptura
%
Estiram.
100 ... 800
300 ... 600
100 ... 400
100 ... 350
150 ... 500
200 ... 500
150 ... 500
15 ... 35 100 ... 600
4 ... 9
7 ... 17
7 ... 17
7 ... 14
6 ... 15
15 ... 25 200 ... 500
10 ... 20 100 ... 700
7 ... 25
7 ... 17
30 ... 100
20 ... 80
50 ... 98
7 ... 30
4 ... 9
10)
×
0
10)
+
×
0
10)
+
+
+
+
+
+
+
+
×
10)
×
×
-
+
×
-
+
+
+
+
+
+
+
+
×
×
-
+
10)
10)
10)
10)
10)
intem- Ozono
perie
+
×
-
-
-
-
0
-
-
+
×
-
+
-
0
+
-
0
0
×
-
0
×
-
×
0
×
-
×
×
×
+
+
×
-
-
+
0
-
+
+
+
-
+
×
-
+
+
+
-
0
-
+
-
-
+
+
+
+
+
-
+
+
-
-
+
×
×
-
-
+
+
+
+
+
×
C
×
×
×
×
+
0
×
×
×
0
-
×
0
-
×
×
-
+
B
-
+
-
-
-
+
+
+
-
-
-
-
-
×
-
-
D
12)
difícil combustión HF
Líquidos hidráulicos de
Comb. Combus- Aceite A
motor tible
mineOtto
Diesel
ral
11)
Resistencia contra
8) temperatura no constante
9) según composición de la mezcla
10) pode mejorar con la adición de conservantes
11) + buena resistencia, × resist. media, 0 baja resistencia, - no resistente
12) A emulsión aceite en agua; B emulsión agua en aceite; C solución poliglicolagua; D líquidos sintéticos
100 ... 800
100 ... 400
20 ... 50 300 ... 700
20 ... 100 15 ... 30 100 ... 800
45 ... 90
40 ... 70
40 ... 90
20 ... 85
50 ... 75
50 ... 90
50 ... 85
50 ... 95
20 ... 90
40 ... 85
35 ... 100 10 ... 25 100 ... 700
55 ... 90
Dureza
A-Shore
1) temp. máxima de uso, corta duración (100h)/constante (20 000h).
2) resistencia a flexión
3) rigidez contra impactos
5) con o sin adición de otros elementos orgánicos
6) y/o polvo de madera
7) DIN ISO 1629.
–50 ... + 110
–60 ... + 200
–25 ... + 80
AU
EU
–20 ... + 150
–55 ... + 90
–60 ... + 200
HNBR
FMQ
Goma fluorsiliconada
–25 ... + 250
NR
FPM
Goma fluorada
–50 ... + 150
Goma natural
EPDM
Goma etilenopropileno
–40 ... + 185
–40 ... + 135
–30 ... + 140
–30 ... + 140
–40 ... + 110
–40 ... + 125
–30 ... + 120
–20 ... + 150
aplicación
°C
8)
Campo de
Goma nitrilohidratada
EAM
Goma etilenoacrilato
CM
Goma cloropolietileno
CSM
CR
Goma cloropreno
ECO
IIR
Goma butilo
Polietileno clorosulfonado
NBR
Goma epiclorohidrina
ACM
Goma acrilonitrilo-butadieno
7)
Sigla
302
Goma acrilato
Material
3.4
286-309_tabelas-esp Page 302 Wednesday, January 30, 2002 8:27 AM
Plásticos
286-309_tabelas-esp Page 303 Wednesday, January 30, 2002 8:27 AM
Plásticos
303
3.5 Características de identificación
Así se identifica el tipo de plástico
Material
Características típicas
Temperatura Aplicaciones típicas
de soldadura
Ensayo de combustión: carboniTubos, conexiones, placas,
za al rojo blanco, apaga espontáperfiles de construcción,
neamente
piezas técnicas moldeadas
y mucho más
PVC rígido Olor del humo: penetrante, re- ca. 300 °
cuerda ácido clorhídrico
Ensayo de precipitación: estallidos
Ensayo de combustión: llama
Revestimientos de pisos,
amarillo verdosa, fuliginosa
moquetes, mangueras, placas, juguetes, y mucho más
PVC blando Olor del humo: penetrante, re- ca. 400 °
cuerda ácido clorhídrico
Ensayo de precipitación: sin ruido
Ensayo de combustión: llama
Utilidades domésticas y
amarilla viva, gotas continúan queproductos electrotécnicos,
PE blando mando
juguetes, botellas, y mucho
(LDPE)
ca. 250 °
más
Olor del humo: de vela quemada
Polietileno
Ensayo de precipitación: sonido
sordo
Ensayo de combustión: llama
Palanganas, cestas, latas,
amarilla viva, gotas continúan quemateriales aislantes, tubos,
PE rígido
mando
claraboyas de sótanos, re(HDPE)
ca. 300 °
cipientes de transporte,
Olor del humo: de vela quemada
Polietileno
baldes para residuos y muEnsayo de precipitación: estallicho más
dos
Ensayo de combustión: llama
Tubos de desagüe HT,
clara con centro azul, gotas contiasientos de sillas, embalanúan quemando
jes, partes de automóviles,
PP
carcasas de aparatos, pieOlor del humo: penetrante de pa- ca. 250 °
Polipropileno
zas técnicas moldeadas,
rafina
cajas de baterías, y mucho
Ensayo de precipitación: estallimás
dos
Ensayo de combustión: humo nepartes de automóviles, cargro, en copos
casas de aparatos, maletas
ABS
ca. 350 °
Olor del humo: dulzón
Ensayo de precipitación: estallidos
286-309_tabelas-esp Page 304 Wednesday, January 30, 2002 8:27 AM
304
Plásticos
3.6 Nombres comerciales de los plásticos
Sigla
Nombre químico
ABS
Acrilonitrila-butadieno-estireno
Cycolac, Novodur, Ronfalin, Terluran
ACM
Goma acrilato
Cyanacryl, Hycar
Goma acrilato-etileno
Vamac
Poliéster aromático
Arylef, APEC
Aramid
Poliamida aromática corresp.
Kevlar, Nomex
ASA
Acrilato-acrilonitrila-estireno
Luran S
AU
Goma poliuretano
Urepan
CA
Acetato de celulosa
Bergacell, Tenite
CAB
Acetobutirato de celulosa
Cellidor, Tenite
CM
Goma cloropolietileno
Bayer CM, CPE
CR
Goma cloropreno
Baypren, Neoprene
CSM
Polietileno clorosulfonado
Hypalon
ECO
Goma epicloridrina
Herclor, Hydrin
EP
Epoxi
Araldite
EPDM
Goma etileno-propileno
Buna AP, Dutral, Keltan, Nordel, Vistalon
EU
Goma poliuretano
Adiprene C
FPM
Goma fluorada
DAI-EL, Fluorel, Tecnoflon, Viton
NBR hidratado
Therban, Zetpol
IR
Goma isopreno
Cariflex IR, Natsyn
MF
Melamina-formaldehído
Baquelite, Supraplast, Resopal
MPF
Melamina/Fenolformaldehído
Supraplast, Resiplast
MVQ
Goma silicona
Rhodorsil, Silastic, Silopren
EAM
APE
1)
1)
HNBR
1)
NBR
PA 46
1)
PA 6-3-T
Nombre comercial
Goma acrilonitrilo-butadieno
Buna N, Chemigum, Hycar, Perbunan
Poliamida 46
Stanyl
Poliamida amorfa
Trogamid T
PA 6
Poliamida 6
(Polímeros de ε-caprolactam)
Akulon, Durethan B, Grilon.
Nivionplast, Perlon, Renyl, Sniamid,
Technyl, Ultramid B, Wellamid
PA 66
Poliamida 66
Akulon, Durethan A, Minlon,
(Polímeros de hexametilenodiamida y Nivionplast, Nylon, Sniamid, Technyl,
ácido adípico)
Ultramid A, Wellamid, Zytel
PA 6/6T
Poliamida parcialm. aromática
PA 11
Poliamida 11
Rilsan B
(Polímeros de 11-aminoácido undecam)
Ultramid T
PA 12
Poliamida 12
(Polímeros de laurinlactam)
Grilamid, Rilsan A, Vestamid
PAI
Poliamida-lmida
Torlon
PAN
Poliacrilonitrilo
Dralon, Orlon
PBT
Polibutilenotereftalato
Crastin, Pocan, Ultradur, Vestodur,
Pibiter
PC
Policarbonato
Makrolon, Orgalan, Sinvet, Lexan
286-309_tabelas-esp Page 305 Wednesday, January 30, 2002 8:27 AM
Plásticos
Sigla
(PC + ABS)
(PC + ASA)
(PC-PBT)
PE
PEBA
PEEK
PEI
PES
1)
PETFE
PETP
PF
PFA
1)
Nombre químico
Mezcla de Policarbonato + ABS
Mezcla de Policarbonato + ASA
Mezcla de Policarbonato + PBT
Polietileno
Nombre comercial
Bayblend T, Cycoloy
Terblend S
Makroblend PR, Xenoy
Hostalen, Lupolen, Stamylan, Vestolen
Polieterblocamida
Pebax
Polieter-Eterketon
Polieterimida
Polietersulfona
Victrex “PEEK”
Ultem
Victrex “PES”
Copolímero Politetrafluoretileno-Etileno Hostaflon ET, Tefzel
Pl
Polietilenotereftalato
Fenol-Formaldeído
Perfluoralkoxy
Copolímero TetrafluoretilenoHexafluorpropileno
Poliimida
PMMA
Polimetilmetacrilato
POM
Polioximetileno, Poliformaldeído
(um poliacetalo)
PP
Polipropileno
PFEP
1)
PPA
(PPE + SB)
(PPE + PA)
PPS
PS
PSU
PTFE
PUR
PVC-P
PVC-U
PVDF
PVF
SAN
SB
SBR
TPE-E
1)
TPE-O
TPE-S
UF
UP
1)
1)
305
Arnite, Crastin, Mylar, Rynite, Trevira
Baquelite, Supraplast, Vyncolite
Teflon PFA
Teflon FEP
Kapton, Kerimid, Kinel, Vespel
Degalan, Diakon, Lucryl, Perspex,
Plexiglas, Vedril
Delrin, Hostaform C, Ultraform
Daplen, Hostalen PP, Moplen Stamylan
P, Starpylen, Vestolen
Poliftalamida, parcialm. aromática
Amodel
Mezcla de Polifenileter + SB
Noryl, Luranyl
Mezcla de Polifenileter + PA
Noryl GTX, Ultranyl, Vestoblend
Sulfeto de polifenileno
Craston, Fortron, Ryton, Tedur
Edistir, Hostyren, Poliestireno,
Poliestireno
Vestyron
Polisulfona
Udel, Ultrason S
Politetrafluoretileno
Fluon, Hostaflon, Teflon
Poliuretano
Desmopan, Elastollan, Lycra, Vulkollan
Cloruro polivinílico, contiene plastificante Trosiplast, Vestolit, Vinoflex
Cloruro polivinílico, sin plastificante
Trovidur, Hostalit, Vinidur, Vestolid
Fluoruro polivinilideno
Dyflor, Kynar, Solef
Fluoruro polivinila
Tedlar
Estireno-Acrilonitrilo
Kostil, Luran, Tyril
Estireno-Butadieno
Hostyren, Lustrex
Goma estireno-butadieno
Buna Hüls, Buna S, Cariflex S
2)
Arnitel, Hytrel, Riteflex
2)
Leraflex, Santoprene
2)
Cariflex, Evoprene, Kraton
TPE Base de poliéster
TPE Base de olefina
TPE Base de estireno
Formaldehído de urea
Poliéster insaturado
baquelite, Pollopas
Keripol, Leguval, Palatal
1)
Sigla aún no normalizada
3)
ISO 1043/DIN 7728 (termoplásticos, duroplásticos), ISO 1629 (elastómeros)
2)
TPE: elastómero termoplástico
Maderas
Sugi, JapaCryptomeria
OA
nese Cedar
Sugi
Terminalia
Framire
0,47
0,5
amarillo
dorado
Idigbo
AF
EU, NA
amarillo,
amarillo
dorado
Chopo
0,45
blancuzco
EU
0,4
Abeto
blanco,
Pino rojo
blancuzco
0,44
EU, NA
Gabu, Gaboon
Redwood
Pino
0,36
—
—
—
—
—
—
—
—
—
pulir
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
colar
Manufaturabilidad
flexible
—
—
—
—
—
—
—
—
—
barnizar
media
mala
mala
media
buena
m buena
mala
mala
mala
Durabilidad
Compensado, Parquet, Muebles
Compensado, artesanía industr.
Revestim. interiores
Compensado, Vigas,
Aglomerado
Compensado, Revest.
interiores
Marcos, Ventanas, Interior-exterior, Construcciones, Constr.naval
Compensado, Paneles
Marcos, Barriles
Compensado, Vigas,
Aglomerado
Aislamiento, sandwich,
Elementos fluctuantes
Modelado
Aplicación típica
Densidad: con humedad residual de 12 %. Son informados los valores medios. Según lugar y condiciones de crecimiento, la densidad puede variar para
el mismo tipo de madera.
Presencia: Son informadas las áreas principales. Se puede encontrar también en otras partes del planeta.
Abreviaturas AF – África; AU – Australia; EU – Europa; NA – América del Norte; SA – América del Sur; OA – Asia; SOA – Sudoeste asiático
Populus
Picea
Chopo
Abeto blanco
Aucumea
0,44
Secuoya
Secuoya
Ocurne
0,4
castaño
marrón
clare
NA
Abies
amarillo
claro
0,16
Pino
AF
crema
Abachi,
Triplochiton Obeche
Samba
SA
Obeche
Balsa
Ochroma
Densidad
r12
g/ccm
Balsa
Nombres
Presen- Color del
comerciales cia típica centro
Nombre
científico
306
Nombre
popular
4.1 Madera leve (selección de las maderas más importantes, clasificadas por densidad)
4
286-309_tabelas-esp Page 306 Wednesday, January 30, 2002 8:27 AM
Maderas
Swientenia
Khaya
Caoba
Caoba
africana
Ulmus
Olmo
Sipo
Juglans N.
Nogal
Pterygota
Pseudotsuga
Pino
Douglas
Entandrophragma U.
Pinus
Pino
Koto
Fagus
Faia
EU, NA
SA
AF
AF
EU, NA
EU, NA
NA, EU
EU, NA
—
0,62
0,63
rosarojo clar
castaño
0,61
castaño
castaño
0,61
0,6
castaño
rojizo
crema
—
0,6
marón
oscuro
—
—
—
—
—
—
rosa amar. 0,6
0,6
—
—
—
—
marón gris 0,6
0,57
0,55
0,55
—
pulir
amar, marón rosa
castaño
blanco
amar.-dor.
0,51
g/ccm
Densidad
r12
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
colar
Manufaturabilidad
flexible
—
—
—
—
—
—
—
—
—
—
—
—
—
barnizar
buena
regular
buena
media
mala
regular
regular
m. buena
regular
mala
buena
mala
regular
m. buena
Durabilidad
Muebles, equipos deportivos,
Construcciones
Compensado,
Muebles, Perfiles
Compensado
Ventanas
Compensados,
Compensado,
Muebles,
Constr. naval
Ventanas,
Carpintería,
Constr. naval
Muebles
Compensado,
Carpintería, Parquet, Const. naval
Compensado,
Mad. constr.
Muebles, Instrument, Artesan.
industr.
Compensado,
Ventanas
Madeira
construcción
Madera
construcción
Compensado,
Muebles,
Constr. naval
Aplicación típica
Maderas
Khaya, KhayaAF
Mogno
Caoba
brasileña
Koto,
Anatolia
Utile,
SipoCaoba
Olmo
Pino,
piñonero
Pino de Oregón, Douglasie, Red Fir
Nogal
Hickory
Faia verm.
SOA
Shorea
Lauan
EU, NA
Acer, Maple
Acer
Árce
Lauan,
Red Lauan
NA
Hemlock,
Alaska-Pine
Tsuga
Pino de
Alasca
amar.-dor.
Presen- Color
cia típica central
AF
Nombres
comerciales
Afrormosia
Nombre
científico
Afrormosia Pericopsis
Nombre
popular
4.2 Maderas de peso medio (selección de las maderas más importantes, clasificadas por densidad)
286-309_tabelas-esp Page 307 Wednesday, January 30, 2002 8:27 AM
307
Alerce
Pterocarpus
Pinus
Tectona
Pterocarpus
Afzelia
Taxus
Padouk
Pino
Pitch
Teca
Afrikan.
Padouk
Doussi
Tejo
Tejo
Afzelia
Padouk,
Padauk
Teca
Pino Pitch
Roble
Ambonia,
Padouk
Quercus
Roble
Pera
Pirus
Peral
Sapeli
Sapele,
EntandroSapeliphragma C.
Caoba
Tieghenne- Makotre,
Makore
lla
Douka
Meranti,
Meranti Shorea
Dark Red
Meranti
Alerce
Larix
Ramin
Abedul
Betula
Gonystylus Ramin
Abedul
Iroko
rojo
SOA
EU, NA
EU, NA
AF
AF
SOA
NA
SOA
0,8
0,8
castaño
0,77
castaño
rayado
rojo coral
0,75
0,72
amar. dor.
amar. rojizo.
castaño
—
—
—
—
—
—
—
0,7
0,71
—
—
—
—
0,7
0,7
0,69
0,68
color miel
marrón
rosado
marrón gris,
amarillo gris
castaño
AF
EU, NA
castaño
—
0,67
marrón
rojizo
—
—
pulir
—
0,65
0,65
Densidad
r12
g/ccm
blanco amaril. 0,66
crema
amar.-dor.,
marrón osc.
Color
central
AF
EU, NA
SOA
EU, NA
AF
Nombres
Presencia
comerciales típica
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
flexible
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
colar
Manufaturabilidad
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
barnizar
buena
m. buena
m. buena
m. buena
buena
buena
buena
regular
regular
buena
media
buena
mala
mala
m. buena
Durabilidad
Muebles, Instrumentos, artesanía industrial
Pisos, Muebles,
Barriles, Umbrales
Compensado,
Muebles
Construcciones,
Marcos, Constr. naval
Compensado, Muebles, Constr. naval
Carpintería, Parquet,
Torneado
Muebles, escaleras,
Constr. naval
Muebles, Instrumentos artesanía industrial
Compensado,
Ventanas
Carpintería, Parquet,
artesanía industr.,
Constr. naval
Compensados
Perfiles, Vigas,
Cabrios
Construcciones,
Marcos, Pisos,
Constr. naval
Compensados, Laminados, Muebles,
Constr. naval
Compensado, revest,
interiores, Parquet
Aplicación
típica
308
Iroko,
Chlorophoa
Kambala
Nombre Nombre
popular científico
Maderas de peso medio - continuación (selección de las maderas más importantes, clasificadas por densidad)
286-309_tabelas-esp Page 308 Wednesday, January 30, 2002 8:27 AM
Maderas
Millettia
Olea
Shorea
Dalbergia
Eusideroxylen
Diospyros
Lophira
Diospyros
Swartzia
Olivo
Balau
Palisandro
Bilimbín
Ébano
africano
Azobe
Ébano
Coración
de Negro
SA
SOA
AF
AF
SOA
rojo oscuro,
marrín viol.
negro, rayas amar.
negro
marrón
negro
marrón
—
—
1,2
1,2
—
—
—
—
—
—
—
—
—
—
pulir
1,07
1,05
1,04
1
vino,
rayado
Rosewood,
Palisander
Borneo, Palo de hierro
Ébano
africano
Bongossi,
Ekki
Ébano de
Makassar
Palo
de hierro
SOA
0,97
blanco
amar., ra0,9
yas oscuras
amar.-dor.
EU
0,89
0,87
violeta
dorado
0,87
0,85
marrón
oscuro
salmón
Densidad
r12
g/ccm
Yakal, Balau SOA
Olivo
Wenge, Janbire, Panga- AF
Panga
Mad.-violeta,
USA
Purple Heart
Mad. satén,
SOA
satén
AU
Color
central
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
colar
Manufaturabilidad
flexible
—
—
—
—
—
—
—
—
—
—
—
—
barnizar
m. buena
m. buena
m. buena
m. buena
m. buena
m. buena
m. buena
buena
buena
buena
muito boa
m. buena
Durabilidad
Construcción,
Parquet, Umbrales
Muebles, Instrumentos, Artesan. industr.
Construcción, constr.
naval, Umbrales
Instrumentos,
Artesan. industr.
Parquet, Umbrales,
constr. naval
Instrumentos,
Artesan. industr.
Pisos, Carpintería,
Instrumentos
Artesan. industr.
Madera para minas,
umbrales, Parquet,
Constr. naval
Compensados,
Parquet, revestim.
de interior, torneado
Parquet, Carpintería,
Artesan. industr.
Compensados, paneles, artesan. industr.
Aplicacción típica
Maderas
Densidad: con humedad residual de 12 %. Se informan los valores medios. Según el local y las condiciones de crecimiento, la densidad puede variar para
el mismo tipo de madera.
Presencia: Se mencionas las principales regiones. También se puede encontrar en otras partes del planeta.
Abreviaturas AF – África; AU – Australia; EU – Europa; NA – América del Norte; SA – América del Sur; OA – Asia; SOA – Sudoeste asiático
Chloroxylon
Madera
satén
Amaranto Peltogyne
Wenge
Eucalyptus Eucalipto
Eucalipto
Nombres
Presencia
comerciales típica
Nombre
científico
Nombre
popular
4.3 Maderas pesadas (selección de las maderas más importantes, clasificadas por densidad)
286-309_tabelas-esp Page 309 Wednesday, January 30, 2002 8:27 AM
309
310-339_aplic-esp Page 310 Wednesday, January 30, 2002 8:32 AM
310
310-339_aplic-esp Page 311 Wednesday, January 30, 2002 8:32 AM
Aplicaciones
Aplicaciones
1. Perforar
312–319
2. Atornillar
320–322
3. Amolar
323–331
4. Serrar
332–335
5. Fresar
336–337
6. Seguridad
en el trabajo
338–339
311
La mayoría de las tablas de aplicaciones
utilizan las marcas de fantasía empleadas por la BOSCH, y no están identificadas especialmente. Los datos también se
refieren a las aplicaciones normales
específicas de los accesorios o herramientas Bosch. En casos especiales, o si
se utilizan herramientas de otros fabricantes, valen las condiciones específicas
de las mismas. Si en nuestros productos
se introducen modificaciones técnicas,
las propiedades pueden resultar diferentes de las consignadas, por este motivo,
no damos ninguna garantía sobre las informaciones contenidas en este manual.
Debido al constante perfeccionamiento
tecnológico, las propiedades de las herramientas pueden sufrir alteraciones
transitorias.
Seguridad
Por principio, cuando se trabaja con herramientas eléctricas y sus accesorios, o
con herramientas manuales, se deben
observar todas las normas de seguridad
y los manuales de operación vigentes.
Hay que tener en cuenta las propiedades
específicas de los materiales. Los órganos regionales competentes pueden
ofrecer todas las informaciones sobre las
normas en vigor en determinado momento. Todas las herramientas BOSCH vienen con detalladas recomendaciones
de seguridad. Antes de colocar la herramienta en funcionamiento por primera vez hay que leer las recomendaciones de seguridad con atención y en
forma completa.
310-339_aplic-esp Page 312 Wednesday, January 30, 2002 8:32 AM
312
1
Perforar
Perforar
Taladro/Taladro
de impacto hasta
1200 Watts
+
+
+
+
+
+
+
+
+
+
+
+
+
Taladro de
impacto a batería*
Taladro/Taladro
de impacto hasta
850 Watts
+
Atornilladora
a batería*
Taladro/Taladro
de impacto hasta
650 Watts
Brocas p/ metal
Broca progresiva pa- hasta 20 mm
ra chapas
Broca progresiva pa- más de 30 mm
ra chapas
Broca p/ acerohasta hasta 10 mm
hasta 13 mm
hasta 20 mm
Brocas p/ madera
Sierra vaso
hasta 40 mm
hasta 68 mm
hasta 80 mm
hasta 152 mm
Broca p/ madera
hasta 15 mm
hasta 25 mm
hasta 32 mm
Broca en serpentina
hasta 18 mm
hasta 32 mm
Broca p/ instalacio- hasta 18 mm
nes y construcción
hasta 30 mm
Broca chata de fresar hasta 40 mm
Broca Forstner
hasta 50 mm
Broca artística HM
hasta 50 mm
Brocas p/ homigón
Broca p/ homigón
hasta 15 mm
Blue Granite
hasta 20 mm
Silver-Percussion
hasta 25 mm
Broca p/ piedra
hasta 12 mm
hasta 18 mm
Impact
hasta 24 mm
hasta 30 mm
Broca corona
hasta 68 mm
hasta 80 mm
Brocas diversas
Broca multiuso Karat hasta 14 mm
Broca Black-Quarz
hasta 14 mm
Broca para vidrio
hasta 12 mm
Taladro/Taladro
de impacto hasta
550 Watts
1.1 Guía de adaptación de las brocas para taladros
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Muchas veces, se ignora la relación entre la herramienta y la broca. Sólo cuando se conoce y
utiliza esta relación se pueden optimizar la durabilidad de la herramienta y los resultados del
trabajo.
* según el tipo
1.2.1 Plásticos
PVC, poliamida
Plexiglas
Baquelita
Pertinax
Resopal
Goma rígida
Resist. a la
tracción N/mm
2
Mejor punta
de perforación
A/B/C
A/B/C
A/B/C
A/B/C
A/B/C
A/B/C
Mejor ángulo
de corte
octogonal
N/W
N
N
N
N
N
+
+
+
+
+
+
Tipo W
ángulo de corte octogonal γ = 27° até 45°
HSS R
DIN 1897
+
+
+
+
+
+
HSS G
DIN 338
+
+
+
+
+
+
+
+
+
+
+
+
A
Afilado cruzado
para acero normal optimizado
+
+
B
Afilado con
capa
cónica
+
+
+
+
+
+
C
Punta de
perforación
apuntada
Sierra-copo
HSS bimetal
HSS TiN
DIN 338
HSS Co
DIN 338
HSS G
DIN 340
Tipo H
ángulo de corte octogonal γ = 10° até 19°
D
Afilado cruzado
para acero rígido optimizado
água
água
água
a seco
a seco
a seco
Refrigeración
recomendada
Tipo N, resolución normal
ángulo de corte octogonal γ = 19° até 40°
Siempre y cuando sea posible, es conveniente trabajar con un sistema de refrigeración. En la práctica esto no siempre es posible
cuando se trabaja manualmente con las herramientas. Por eso proyectamos nuestras brocas HSS para permitir que las virutas se retiren rápidamente. En general, para plásticos duros y rígidos o que producen virutas cortas, lo ideal es usar brocas con punta de ángulo grande y cortes de ángulos pequeños.
Para plásticos blandos y rígidos o que producen virutas largas lo ideal es usar brocas con punta de ángulo grande y cortes de ángulos
también grandes.
1.2 Perforar plástico y metal
310-339_aplic-esp Page 313 Wednesday, January 30, 2002 8:32 AM
Perforar
313
HSS R
DIN 338
A
A/D
A/D
D
880
1000
600
800
800
1100
300
400
450
180
350
200
270
400
430
150
Acero refractario
Acero para resortes
Fundición gris
Acero sinterizado
Acero fundido
Alumínio sin aleación
Aleación de alumínio
Cobre sin aleación
Aleación de cobre
Bronce
Latón
Magnesio
Nota: Óleo = aceite
A/B/C
600
A/B
A/B
D
D
A/B
A
D
A/C/D
A/C/D
A/C/D
A/D
D
A
400
Acero para herramientas sin
aleación
Aleación de acero para herramientas
Aleación de acero para herramientas
Acero inoxidable
Acero inoxidable
Resist. a
2
tracción N/mm
Chapa de acero
A
A/B/C
Mejor punta de
perforación
350
700
Mejor ángulo
de corte
octogonal
N
H
N
W
N/W
N/W
W
N
N
N
N
N
N
N
N
N
N
N
N
N
HSS R
DIN 338
+
+
+
+
+
+
HSS R
DIN 1897
+
+
+
+
+
+
+
HSS G
DIN 338
+
+
+
+
+
+
+
+
+
+
+
+
+
HSS G
DIN 340
+
+
+
+
+
+
+
+
HSS Co
DIN 338
+
+
+
+
+
+
+
+
+
HSS TiN
DIN 338
+
+
+
+
+
+
+
+
+
+
+
+
+
Sierra-copo
HSS bimetal
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Refrigeración
recomendada
a seco
óleo p/ perforación
a seco, nunca usar água
óleo p/ cortes, óleo p/ perforación
óleo p/ cortes, óleo p/ perforación
óleo p/ perforación, óleo p/ cortes
óleo p/ perforación, óleo p/ cortes
a seco
óleo p/ perforación, óleo p/ cortes
óleo p/ perforación, óleo p/ cortes
óleo diéster, óleo p/ cortes
óleo diéster, óleo p/ cortes
óleo diéster, óleo p/ cortes
óleo diéster, óleo p/ cortes
óleo p/ perforación, óleo diéster
óleo p/ perforación, óleo diéster
óleo p/ perforación, óleo p/ cortes
óleo p/ perforación, óleo diéster
óleo p/ perforación, óleo p/ cortes
óleo p/ perforación, óleo p/ cortes
314
1.2.2 Metales
Acero estructural sin aleación
Acero estructural sin aleación
310-339_aplic-esp Page 314 Wednesday, January 30, 2002 8:32 AM
Perforar
310-339_aplic-esp Page 315 Wednesday, January 30, 2002 8:32 AM
315
Perforar
Broca para
madera
Broca en
serpentina
Broca
Forstner
Broca
artística de HM
Broca para
bisagras
Broca
multi-uso Karat
Broca para instalaciones y construcción
Broca chata
para fresar
Sierra vaso
multi-uso Karat
Sierra vaso
bi-metal
1.3 Perforación de madera
Productos y sub-productos de
madera
Madera blanda
Madera dura
Madera tropical
Madera encolada
Madera de tope
Placas de enchapado
Placas de aglomerado
Aglomerado revestido de plástico
Resopal
Fórmica
Aglomerado unido por cementación
Placas de cartón yeso
Placas de lana de piedra
Placas de hormigón poroso
Termoplásticos
Materiales de espuma rígida
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
1.4 Perforación de piedras
1.4.1
Brocas multiuso karat y brocas para pisos/azulejos
Material
Pisos y azulejos
Cerámica
Mármol
Cemento amianto
Plásticos
Chapas de metal & alumínio
Cartón yeso
Madera, aglomerado
Mampostería
Ladrillo común
Hormigón (B35 armado)
Sierra Brocas
vaso
+
+
+
+
+
+
+
+
+
+
–
+
+
+
+
+
+
+
+
+
+
+*
Cuando las brocas multiuso Karat de Bosch se usan con taladros a batería presentan una capacidad de perforación mucho
mayor que cuando se usan con las brocas
convencionales de punta de metal duro
(ver gráfico). Esta tecnología innovadora
con punta optimizada permite hacer una
perforación previa muy precisa.
*sin impacto
Sumamente versátiles: Se recomiendan
las brocas y las sierras vaso Bosch Karat
para todos los materiales para decoración
de interiores existentes en el mercado.
310-339_aplic-esp Page 316 Wednesday, January 30, 2002 8:32 AM
Perforación de piedras
Blue
S i l v e r Impact
Granite Percussion
Eternit
Clínquer
Azulejos
Pisos
Vidrio
Vidrio templado
Cerámica
* sin impacto
Formato
em U
estría em
espiral
laminada por
rodillos
Formato
em U
estría em
espiral
laminada por
rodillos
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Karat
sierra vaso
+
Placas de yeso
Chapas de cartón yeso
Chapas de lana de piedra
Chapas de aglomerado cementado
Pizarra
Mármol
Mármol duro
Diorit
Granito
Black
Quarz
Broca coroa
+
Formato
semicircular
estría em
espiral
laminada por
rodillos
Broca para
pisos y azulejos
Impact
Estría
em espiral
Piedra calcárea
Mampostería
Piedras decorativas
Formato
em U
estría em
espiral
laminada por
rodillos
Silver-Percussion
Ladrillo común
Ladrillo perforado
Tejas
Formato
em U
estría em
espiral
laminada por
rodillos
+
+
+
Blue-Granite
Tipo de piedra
Hormigón B 35
Hormigón B 45
Karat
Punta
da broca
Para trabajar piedra u hormigón,
Bosch recomienda usar taladros de
impacto con portabrocas SDS-plus o
SDS-max. En el mercado hay una
gran variedad de brocas con punta
de metal duro para hormigón, piedras naturales, mampostería.
Black-Quartz
broca rotativa
1.4.2
Perforar
Karat
Broca multiuso
316
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
4000
3000
4500
4000
2000
1900
1800
Plásticos
Alumínio
Cobre
Acero Estructural
Acero De Grano
Fino
Acero Especial
1200
1400
1600
3200
3500
2400
3200
3500
5
700
1000
1200
2400
2600
1800
2400
2600
8
600
800
1000
2000
2300
1500
2000
2300
10
500
650
800
1600
2000
1200
1600
2000
12
270
300
550
1200
1500
900
1200
1500
16
220
240
440
580
660
800
900
1000
20*
140
150
280
380
420
800
900
1000
30*
110
120
220
290
330
600
700
800
40*
80
100
170
230
250
600
700
800
50*
70
80
140
200
220
400
500
600
60*
50
60
110
140
160
300
350
400
80*
40
50
80
110
130
200
250
300
100*
Atención: El no. de revoluciones informado representa un valor medio, obtenido a partir de tablas. Es prácticamente casi imposible alcanzar estas revoluciones, por varios motivos. En estos casos, hay que seleccionar el valor más aproximado. Los valores de rotación para maderas siempre son aproximados, porque el mismo tipo de madera puede presentar características diferentes en cada lote. Antes de comenzar el trabajo la
broca debe estar adecuadamente afilada.
Debido a las diferentes características de los plásticos, siempre es necesario perforar previamente el material. Los diámetros marcados con * se
refieren al uso de sierras vaso.
4500
Madera Dura
3
Madera Blanda
Material
Diámetro en mm
Valores de referencia para el número de revoluciones en función del material al perforar con taladro manual, dependiendo del material y del diámetro de la broca.
1.5 Diâmetro del orificio y número de revoluciones
310-339_aplic-esp Page 317 Wednesday, January 30, 2002 8:32 AM
Perforar
317
310-339_aplic-esp Page 318 Wednesday, January 30, 2002 8:32 AM
318
Perforar
1.6 Sierras vaso multiuso Karat
Las sierras vaso multiuso Karat de Bosch son
ideales para electricistas, gasfiter y carpinteros que deben estar preparados para diversos
trabajos de perforación en interiores, sin tener
que cambiar el útil para cada nuevo trabajo.
Estas herramientas Bosch tienen diámetros
de 25 a 105 mm a elección. El programa Karat tiene la broca de dimensiones apropiadas
para cada trabajo.
Material
Taladro desde
800 Watts
+
+
+
+
+
Broca-corona
105
80
74
68
63
50
46
40
35
30
25
Tubos de extractor
Caja de distribución
Caja de derivación
Caja p/ pared hueca
Caja de enchufes
Caños para desagüe,
tubos de agua y
calentamiento
Caños de desagüe
y tubos de
calientamiento
Máquina
Taladro desde
400 Watts
+
+
+
+
+
+
1.7 Diámetros de brocas para abrir roscas
55
60
d3
d2
d
D
D2
D1
D1 diámetro del núcleo
D2 diámetro del flanco
D medida nominal de la rosca (diámetro externo)
d3 diámetro del núcleo
d2 diámetro del flanco
d diámetro externo
Roscas externa cf. ISO 724 (métricas):
– Lls ángulos de flanco de la rosca métrica ISOson de 60°
– Las roscas se clasifican en normalizadas y finas.
Rosca Whitworth (pulgadas):
– La rosca Whitworth tiene un ángulo de
flanco de 55°
– Las medidas nominales generalmente se
dan en pulgadas.
60
D
D2
D1
D1 diámetro do núcleo
D2 diámetro do flanco
D medida nominal de la rosca (diâmetro externo)
Rosca de tuerca cf. ISO 724 (métrica):
– En las roscas normalizadas sólo se da el
diámetro externo por ej. M 12.
– En las roscas finas, además del diámetro
externo también se da el passo, por ej. M
12 x 1,5.
310-339_aplic-esp Page 319 Wednesday, January 30, 2002 8:32 AM
319
Ø broca
en mm
Rosca
Ø broca
en mm
Rosca
Ø broca
en mm
Rosca
Ø broca
en mm
Rosca
Ø broca
en mm
Rosca
Perforar
Roscas métricas norma ISO en conformidad con DIN 13
0,75 M 2,3
1,90 M 6
5,00
M1
M 1,1
0,85 M 2,5
2,00 M 7
6,00
M 1,2
0,95 M 2,6
2,10 M 8
6,80
M 1,4
1,10 M 3
2,50 M 9
7,80
M 1,6
1,25 M 3,5
2,90 M 10
8,5
M 1,7
1,30 M 4
3,30 M 11
9,5
M 1,8
1,40 M 4,5
3,80 M 12
10,20
M2
1,60 M 5
4,20 M 14
12,00
M 2,2
1,70 M 5,5
4,60 M 16
14,00
M 18
M 20
M 22
M 24
M 27
M 30
M 33
M 36
M 39
15,50
17,50
19,50
21,00
24,00
26,50
29,50
32,00
35,00
M 42
M 45
M 48
M 52
M 56
M 60
M 64
M 68
M 72
37,50
40,50
43,00
47,00
50,50
54,50
58,00
62,00
66,00
Roscas fina norma ISO en conformidad con DIN 13
2,6
M 7 x 0,75 6,2
M 18 x 1,5 16,5
M 3 x 0,35
M 3,5 x 0,35 3,1
M 8 x 0,75 7,2
M 20 x 1,5 18,5
M 4 x 0,35
3,6
M9x1
8,0
M 22 x 1,5 20,5
M 4 x 0,5
3,5
M 10 x 1
9,0
M 24 x 1,5 22,5
M 4,5 x 0,5 4,0
M 11 x 1
10,0 M 25 x 1,5 23,5
M 5 x 0,5
4,5
M 12 x 1,5 10,5 M 26 x 1,5 24,5
M 5,5 x 0,5 5,0
M 14 x 1,5 12,5 M 27 x 1,5 25,5
M 6 x 0,75
5,2
M 16 x 1,5 14,5 M 28 x 1,5 26,5
M 30 x 1,5
M 32 x 1,5
M 33 x 1,5
M 35 x 1,5
M 36 x 1,5
M 38 x 1,5
M 39 x 1,5
M 40 x 1,5
28,5
30,5
31,5
33,5
34,5
36,5
37,5
38,5
M 42 x 1,5
M 45 x 1,5
M 48 x 1,5
M 50 x 1,5
40,50
43,50
46,50
48,50
Rosca Whitworth de acuerdo con DIN 11
1,15 W 7/32"
4,60 W 1/2"
W 1/16"
W 3/32"
1,90 W 1/4"
5,10 W 9/16"
W 1/8"
2,60 W 5/16"
6,50 W 5/8"
W 5/32"
3,20 W 3/8"
7,90 W 3/4"
W 3/16"
3,70 W 7/16"
9,30 W 7/8"
W 1"
W 1 1/8"
W 1 1/4"
W 1 3/8"
W 1 1/2"
22
24,75
27,75
30,50
33,50
W 1 5/8"
W 1 3/4"
W 1 7/8"
W 2"
35,50
39,00
41,50
44,50
10,50
12,10
13,50
16,50
19,25
Roscas British Standard Pipe de acuerdo con DIN-ISO 228
8,80 G 3/4"
24,50 G 1 3/8"
42,00 G 2 1/2"
G 1/8"
G 1/4"
11,80 G 7/8"
28,25 G 1 1/2"
45,50 G 2 3/4"
G 3/8"
15,25 G 1"
30,75 G 1 3/4"
51,50 G 3"
G 1/2"
19,00 G 1 1/8"
35,50 G 2"
57,00 G 3 1/4"
G 5/8"
21,00 G 1 1/4"
39,50 G 2 1/4"
63,00 G 3 1/2"
72,50 G 3 3/4"
79,00 G 4"
85,50
91,50
98,00
104,00
110,50
Atención: La fórmula simplificada- diámetro x 0,8 - que sirve para medir el diámetro del orificio central sólo vale para roscadoras manuales, formadas por una marca previa, el cortador
central y el cortador de terminación
1.8 Comparación pulgada/mm
Pulgadas
1
/16
mm
1,588
Pulgadas
5
/16
mm
7,938
1
/8
3,175
3
/8
9,525
3
/16
4,763
7
/16
11,113
1
6,350
1
12,70
/4
/2
Pulgadas
9
/16
mm
14,288
Pulgadas
13
/16
mm
20,638
5
15,875
7
22,225
11
17,463
15
/16
23,813
3
19,050
1
25,400
/8
/16
/4
/8
310-339_aplic-esp Page 320 Wednesday, January 30, 2002 8:32 AM
320
2
Atornillar
Atornillar
2.1 Tipos de bits/punta
Tipos de bits
Ranura
Hexagonal (Allen)
Hexagonal
Pozidriv
Philips
Torx
2.2 Tornillos de cabeza en
ranura
2.3 Tornillos Phillips y
Pozidriv
Dimensiones
Bit/Punta
mm
0,5 x 3,0
0,5 x 4,0
0,6 x 3,5
0,6 x 4,5
0,8 x 4,0
0,8 x 5,5
1,0 x 5,5
1,2 x 6,5
1,2 x 8,0
1,6 x 8,0
1,6 x 10,0
Dimensiones
Bit/Punta
mm
Ph 0,5
Ph 1/Pz 1
Ph 2/Pz 2
Ph 3/Pz 3
Ph 4/Pz 4
Rosca del tornillo
Intervalo de diámetro
mm
2,0–2,2
2,0
2,2–2,5
2,2–2,6
2,9–3,0
2,9–3,5
3,5–4,5
4,0–5,0
4,8–5,5
5,5–6,3
6,0–6,3
Rosca del tornillo
Intervalo de diámetro
mm
1,6–2,0
2,2–3,0
3,5–5,0
5,5–7,0
8,0–10,0
310-339_aplic-esp Page 321 Wednesday, January 30, 2002 8:32 AM
Atornillar
2.4 Tornillos Allen
2.5 Tornillos Torx
Dimensiones
Bit/Punta
mm
1,5
2,0
2,5
3,0
4,0
5,0
6,0
8,0
10
12
14
14
17
17
19
19
22
Dimensiones
Bit/Punta
mm
T8
T9
T 10
T 15
T 20
T 25
T 27
T 30
T 40
T 50
T 55
T 60
T 70
T 80
T 90
Rosca del tornillo
Intervalo de diámetro
mm
1,6–3,0
3,0–4,0
3,0–5,0 / M 3
4,0–6,0 / M 4
5,0–8,0 / M 5
6,0–10,0 / M 6
8,0–14,0 / M 8
10,0–18,0 / M 10
M 12
M 14
M 16
M 18
M 20
M 22
M 24
M 27
M 30
321
Rosca del tornillo
Intervalo de diámetro
mm
2,5–2,9
2,9
3,0–3,5 / M 3
3,5–3,9
4,0–4,5 / M 4
4,5–5,5 / M 5
4,5–6,0
6,0–7,0 / M 6
7,0–8,0 / M 8
M 10
M 12
M 14
M 16
M 18
M 20
2.6 Abertura de las llaves para tornillos Allen
DIN
d 931
933
960
961
s 931
M4
M5
M6
M8
M10
M12
M16
M20
M24
M27
M30
–
–
–
7
8
10
M8
x1
13
M10
M12 M16 M20
x 1,25 x 1,5 x 1,5 x 2
1)
1)
30
16 17 18 19 24
M24
x 2
36
41
46
Diámetro de la rosca d, abertura de la llave s
cf. DIN
d
s
2.7 Clases de resistencia
Los materiales empleados en la fabricación de tornillos se clasifican en diferentes clases de resistencia cf. DIN 267. A
partir de estos datos se obtienen los valores de referencia para el par de apriete
máximo de los tornillos (Nm). El (nuevo)
sistema de clasificación de tornillos consiste en dos números de una cifra separados por un punto.
TornillosRoscas
Clases de resistencia cf. DIN 267
Nuevo 3.6
4.6
5.6
4.8
Antiguo 4 A 4 D 5 D 4 S
La primera cifra representa la resistencia a
la tracción mínima, la segunda, indica el límite mínimo de dilatación. Generalmente
la ingeniería mecánica elige estos valores
dependiendo del tipo de construcción. Los
números están grabados en la cabeza de
los tornillos del tipo Allen; en los demás,
los datos referentes a la resistencia generalmente están en el embalaje.
5.8
5S
6.6
6D
6.8
6S
8.8
8G
10.9 12.9 14.9
10 K 12 K
0.27
0.467
1.070
2.10
3.61
8.7
17.5
30
48
73
101
143
190
245
365
495
0.203
0.351
0.802
1.57
2.71
6.57
13
22.6
36
55
75
107
145
185
275
370
0.33
0.585
1.34
2.63
4.52
11
22
37.6
60
92
126
178
240
310
455
615
5.6
0.36
0.62
1.4
2.8
4.8
11.6
23
40
65
98
135
190
255
325
480
650
4.8
0.405
0.701
1.60
3.15
5.42
13.1
26
45
72
110
151
214
290
370
445
740
6.6
0.444
0.78
1.78
3.50
6.02
14.6
29
50
79
122
168
238
320
410
605
820
5.8
1.02
1.75
4.0
8
13.6
33
65
113
180
275
380
540
715
910
1345
1830
10.9
1.21
2.10
4.8
9.4
16.2
39
78
135
215
330
450
635
855
1100
1615
2200
12.9
2
1.42
2.45
5.6
11
18.9
46
92
158
251
386
530
750
1010
1290
1900
2600
14.9
7
8
9
10
11
12
13
14
15
16
17
18
19
2
c) Sección del cable (mm )
45
38
32
27
23
19
16
13
1,8
1,6
20
22
24
26
8,4 9,2 9,8 10,6
–
1,42 1,25 1,2 1,0 0,8 0,63 –
7,7 –
10,5 8,3 6,8 5,5 4,3 3,2 2,6 2,1 1,6 1,2 0,8 0,6 0,4 –
6
3,53 3,17 2,82 2,51 2,24 2,0
5
53
4
10,05 8,95 8,05 7,36 6,35 5,64 5,04 4,47 4,0
3
b) Espesor de la chapa (mm)
1
1,7 2,1 2,4 2,7 3,1 3,5 3,8 4,2 4,5 4,9 5,3 5,6 6,0 6,3 6,7 7,0 –
1,6
a) Ø Tornillos p/ madera (mm)
0
2
0.72
1.24
2.9
5.5
9.7
23
47
80
130
196
270
385
510
650
960
1300
8.8
Gauge n°
0.608
1.05
2.40
4.73
8.13
19.7
39
67
107
165
227
320
430
455
815
1110
6.9
b) Espesor de la chapa (Gauge/mm) según la norma B.G. c) Sección transversal del cable (Gauge/mm ) por
0.540
0.935
2.14
4.21
7.22
17.5
35
60
95
147
202
286
385
490
725
990
6.8
a) Ø Tornillos para madera (Gauge/mm)
S.W.G.
2.9 Comparación Gauge (U.S.A.) – milímetros
4.6
3.6
322
Clase de
resistencia
cf. DIN 267
M 2.5
M 3
M 4
M 5
M 6
M 8
M 10
M 12
M 14
M 16
M 18
M 20
M 22
M 24
M 27
M 30
Valores de referencia para el par de apriete máximo de tornillos en Nm. Fricción supuesta bajo la cabeza µges. = 0,12, calculada a partir de la
sección transversal solicitada Aprovechamiento del límite de dilatación 90 %. Válido para tornillo sin cabeza parcialmente roscado con rosca
métrica normalizada cf. DIN 13, Fl. 13; superficies de apoyo de la cabeza cf. DIN 931, 933.
2.8 Valores de referencia para el par de apriete
310-339_aplic-esp Page 322 Wednesday, January 30, 2002 8:32 AM
Atornillar
Amolar
ultra fino
fino
medio
rústico
180
240
320
400
80
100
120
Lijado de fondo preparador (por ej., remoción de marcas
de la brocha, gotas
de pintura y pintura
escurrida)
Lijado de fondo preparador (primer) antes de laquear
Tinta/Barniz
Granu- Aplicación
lometría
40
Remoción de tintas
60
Lijado final y de ter- 180
minación de made- 240
ra dura
320
Madera
Granulo- Aplicación
metría
40
Lijado rústico, por
60
ej., de vigas y tablas ásperas, no
preparadas
80
Lijado intermedia100
rio y remoción de
120
pequeñas irregularidades
180
240
320
80
100
120
Granulometría
24 (Fibra)
40
60
3.1 Abrasivo sobre sustrato, granulometría y aplicación
3
Lijado de terminación/ estructural
Para recortar y limpiar chapas y piezas moldeadas
Decapado y eliminación de escombros
Metal
Aplicación
180
240
320
400
600
1200
80
100
120
Terminación ultrafina y arredondamento de cantos
Lixamento fino e
arredondamento de
cantos
Lijado modelador e
chanframento de
cantos
Piedras
Granu- Aplicación
lometría
60
Lijado rústico
310-339_aplic-esp Page 323 Wednesday, January 30, 2002 8:32 AM
Amolar
323
310-339_aplic-esp Page 324 Wednesday, January 30, 2002 8:32 AM
324
Amolar
3.2 Discos de desbaste y de corte, elementos abrasivos
3.2.1
Diámetro de los discos y n° de revoluciones de las amoladoras angulares
Diámetros más comunes y R.P.M. de la velocidad periférica admisible de 80 m/s
Ø disco mm
100
115
125
150
180
230
300
3.2.2
R.P.M.
11000
11000
11000
9300
8500
6500
5000
Tabla de RPM para elementos abrasivos con velocidad periférica de 5 a 100 m/s
RPM admisibles
Para puntas abrasivas: RPM admisibles n max (1/min) en función del diámetro y del ancho del disco, y también del ∆ y la longitud de inserción del vástago cf. DIN 69170.
Nº de
revoluciones
1/min
ø disco
mm
310-339_aplic-esp Page 325 Wednesday, January 30, 2002 8:32 AM
Amolar
325
3.3 Discos diamantados BOSCH
3.3.1
Recomendaciones de uso:
• Selección del disco
La composición del metal donde se fijan los diamantes debe ser adecuada
para el material a trabajar. Es imprescindible que haya una perfecta adherencia del disco sobre el soporte. Por
eso, el tipo del disco precisa combinar
con o material que se trabaja.
• Progresión
A menor presión, más eficiente será el
autoafilado – por eso, nada de apretar
demasiado, y sí calcular por sensibilidad la velocidad de progresión más
adecuada.
3.3.2
• Pausas de enfriamiento
De tanto en tanto retroceder un poco la
progresión, para que el disco no se caliente demasiado y los diamantes puedan cortar de forma optimizada.
• RPM de la máquina
Si el n° de RPM disminuye, es porque
se está ejerciendo mucha presión. En
casos extremos, esto puede causar sobrecalentamiento del disco y vitrificación de los segmentos. Es preciso aguzar el oído y reaccionar a tiempo para
optimizar la durabilidad de los discos.
Níveles de calidad
Professional p l u s
Professional Plus, para los más
exigentes
Los discos para el profesional más exigente en lo que se refiere a
durabilidad.
• Diamantes de 1ª línea con la calidad
Long-Life, de los mayores fabricantes.
• Aleaciones de metales de alta calidad
como cobalto, tungsteno y níquel
• Vasto programa para materiales de
construcción, hormigón, baldosas, materiales duros, como granito, o materiales abrasivos, como asfalto.
• Professional Plus – identificado con el
color azul
Professional
Professional, para el usuario polivalente
El disco para el profesional que, aunque
haga trabajos de corte sólo eventualmente da valor al hecho de poder usar su
equipo sin problemas.
• Diamantes de calidad, con la mejor
aleación de metales y selección de los
diamantes
• Programa completo para materiales para construcción y baldosas.
• Professional – identificado con el color
verde.
310-339_aplic-esp Page 326 Wednesday, January 30, 2002 8:32 AM
326
3.3.3
Amolar
Tipos
Tipo
“Material de
construcción”
Para aplicaciones versátiles en materiales de construcción como ladrillos, gres medio y hormigón. La aleación especial de cobalto garantiza el afilado perfecto. Segmentos de corte diamantados soldados a láser.
Tipo
“Hormigón”
Corta sin problemas cualquier tipo de hormigón. El segmento
está reforzado con carburo de tungsteno, para permitir realizar
cortes con la máxima eficiencia en todas las especies de hormigón. Segmentos de corte diamantados soldados a láser.
Tipo
“Granito/
Hormigón
duro”
Rápido
Para piedras muy duras, hormigón armado y granito.
Diamantes revestidos con vapor de metal y un exclusivo aglomerante de bronce permiten que el calor se disipe mejor, de
corte dos veces más rápido y se consuma la mitad de la energía con la misma vida útil. La tecnología "sándwich" empleada
para aplicar los diamantes garantiza el autoafilado constante.
Segmentos de corte diamantados soldados a láser.
Tipo
“Baldosas”
Para cortes limpios y rectos en pisos y azulejos cerámicos y
piedra natural . Los pisos vitrificados se cortan sin quebrar los
cantos. Lámina de corte diamantada sinterizada directamente
en el disco.
Tipo
“Abrasivo”
El tipo adecuado para materiales abrasivos como hormigón
nuevo y asfalto. La aleación dura resiste a la agresión de sustancias altamente abrasivas y permite alcanzar larga duración.
Segmentos de corte diamantados soldados a láser.
310-339_aplic-esp Page 327 Wednesday, January 30, 2002 8:32 AM
Amolar
3.3.4
327
Propiedades
Para materiales de construcción en general
professional plus Indicado para ladrillos, piedra pómez, placas de yeso, Eternit,
“UPP”
hormigón poroso, tejas cerámicas, piedras calcáreas (medias),
gres (medio), Poroton, piedras artificiales. Segmentos de corte
diamantados soldados a láser
Para hormigón
professional plus
“BPP”
Muy adecuado para tubos de hormigón, bloques de hormigón, hormigón aparente (placas de jardín), gres calcáreo (duro), gres (duro). Indicado para tejas de hormigón, fibrocemento, tejas cerámicas, Poroton. Segmentos de corte diamantados soldados a láser
Para granito y hormigón duro
professional plus Para piedras extremamente duras y hormigón armado. Diaman“HPP”
tes revestidos con vapor de níquel y un aglomerante de bronce
innovador garantizan la mejor disipación del calor para cortar dos
veces más rápido , con la mitad del esfuerzo y la misma durabilidad. La tecnología "sandwich" empleada para montar los segmentos garantiza el autoafilado constante. Segmentos de corte
diamantados soldados a láser.
Para materiales de construcción
professional “UP” El polivalente para todos los materiales de construcción. La exitosa combinación de vida útil con potencia de trabajo permite cortar
sin problemas. Segmentos de corte diamantados soldados a láser.
Para materiales de construcción en general
professional
Tipo “Turbo para materiales de construcción”, permite trabajar
“UP-T”
más rápido con cualquier tipo de material de construcción debido
a que tiene una menor superficie de desbaste. El borde cortante
turbo, sinterizado directamente, permite además, que al cortar no
se quiebren los cantos.
Para baldosas
professional “FP” Para obtener cantos limpios al cortar pisos cerámicos y piedras
naturales. Incluso se pueden cortar pisos vitrificados sin quebrar
los cantos. Borde periférico de diamante sinterizado directamente.
Para baldosas
professional
plus “FPP”
Para obtener cantos limpios al cortar pisos cerámicos y piedras
naturales. Incluso se pueden cortar pisos vitrificados sin quebrar
los cantos. Borde periférico de diamante sinterizado directamente.
Para materiales altamente abrasivos
professional
El disco adecuado para materiales abrasivos como el hormigón
plus “APP”
nuevo y el asfalto. La aleación dura resiste al desgaste ocasionado por el roce con los materiales; esto garantiza la máxima durabilidad. Segmentos de corte diamantados soldados a láser.
310-339_aplic-esp Page 328 Wednesday, January 30, 2002 8:32 AM
328
3.3.5
Amolar
El disco diamantado adecuado para cada material
professional plus
UPP BPP HPP
FPP
+
APP
professional
UP
UP-T FP
Argamasa, revoque
+++
+++
+++
++
+++
Asfalto, betuminoso
+
++
+++
+
+
Asfalto fundido
+
+
+++
+
Basalto
++
+++
++
++
++
Bloques refractarios (piedras artificiales)
+++
+++
+++
+++
+++
Eternit
+++
++
+++
++
+++
+
+
Baldosas
+++
Gneis, granito
+
+
+
+++
Gres
++
+++
+++
+++
++
++
Gres calcáreo
+++
++
+++
+
+++
++
Hormigón, armado
++
+++
+++
+
++
++
Hormigón, nuevo (abrasivo)
+
+
+++
+
+
Hormigón a vista
+++
+++
+
+++
+++
Hormigón poroso
+++
+++
+++
+++
+++
Hormigón tejas francesas
+++
+++
+++
++
++
Mármol
+
++
+
++
Mármol, abrasivo, cristalino
+
+++
+
+
Mármol, denso, no abrasivo
+
+++
+
+
++
Piedra calcárea natural
+++
+
++
+++
++
Piedra de cantería
+++
+
+++
+++
+++
Piedra minera
++
+
+++
++
+
Piedras de arcilla refractaria
+
+
+
+
+
+
Piedras mixtas
++
+
++
+
++
+++
Piso de cemento quemado
+++
+++
+++
++
++
+++
+
Pisos cerámicos
+++
++
+
+
+
+
+++
++
++
+
+
++
+++
+++
+++
+++
+
+
++
+++
+
+++
+
+++
++
+
+
+++
+
+
++
+
++
+++
+++
+
++
+++
+++
+++
+++
+
+++
+++
Pizarra
++
Pórfido
++
Poroton
+++
+
+++
Tejas (cerámica quemada)
++
+
+++
+
Terrazzo
+++
+++
Travertino
+++
Tuberías de barro
+
Tubos, bloques de hormigón
Yeso, cartón yeso
+++ = altamente apropiado
+++
+
+++
+
+++
++ = muy apropiado
+
+
+ = apropiado
+++
310-339_aplic-esp Page 329 Wednesday, January 30, 2002 8:32 AM
Amolar
329
3.4 Vasos de amolar de diamante
3.4.1
Recomendaciones de uso:
• Selección del disco
Como se trabaja durante períodos prolongados es indispensable adecuar correctamente la aleación de metal con el
material con el que se va a trabajar.
Otras recomendaciones de uso, que se
encuentran en el embalaje o en este
catálogo, ayudan a seleccionar correctamente.
• Presión de trabajo
Cuando se trabaja en forma horizontal
se recomienda utilizar sólo el peso de la
3.4.2
máquina. No se necesita hacer una
presión adicional porque siguiendo esa
orientación se obtiene autoafilado y se
evita la vitrificación de los segmentos.
• N° de revoluciones de la máquina
En el momento en que se percibe auditivamente la disminución del número de
revoluciones, hay que disminuir la presión de trabajo para que la amoladora
se enfríe y el n° de revoluciones vuelva
a alcanzar su valor ideal.
Tipos
Tipo “Hormigón”
Ideal para remover rápidamente capas gruesas de hormigón. La
aleación optimizada, de cobalto, está reforzada con metal duro,
lo que permite que se use con los materiales más duros. Desbastar hormigón dejó de ser un problema. La mejor solución para
profesionales.
Tipo “Abrasivo”
La amoladora ideal para revoque calcáreo y fibrocemento. La
aleación de metal duro resiste incluso a la agresión de materiales altamente abrasivos.
Tipo “Pintura
protectora”
Para este tipo es fácil lijar capas finas de pinturas termoplásticas
de protección. La aleación de metal de dureza media y los segmentos bien distanciados son la combinación ideal para trabajar a
altas temperaturas. La pintura no se escurre por el material de
trabajo.
Tipo
“Granito/Material
de construcción”
El borde periférico permite realizar un desbaste fino en trabajos
de terminación en piedras naturales, como el granito, y los materiales de construcción, como el hormigón.
No precisa el revestimiento de espuma, que después de algún
tiempo se suelta y perjudica el trabajo de lijado
310-339_aplic-esp Page 330 Wednesday, January 30, 2002 8:32 AM
330
Amolar
3.4.3
Propiedades
Para hormigón
Professional
plus “BPP”
Ideal para remover rápidamente capas gruesas de hormigón. La
aleación de cobalto optimizada está reforzada con metal duro, lo
que permite que se use con los materiales más duros. Desbastar
hormigón dejó de ser un problema. La mejor solución para profesionales. Segmentos soldados.
Para materiales abrasivos
Professional
Ideal para remover revoque con cal, cemento quemado, (hormiplus “APP”
gón de losa del cielo raso), gres, hormigón muy abrasivo. La aleación de metal duro resiste incluso a la abrasión de material difícil
de desbastar. No es indicado para desbastar materiales duros.
Segmentos soldados a tope.
Para pinturas de protección
Professional
Ideal para desbastar capas finas de fondos preparadores termoplus “SPP”
plásticos en hormigón, cemento quemado y fibra de vidrio. La
aleación de metal de dureza media y los segmentos bien separados son la combinación cierta para trabajar a bajas temperaturas.
Así se evita que el fondo preparador se escurra al ser desbastado. No se recomienda para remover capas gruesas de hormigón.
Segmentos soldados.
Para granito, materiales de construcción
Professional
Ideal para superficies finas de granito (duro/blando), material de
plus “UPP-T”
construcción, piedras artificiales, hormigón. El borde periférico
permite realizar un desbaste fino en trabajos de terminación de
piedras naturales, como el granito, y materiales de construcción,
como el hormigón. Altamente recomendado para trabajar cantos
sin quebrarlos.
310-339_aplic-esp Page 331 Wednesday, January 30, 2002 8:32 AM
331
Amolar
3.4.4
Campo de aplicación
BPP
APP
Argamasa, revoque
SPP
UPP-T
+
++
Asfalto
+
+++
+
Asfalto fundido
++
+++
+
Basalto
+++
+
+
Cartón yeso
++
+++
+
Cemento/hormigón quemado
+
+++
Clínquer, blando
+++
+
Bloques refractarios (piedras artificiales)
+++
Cuarcita
Fibrocemento
+++
+
+
+
+++
+
+++
++
+++
Fondos preparadores termoplásticos
++
Gneis, granito
+++
+++
Gres
+
+
+
+++
Gres calcáreo, blando
++
+++
+
+
Gres calcáreo, duro
++
+++
+
++
Hormigón, nuevo (abrasivo)
+
+++
Hormigón, viejo
+++
+
+
+++
Hormigón poroso
++
+++
+
+
Moldes de fundición duros
+
+
+++
Piedra calcárea natural
+++
+
+++
Piedra de cantería
++
Piedra pómez
+
+++
+
+
Piedras de arcilla refractaria
++
++
+
+
Pizarra natural
++
+++
+
+
Pórfido
++
+++
Poroton
+
+++
Travertino
++
+++
+
+++
Tubos, bloques de hormigón
+++ = altamente apropiado
+++
++
+++
+
++ = muy apropiado
+ = apropiado
310-339_aplic-esp Page 332 Wednesday, January 30, 2002 8:32 AM
332
4
Serrar
Serrar
4.1 Hojas de sierra de calar y sierra multiuso
4.1.1
Campos de aplicación
Campos de aplicación típicos para hojas de sierra de calar y sierra multiuso
Material de la hoja de la
sierra
HCS
HSS
Bimetal
HM Riff HM fino
HM
medio
HM
rústico
Material
Madera blanda
+++
–
+++
–
–
–
Madera dura
++
–
+++
–
–
–
–
o
Placas de enchapado
++
–
+++
–
–
–
o
Aglomerado
+
–
+++
–
–
–
+
Sandwich
o
–
+++
–
–
–
+++
Laminado
–
–
+++
–
–
–
o
Termoplásticos
+
–
+++
–
–
–
–
Duroplast
+
–
+++
–
–
–
o
GFK
–
–
++
–
–
+
+++
Alumínio
–
++
+++
–
–
o
–
Metales no ferrosos
–
++
+++
–
–
o
–
Acero estructural
–
++
+++
–
–
++
–
Acero noble
–
o
+
–
+++
+++
–
Cerámica
–
–
–
+++
o
o
–
310-339_aplic-esp Page 333 Wednesday, January 30, 2002 8:32 AM
Serrar
4.1.2
333
Tipos de dientes
Dientes de hojas de sierras de calar y multiuso y sus campos de aplicación
Dientes
Espacio
regulares
< 1 mm
1,2...2 mm
vario*
progresivos
> 2 mm
Material
Madera:
Aglomerado
–
+++
+++
+++
+
Chapas
–
+
+++
+
+++
Tablas
–
–
+++
+
+++
Planchas
–
–
+++
+
+
Perfiles
–
+++
++
+
–
Paneles
–
o
+
o
++
Material sólido
–
o
++
o
+++
Perfiles
–
+
+
++
–
Plástico:
Metal:
Chapa fina
+++
–
–
–
–
Chapa
+
+
–
o
+
Placas
–
o
+
++
++
Material sólido
–
–
++
+++
+++
Perfiles
++
++
o
++
–
* para hojas de sierra multiuso
310-339_aplic-esp Page 334 Wednesday, January 30, 2002 8:32 AM
334
Serrar
4.2 Discos de sierra circular
4.2.1
Tipos y propiedades
Disco A con dientes planos
trapezoidales (TF) revestidos con HM, número grande
de dientes. Disco multiuso
para cortes finos en todos los
materiales, como chapas de
aglomerado, Plexiglas, metales NF, aluminio.
Disco D con dientes planos
(FZ) revestidos con HM, número bajo de dientes. Indicado para cortes rápidos en
madera blanda y placas huecas. Cortes de alta calidad.
Disco B con dientes alternados (WZ) revestidos con HM,
número grande de dientes.
Ideal para uso universal en
madera dura y blanda y materiales en chapas, enchapado o laminado. Alto rendimiento de cortes paralelos y
rectos.
Disco E con dientes puntiagudos (SP) de cromo-vanadio, número grande de dientes. Recomendado para cortes finos en madera blanda.
Disco C con dientes alternados (WZ) revestidos con HM,
número medio de dientes.
Recomendado para cortes
paralelos y rectos en madera
dura y blanda, como también
en placas de aglomerado y
laminado.
Disco F con dientes rústicos
(SW) (dientes suecos) de
cromo-vanadio, bajo número
de dientes. Indicado para
cortes rústicos en madera
blanda.
310-339_aplic-esp Page 335 Wednesday, January 30, 2002 8:32 AM
335
Serrar
4.2.2
El disco de sierra Bosch adecuado para cada material
Tipo A
Tipo B
Dientes
Dientes
planos
alternatrapezoidos HM
dales
Tipo C
Tipo D
Tipo E
Dientes
alternados HM
Dientes
planos
HM
Dientes Dientes
puntiagu- suecos
dos CV
CV
Tipo F
Madera blanda longitudinal
o
+
+
+
–
Madera blanda transversalo
o
+
+
+
o
+
+
Madera dura longitudinal
+
+
+
+
–
–
Madera dura transversal
+
+
+
+
–
–
Madera de construcción y leña
o
–
o
+
–
+
Madera prensada
+
+
o
o
o
–
Madera compactada
+
+
+
o
o
o
Corian, Variocor
o
–
–
–
–
–
Placas de madera encolada
o
+
+
o
–
–
Placas de enchapado/
aglomerado/encolado
+
+
o
–
–
–
Placas de aglomerado
–
+
o
–
o
–
Placas de enchapado
+
+
+
+
o
–
Placas de madera
revestidas con fórmica
+
o
o
o
o
–
Termoplástico blando
o
–
+
–
o
–
Termoplástico duro
o
–
–
–
–
–
Espuma rígida
o
–
–
–
o
–
Placas de yeso
+
–
–
o
–
o
Placas de lana de piedra
o
–
–
–
o
–
Aglomerados de madera
con cemento
o
–
–
–
–
–
Hormigón poroso
+
–
–
–
–
–
Al, Ms, Cu
o
–
–
–
–
–
+ muy apropiado
o apropiado con restricciones
– no apropiado
310-339_aplic-esp Page 336 Wednesday, January 30, 2002 8:32 AM
336
5
Fresar
Fresar
5.1 Velocidad de corte
La velocidad de corte ideal depende del
número de revoluciones y del diámetro
de la herramienta. La velocidad de progresión, por su vez, depende de la cantidad de desbaste, del tipo de material, del
sentido de las fibras y del afilado del accesorio. Trabajando con la velocidad de
corte correcta, se evita “quemar” el material. El corte ideal es aquel que se hace
en el menor intervalo posible y de manera
limpia, sin formación de polvo.
Para el número de revoluciones vale, de
manera general :
para fresas de diámetro pequeño, más
RPM
para fresas de diámetro grande, menos
RPM.
Velocidad de corte [m/s]
Nº de revoluciones [RPM]
Diámetro
5.2 Valores de referencia para la velocidad de corte con
fresas em mm
Correspondencia con el material
Material
Maderas blandas
Maderas duras
Placas de aglomerado
Placas de madera encolada
Placas de fibra dura
Placas revestidas con laminado plástico
HSS ms
50–80
40–60
–
–
–
–
–1
HM ms
60–90
50–80
60–80
60–80
40–60
40–60
–1
310-339_aplic-esp Page 337 Wednesday, January 30, 2002 8:32 AM
Fresar
337
5.3 Recomendaciones de uso
Longitud mínima de inserción (Le).
Para herramientas de fresar con vástago, se sugiere una longitud mínima de inserción
(Le) de 2/3 de la longitud de inserción del útil (Lg) o, por lo menos, 20 mm para fresas
con vástago de diámetro ≤ 10 mm y, por lo menos, 25 mm para fresas con vástago de
diámetro de 12 mm.
Lg
Le
... o al fresar una
estría de una pieza
de trabajo.
Si la fresadora de
superficie se maneja como muestra la
figura, o sea contra
el operador, sin la
guía de corte, va
hacia la derecha.
Si se empuja en el
sentido contrario del
operador, sin la guía
de corte, la fresadora de superficie va
hacia la izquierda.
El sentido de la dirección correcta es
muy importante, por
ej., al trabajar con la
guía de corte instalada...
El sentido correcto
de la dirección garantiza un trabajo
limpio y seguro.
Cuando la fresa se
desplaza la guía de
corte se tira limpia
contra la pieza.
Siempre que sea
posible se debe elegir este sentido de
la dirección.
Si se elige la progresión en el sentido opuesto, cuando
la fresa se desplaza , la máquina se
aleja de la pieza y
queda un lado sucio. Atención: las
fuerzas de corte
pueden aumentar
tanto que la máquina puede soltarse
de las manos del
operador.
310-339_aplic-esp Page 338 Wednesday, January 30, 2002 8:32 AM
338
6
Seguridad en el Trabajo
Seguridad en el trabajo
6.1 Niveles de ruido típicos
Nivel de ruido
dB (A)
Fuente de ruido
140
Limite del dolor
115–130
Minería
110–130
Motores de avión
110–120
Taladro neumático
105–120
Sierras de cadena
100–115
Fundiciones, homigoneras, industria textil
100–110
Martillos eléctricos y
neumáticos
100–110
Autopistas, sala de máquinas de barcos
Locomotoras a diesel
Remachadoras
95–105
Tractores pesados
90–105
Motores de popa
90–100
Fabricación de chapas
ruido de oficinas en general
85–100
Cortadores de césped
85–95
Tractores livianos
15
Florestas
0
Límite de audición
6.2 Clases de máscaras de
protección
P1
Aeropuertos
Nivel de ruido típico del ambiente industrial:
Si en el ambiente de trabajo hay ruidos de
un nivel superior a los 85 dB (A) se deben
usar protectores auriculares.
Ágata
Magnetita
Óxido de aluminio
Mármol
Celulosa
Esmeril
Piedra calcárea
Carbonato de silicio
Caolín
Almidón
P2
Aluminio
Fibra de vidrio
Antimonio
Grafito
Asfalto
Polvo de madera
Aspirina
Ácido silícico
Bario
Polvo de carbón
Polvo de algodón
Cobre
Berilio
Magnesio
Plomo
Manganeso
Óxido bórico
Carbonato de azufre
Hidróxido de calcio
Clorato de azufre
Óxido de calcio
Hidróxido de azufre
Óxido de cobalto
Ácido oxálico
Cafeína
Cuarzo
Óxido de hierro
Selenio
Fluoruro
Tantalio
P2
Trabajos con pistola de pintura
Protección contra olores orgánicos y
partículas
Para elegir la máscara contra el polvo, se recomienda tener en cuenta el tipo de material
con que se va a trabajar.
310-339_aplic-esp Page 339 Wednesday, January 30, 2002 8:32 AM
Seguridad en el Trabajo
339
6.3 Aspiración de polvo
Nuevas categorías de aplicación L, M e H (extraídas de la norma IEC/EN 60335-2-69)
Hasta 1997:
ZH 1/487, BG-Madera
TRGS 519
Categorias
Máx. grado de
de aplicación
permeabilidad
U
5%
Desde 1997
EN 60335-2-69
IEC 60335-3-69
Clases
Máx. grado de
de polvo
permeabilidad
Tipos de polvo
Polvo con valores MAC L
> 1 mg/m
5%
3
S
1%
Polvo con valores MAC M
H2
> 0,1 mg/m
0,2 mg
Polvo de madera
3
(madera)/m (aire) (hasta 1200 W/50 l)
G
0,5 %
Polvo con valores MAC H
C
0,1 %
Polvo carcinogénico
(excepto polvo altamente tóxico)
K1
0,05 %
Polvo carcinogénico
(incluso polvo altamente tóxico)
K2
como K1
Polvo contiendo agentes patógenos
Exigencias
especiales
para amianto
como K1
Polvo de amianto
B1
Según otras categorías de aplicación
(S, G, C ou K)
Polvo (explosión de
B 1*
polvo)
De las clases St1, St2 e
St3
En la zona 11
0,1 %
3
* obligatorio en Alemania
Exigencias
especiales
para amianto
0,005 %
como H
Como aplicación
básica (para B1
con ensayo M o
H)
340-372_temas-esp Page 340 Wednesday, January 30, 2002 8:35 AM
340
340-372_temas-esp Page 341 Wednesday, January 30, 2002 8:35 AM
Temas Especiales
341
Temas especiales
Aire comprimido
342–348
Alta frecuencia
349–359
Alternadores móviles de energía 360–372
340-372_temas-esp Page 342 Wednesday, January 30, 2002 8:35 AM
342
Aire Comprimido
Aire comprimido
Herramientas industriales
neumáticas
Las herramientas industriales neumáticas
constituyen una parte esencial del programa de herramientas industriales. A
continuación se presentan las principales
características del aire comprimido como
forma de accionamiento de las herramientas. Se analizará la estructura del
motor, la forma de mantencion, la unidad
de alimentación del aire, con cálculos
simples y abordando los posibles errores
cometidos al utilizarlo.
Observación: todos los datos técnicos se
calculan para una presión de trabajo de
6,3 bar/90 psi, medida según la norma
ISO 2787. Los valores de consumo de aire (litros/segundo o pies cúbicos/minuto)
siempre se refieren al aire sin presión.
Los datos del diámetro libre de los tubos
se refieren a un máximo de 4 veces la
longitud de la manguera.
trabajo tiene formato de hoz, subdividido
en cámaras individuales por las placas.
Esas cámaras son fitas unas con respecto a las otras, porque durante el proceso
las placas son forzadas contra la pared
del cilindro por acción de la fuerza centrífuga. El aire comprimido que entra por el
canal de admisión presiona las cámaras
y hace girar el rotor. La entrada y la salida
de aire están ubicadas en función del
sentido de rotación deseado. Para alcanzar la velocidad de trabajo deseada, el
motor se puede conectar a un engranaje
planetario.
A continuación se describen algunas características típicas que hacen que el motor de aire comprimido sea el accionamiento ideal para los más diversos tipos
de aplicaciones:
El motor de aire comprimido
Dependiendo del campo de aplicación
puede estar construido de manera diferente, sin embargo el motor de accionamiento y la estructura, en principio, son
siempre iguales, excepto el tamaño, que
puede variar.
En el caso de las herramientas neumáticas que se manejan manualmente (que
tienen alto rendimiento y pequeñas dimensiones), lo más indicado es usar un
motor sin válvulas o de pistón rotativo,
que se acciona por la expansión del aire
comprimido y realiza un trabajo mecánico. Generalmente, el motor sin válvulas
está formado por un cilindro, un rotor en
el que se disponen las placas (pistones
rotativos) en ranuras longitudinales, placas de sellado que cierran el cilindro de
ambos lados, y el apoyo del rotor.
Debido a la disposición excéntrica del rotor con relación al cilindro, el espacio de
Fig. 1: Motor de aire comprimido
(esquema)
Relación de torque
El motor de aire comprimido siempre tiene una relación de torque muy buena en
cualquier aplicación. Cuando la carga aumenta y el número de revoluciones disminuye, el torque crece progresivamente
desde el arranque hasta llegar al máximo
(Fig. 2) . Esto es muy útil en las atornilladoras, por ejemplo.
El motor puede trabajar hasta que se pare totalmente, lo que elimina la posibilidad de fallas por sobrecarga.
340-372_temas-esp Page 343 Wednesday, January 30, 2002 8:35 AM
Aire Comprimido
Fig. 2: Curvas características de un
motor de aire comprimido
Torque de
arranque
Mmax Torque de colapso
sección de la entrada de aire. Si disminuye el número de revoluciones, prevalece
la fuerza del resorte de reposición (4) y
aumenta la sección (Fig. 4)
Al regular el n° de revoluciones se obtienen las siguientes ventajas :
– alto coeficiente de desbaste
– bajo desgaste de los discos
– economía de tiempo
– menor desgaste de las placas
– menos fuentes de ruido
Pmax
P
Potencia P
Torque M
M
= n0 Velocidad (rpm)
2
343
n0
Fig. 4: Regulación del n° de
revoluciones
Regulación del número de revoluciones
Si se regula la presión de entrada de aire
(regulador de presión) el torque de parada
se puede regular sin etapas. Si se regula
el caudal (válvula de estrangulamiento) se
puede ajustar el número de revoluciones
(la velocidad) también sin etapas.
Torque de arranque
Fig. 3: Curvas características con y sin
regulación del número de revoluciones
1 – 2 Contrapesos del regulador
3 Cuerpo de la válvula
4 Resorte de reposición
--------- con regulación del n° de revoluciones
......... sin regulación del n° de revoluciones
Mmax Torque de colapso
M
Pmax
Potencia P
Torque M
P
n0
n
n0
con regulación
sin regulación
Un regulador de velocidad sensible permite trabajar con un número de revoluciones prácticamente constante, de esta forma se puede lijar/amolar con el mismo intervalo de valores de velocidad periférica.
Si se aumenta el número de revoluciones, los contrapesos del regulador (1 y 2)
se mueven hacia afuera; entonces la válvula de estrangulamiento (3) disminuye la
Dimensiones
Las dimensiones pequeñas y el bajo peso permiten trabajar sin cansancio en varios tipos de aplicaciones.
Potencia de trabajo
La construcción sólida y simple garantizan una vida útil más larga y con menos
posibilidades de fallas.
Otra ventaja es que los factores externos
como el polvo, la humedad, etc. lo afectan muy poco.
Actualmente las herramientas neumáticas ofrecen gran seguridad de operación
ya que el aire no es peligroso y, como
no se producen chispas, no existe el riesgo de que haya explosiones (sin embargo, cuando se trabaja en ambientes potencialmente explosivos hay que adoptar
medidas de seguridad especiales).
Cuando el aire comprimido se expande,
enfría la herramienta, entonces la máquina no se sobrecalienta.
340-372_temas-esp Page 344 Wednesday, January 30, 2002 8:35 AM
344
Aire Comprimido
Se puede trabajar en ambientes húmedos y mojados sin ningún problema.
La mantencion preventiva y correctiva es
muy simple.
La presión del aire comprimido al entrar en
la herramienta (presión de flujo) no debe superar los 6.3 bar para poder obtener el máximo rendimiento posible del eje de trabajo.
Fig. 5: La unidad de mantencion
nientes de la manguera, se puede instalar un regulador de presión con
manómetro en la unidad de mantencion,
entre el filtro y el lubricante (Fig. 5)
Para conseguir la máxima vida útil de la
herramienta, el aire comprimido se debe
preparar en una de unidad de mantencion. En el manual de operación de herramientas de aire comprimido se pueden
encontrar mayores detalles.
Aceite para la unidad de mantencion o
lubricación directa
Aceite para motores SAE 20 o SAE 10
La solución limpia para atornilladoras
neumáticas
Bosch desarrolló otra generación de herramientas
neumáticas:
la
serie
C.L.E.A.N.
Las iniciales C.L.E.A.N en inglés quieren
decir: económica, sin lubricación, ergonómica, herramienta neumática y silenciosa.
La unidad de mantencion
A pesar de que se tomen varias medidas
(instalaciones de salida de agua, etc.
después del compresor), no se puede
evitar que el aire comprimido se continúe
enfriando a medida que aumenta la longitud de la manguera y que libere agua.
También puede producirse oxidación, especialmente en tuberías más antiguas.
Sin embargo estos factores se pueden
eliminar instalando un filtro de aire comprimido antes de la herramienta. El filtro
precisa contar con un lubricante de aire
comprimido para mezclar una niebla de
aceite con el flujo de aire . Este aceite sirve para lubricar el motor, especialmente
en las operaciones en régimen continuo.
Las unidades de mantención deben estar
instaladas lo más cerca posible de la herramienta. Deben tener un tamaño compatible con el caudal de aire en el punto
de entrada. Si se requiere una determinada presión de trabajo o se quieren compensar las variaciones de presión prove-
C
consumption
optimized
(consumo
optimizado)
L
lubrication free
(no necesita
lubricación)
E
ergonomic
(ergonómico)
A
air tool
(herramienta
neumática)
N
with noise
reduction
(bajo nivel de
ruido)
Ventajas:
– Consumo de aire hasta 30 % menor
que el de las herramientas neumáticas
convencionales.
– Disminución de los costos de energía y
preservación del medio ambiente.
– Se acciona con aire comprimido sin
aceite, pero también funciona con aire
lubrificado.
– Las piezas de trabajo no se ensucian y
el lugar de trabajo está siempre limpio.
– Las atornilladoras C.L.E.A.N. son mucho más livianas que las otras atornilladoras neumáticas.
340-372_temas-esp Page 345 Wednesday, January 30, 2002 8:35 AM
Aire Comprimido
Equipo para producir el aire
comprimido
El equipo para producir el aire comprimido está constituido por un generador de
aire (compresor), los instrumentos de regulación y la red de conducción del aire.
Compresor
Generalmente, se usa uno de los cuatro
tipos de compresores siguientes:
– Compresor alternativo (o de émbolo)
Según el intervalo de presión del aire,
el compresor del émbolo puede ser de
una o dos etapas. Por ej., una etapa
para la presión final de +/- 10 bar; dos
etapas para la presión final de hasta
aprox. 17 bar
– Compresor rotativo
– Compresor a tornillo
– Turbocompresor
Regulación del depósito de presión
El aire comprimido enviado por el compresor se almacena en un depósito (caldera de aire), que también sirve como
buffer para compensar las oscilaciones
del volumen de aire .
De esta manera, se pueden compensar
variación de consumo de corta duración,
sin que la presión de trabajo en la tubería
oscile mucho o caiga totalmente. En estos casos la demanda de aire no puede
ser superior al caudal nominal del compresor durante un tiempo muy largo.
El compresor se desconecta cuando alcanza un valor máximo (por ej. 12 bar) y
se conecta cuando la pérdida de presión
alcanza un valor mínimo (por ej. 8 bar) y
de esta forma mantiene regulada la presión en el depósito. En este intervalo el
depósito y la tubería funcionan como suministro de reserva para las herramientas.
Control de operación en vacío
El control de la operación en los compresores de medio y gran porte generalmente se hace abriendo o cerrando un carril
corredizo o una válvula. De esta forma se
evita prender y apagar constantemente el
motor eléctrico con el resultante alto consumo de la corriente de arranque.
345
Control prende-apaga
En los compresores de pequeño y medio
porte, el control prende- apaga es efectuado por un monitor de presión, que
prende o apaga el motor eléctrico según
la presión que haya en el depósito.
Simplificando:
V ≈ 0.9–1 Q en el control prende-apaga
V ≈ 0,4 Q en el control de operación en
vacío
donde
3
V = volumen de la caldera (m )
3
Q= caudal del compresor (m /min).
Muchas veces se instalan depósitos auxiliares en el final del sistema de alimentación o antes de elementos de consumo
para compensar los picos de carga.
Demanda de aire
El ejemplo que sigue muestra como se
pueden determinar el caudal del compresor y la capacidad del depósito para cada
elemento consumidor:
Compresor:
Caudal 1000 l/min.
(35,3 cfm)
Depósito:
Capacidad 500 l (17,6 cf)
Ciclos prende-apaga entre 12 8 bar.
El compresor se apaga cuando alcanza
una presión final de 12 bar. Se vuelve a
prender cuando la presión es de 8 bar,
entonces quedan disponibles 12 bar – 8
bar = 4 bar, es decir 50 l x 4 = 2000 l
(70,6 cf). Con un consumo de aire de
2000 l/min. (70,6 cfm) se puede trabajar
en forma continua durante 1 minuto, y
con un consumo de 500 l/min (17,6 cfm)
durante 4 minutos. Es preciso tener en
consideración que muchas herramientas,
especialmente atornilladoras, funcionan
durante muy cortos períodos. Por ej., un
taladro de impacto que tiene un consumo
medio de aire de 20 l/s (42,4 cfm) se usa 4
veces en un minuto, trabajando durante 3
segundos para cada unión atornillada (du-
340-372_temas-esp Page 346 Wednesday, January 30, 2002 8:35 AM
346
Aire Comprimido
rante 1 minuto, o sea, 3 x 4 seg. de trabajo
total). Es decir que en este período usa
apenas 20 x 3 x 4 = 240 l (8,5 cf). Por lo
tanto transcurren 2000 ÷ 240 = 8,33 minutos hasta que el compresor se vuelva a
prender con 8 bar de presión.
Al instalar la red de alimentación hay que
tener en consideración posibles aumentos de consumo, por ej., por aumento de
la producción. Lo mismo hay que hacer
cuando se eligen el compresor y el depósito de presión, En la práctica, muchas
veces es inevitable que el aire comprimido se enfríe en las tuberías. Para que el
agua condensada que se forma no vuelva
al compresor, la tubería se instala con
una ligera inclinación de más o menos 2–
3% en el sentido del flujo. En el punto
más bajo del sistema de alimentación se
puede instalar un drenaje para recoger el
agua. Es común hacer una ramificación
hacia arriba en la tubería principal (Fig. 5)
a fin de mantener la condensación lejos
de los puntos de entrada.
La tubería
El diámetro libre de los caños o mangueras de aire comprimido es fundamental
para el desempeño de las herramientas.
Las tuberías muy finas aumentan la resistencia del flujo y, en consecuencia, dismi-
nuye el rendimiento de la máquina. Al elegir la sección transversal de la tubería (si
se trata de caños nunca puede ser inferior a Ω”) es preciso tener en cuenta los
siguientes factores:
– caudal, presión en la tubería, velocidad
del flujo, pérdidas de presión
– longitud de la tubería
– número de conexiones de la tubería
como codos, curvas, curvas en te, reducciones, unidades de mantencion,
uniones etc.
– aumento futuro de la demanda de aire
y posible expansión de la instalación
Cuando se calcula la sección transversal
de la tubería y se programan ensayos con
dicho valor hay que tener presente que
nunca se conectan todos los aparatos al
mismo tiempo. Esto se contempla multiplicando por un factor de simultaneidad
(Fig. 7). La resistencia de las conexiones
provoca una caída de presión que se estima aumentando la longitud efectiva de la
tubería en cerca de 30%.
La caída de presión hasta las partes más
distantes de la instalación no puede ser
mayor que 10%. Si la pérdida de presión
es de 1 bar o más, es preciso recalcular
las relaciones del sistema de suministro .
En sistemas de suministro más complejos, generalmente se usan circuitos cerrados, porque si la carga es mayor hay un
Circuito cerrado
Fig. 6: Sistema de aire
comprimido (esquema)
Inclinación de 2-3%
Compresor
Depósito
de aire
Separador
de agua
Unidad de
mantencion
Depósito
de aire para
grandes
consumidores
Punto más bajo,
registro de drenaje
340-372_temas-esp Page 347 Wednesday, January 30, 2002 8:35 AM
Aire Comprimido
Cálculo aproximado de las dimensiones de la tubería
Los cálculos basados en ecuaciones son
demasiado complicados para un obrero
que no tenga ese nivel de conocimientos.
Por otro lado no siempre es posible, algunas veces definitivamente imposible, incluir en el cálculo cada factor en forma individual. Para hacer un cálculo aproximado del diámetro libre de los caños se
puede usar el diagrama de la Fig. 8 .
Ejemplo:
La suma de los valores de consumo de
aire de seis máquinas es 36 l/s (36,7
cfm). De la Fig. 7, se obtiene el factor de
simultaneidad 0,79 para 6 máquinas; lo
que da 36 x 0,79 = 28,5 l/s (60,4 cfm).
Con ese valor se puede calcular la dimensión de la tubería usando el diagrama (Fig. 8). A partir de un caudal de 28,5
l/s (60,4 cfm) de aire sin presión, se obtiene un diámetro libre de la tubería de por
lo menos 1 î.
Para una longitud teórica de 130 m da tubería (longitud real de 100 m + 3% au-
Fig. 8:
mento para la caída de la presión en conexiones, etc.) resulta un diámetro libre
de los caños de 1,5 î.
Fig. 7: Factor de simultaneidad
Factor de simultaneidad
suministro mejor hacia los puntos de consumo activos (Fig. 6)
347
Si se necesitan agregar nuevas máquinas a esta tubería, en los cálculos hay
que tener en cuenta el consumo de aire
de los mismos.
De la misma forma se puede hacer una
comprobación en una instalación ya existente. Al revés de lo que ocurre cuando
Cálculo de dimensionamento de tabullacion
340-372_temas-esp Page 348 Wednesday, January 30, 2002 8:35 AM
348
Aire Comprimido
se calcula la sección transversal, en este
caso el factor de utilización define el tamaño del compresor. El factor de utilización indica el tiempo real de funcionamiento de los aparatos en %.
En las instalaciones a las que están conectadas atornilladoras, principalmente,
este factor es del orden de 5 a 15%,
mientras que en las instalaciones con lijadoras/ amoladoras en régimen continuo
(por ej., para retirar residuos de fundición)
es del orden de 30 a 70%. Para calcular o
tamaño del compresor con el máximo de
precisión, lo mejor es verificar las condiciones reales en el propio lugar y solamente después calcular el factor de utilización o entrar e contacto con un fabricante de compresores.
Salida de aire
Después de haber pasado por el motor,
el aire comprimido sale de la herramienta
sin presión. Se produce ruido o una suave corriente de aire, indeseables, que se
pueden o atenuar o cambiar de dirección.
Ventajas:
– Ecológico, ya que el aire evacuado se
puede dirigir hacia el exterior por medio de una manguera consiguiendo, al
mismo tiempo, amortiguar el ruido.
– El aire que contiene aceite y se elimina
de esta forma no va a contaminar las
piezas atornilladas ni desparramar residuos o polvo de lija.
– El usuario no recibe la influencia del
aire desviado.
Fig. 9: Salida de aire
– Cuando el aire se desvía mejoran sensiblemente las condiciones de trabajo
del usuario.
Fig. 10: Salida de aire
De la práctica para la
práctica
Errores frecuentes de utilización:
Muchas veces los resultados insatisfactorios o defectos se deben a errores de utilización.
Los errores más comunes son:
– Elección equivocada de la herramienta
(máquina muy potente o muy débil para la finalidad)
– Caudal muy pequeño y presión insuficiente o no constante directamente antes del aparato
– Sección transversal de la tubería muy
estrecha
– Falta de equipos de mantencion
– La suciedad, el agua y la falta de aceite causan desgaste y formación de escombros en el motor, y disminuyen el
tiempo de buen funcionamiento de la
máquina.
– Los accesorios gastados, sin corte o
inadecuados reducen la eficacia.
Los consultores de Bosch se colocan permanentemente a disposición de los usuarios todo el know-how de que disponen
para responder preguntas referentes a la
tecnología de aire comprimido y la utilización de las herramientas neumáticas
Bosch.
340-372_temas-esp Page 349 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
Alta frecuencia
Herramientas eléctricas de
alta frecuencia
El término “herramientas eléctricas de alta frecuencia” se creó en la década del
20, cuando este tipo de máquina se lanzó
por primera vez al mercado. La expresión
se refiere básicamente a las herramientas
eléctricas de alta potencia, con motores
asíncronos y alimentadas con corriente trifásica a una frecuencia de 200 o 300 Hz.
Desde el punto de vista físico, no existe
ninguna correlación entre estas herramientas y la tecnología de alta frecuencia
propiamente dicha. A pesar de eso, se
impuso el término “herramientas eléctricas de alta frecuencia” y se adoptó.
349
del motor asíncrono. Esto está limitado
por la velocidad periférica máxima permitida (n° de revoluciones de trabajo) de la
herramienta. Con las herramientas de alta frecuencia operando entre 200 y 300
Hz (Fig. 1) se obtiene una relación potencia/peso do motor optimizada .
Si la diferencia entre la velocidad del motor y la velocidad de trabajo es grande, la
transmisión también debe ser grande.
Quiere decir que el menor peso debido al
accionamiento por corriente trifásica está
compensado por el aumento de peso de
los engranajes reductores. Las instalaciones de alta frecuencia equipadas exclusivamente con amoladoras deben funcionar con una frecuencia de 300 Hz. Para
las herramientas manuales livianas pero
potentes hay que usar corriente trifásica
con frecuencia ampliada.
Velocidad y frecuencia
Potencia y frecuencia de
trabajo
Las herramientas manuales, trabajan con
corriente trifásica a una frecuencia de
200 a 300 Hz; tienen alta potencia eléctrica y motor de bajo peso. Si la frecuencia
de la corriente trifásica aumenta, la velocidad del motor aumenta proporcionalmente y, en consecuencia, la potencia
Fig. 1: Relación entre el motor y el peso
de la transmisión con respecto a la frecuencia, a potencia del motor constante
y velocidad nominal: relación entre potencia y peso, optimizada a 300 Hz.
Peso (kg)
Peso total
Peso de la
transmissió
Peso del
motor
0
100
200
300
400
Frecuencia (Hz)
Cuando hablamos de motores de alta frecuencia, estamos hablando del motor con
jaula de ardilla de corriente trifásica. El
estator y el rotor de este tipo de motor
consisten en un paquete de hojas de metal. Si el devanado del estator se conecta
a la red trifásica, se forma un campo
magnético que, debido a la disposición
de los devanados, tiene la característica
de girar dentro del motor. A esto se denomina campo giratorio dependiente del número de polos y de la frecuencia. Si se
usa el menor número posible de polos, el
campo giratorio resultante o campo giratorio del rotor será, por ejemplo, de 3000
rpm a 50 Hz; para una frecuencia de 200
Hz, será de 12000 rpm, y para una de
300 Hz, 18000 rpm.
Diseño del motor y
refrigeración
Debido a la corta distancia entre los apoyos y el devanado estacionario del estator, el motor es bastante seguro tanto
desde el punto de vista mecánico como
eléctrico.
340-372_temas-esp Page 350 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
Fig. 2: Motor de alta frecuencia Bosch
con protección contra el polvo.
De esta forma se combinan las ventajas
de la construcción encapsulada con las
de la construcción abierta. El flujo del aire
de refrigeración permite que se disipe el
calor y al mismo tiempo evita el polvo y la
suciedad penetren en el sistema de circulación.
El diseño de las herramientas eléctricas
de alta frecuencia Bosch presenta las siguientes ventajas:
Relación potencia x peso
Las herramientas eléctricas de alta frecuencia alcanzan una potencia de hasta
400 watts por kg de peso de la máquina
en régimen continuo. \Los valores de pico
de la potencia pueden llegar a 2 ∫ veces
la potencia normal. Estas altas reservas
mejoran la potencia de trabajo.
Fig. 3 Curvas de velocidad y potencia
en función del momento de carga
Potencia
nominal
Potencia
de salida
Velocidad (rpm)
Se caracteriza por ser una operación estable y con poca vibración. Las pérdidas
de velocidad representan apenas cerca
de 3 a 5% de la carga media, y la potencia de variación es alrededor de 2 ∫ veces
la potencia media. Se toleran sobrecargas de corta duración desde que no ocasionen un aumento excesivo de la temperatura del devanado. Las herramientas
manuales se elaboran de forma que resulten lo más livianas posible; es por eso
que BOSCH, para sus motores de alta
frecuencia (Fig. 2), adoptó la "protección
contra el polvo con enfriamiento directo"
sistema que alía el bajo peso a una potencia lo más alta posible.
Potencia de salida (W)
350
3–5%
Velocidad
Potencia
de pico
Potencia de entrada (W)
Relación velocidad/ carga
La pérdida de velocidad en herramientas
eléctricas de alta frecuencia es de apenas 3 a 5% con la carga nominal (Fig.3).
Esto permite que durante los procesos de
desbaste y perforación se utilicen las velocidades medias recomendadas.
La velocidad de corte constante permite
emplear los accesorios de forma más eficiente y al mismo tiempo aumenta su durabilidad.
Vida útil
El diseño de las herramientas eléctricas
de alta frecuencia permite una fácil mantencion. El motor no tiene partes que se
desgasten. Aún en condiciones extremas
(por ejemplo, en fundiciones), hacen honor a su fama de unir una larga vida útil a
un bajo costo de mantencion. El alto grado de eficiencia de las herramientas eléctricas de alta frecuencia garantiza una
operación continua barata y ecológica.
Cuantificación de la
potencia eléctrica
En una instalación con herramientas
eléctricas de alta frecuencia, a frecuencia
de trabajo recomendada es de 300 Hz.
340-372_temas-esp Page 351 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
La alta velocidad del motor a 300 Hz es
particularmente adecuada para las velocidades periféricas de las amoladoras actuales. Cuando aumenta el número de revoluciones del motor aumenta la potencia
de la máquina, sin aumentar el peso.
Dentro de lo posible hay que seleccionar
una corriente de 135 V para 200 Hz e de
200 V para 300 Hz, independientemente
de las características de la red de distribución de energía del país. La potencia
de salida secundaria y las dimensiones
del transformador de frecuencia utilizado
se calculan de la siguiente manera:
Las herramientas eléctricas de alta frecuencia que se van a utilizar se agrupan
de acuerdo con el tamaño y la cantidad
de motores, para permitir la adición de
sus corrientes de entrada nominales. El
consumo total aparente de las herramientas se calcula multiplicando la suma de
los valores de las corrientes nominales
por la tensión de operación y por el factor
3 . La fórmula es la siguiente:
S=
3 x U x I = 1.73 x U x I
El valor del consumo aparente calculado
de esta forma se debe multiplicar por el
factor G de simultaneidad, para obtener
la potencia de salida secundaria del
transformador. El factor de simultaneidad
G considera el grado de utilización de todas las herramientas, siempre y cuando
todas las herramientas no sean accionadas al mismo tiempo.
Para el factor de simultaneidad G, se tienen los siguientes valores empíricos:
Construcción de carrocerías
0,45
Construcción de motores
0.30
Construcción de equipos
0.40
Construcción de herramientas
y hormas
0.25
Construcción de acero
0.50
Fundición
0.60
Estos valores solamente se utilizan cuando el número de máquinas es grande. Si
sólo hay una cantidad pequeña el factor
351
de simultaneidad queda determinado por
las máquinas mayores y que se utilizan
más frecuentemente.
Cuando se planifica la instalación de herramientas eléctricas de alta frecuencia,
se debe prever una cierta reserva para el
transformador de frecuencias. En instalaciones pequeñas, sobre todo, es preciso
recordar que la potencia de salida debe
ser, por lo menos, el doble de la potencia
nominal de la herramienta eléctrica de alta frecuencia más potente a ser conectada. Esto permite que las herramientas se
conecten sin ningún tipo de problema. En
el caso de sobrecargas de corta duración
la caída de tensión en el transformador
no será muy grande.
Ejemplo de cálculo para
instalar herramientas
eléctricas de alta frecuencia
Una fundición quiere usar 3 amoladoras
angulares de alta frecuencia de 200 V,
300 Hz, 10 A con discos de corte de 230
mm de diámetro y 3 limas retas de alta
frecuencia de 200 V, 300 Hz, 6.4 A con
discos de corte de 100 mm de diámetro.
Cálculo:
(Los valores de tensión y de corriente se
pueden obtener a partir de los datos que
constan en el manual de la amoladora).
Grupo 1:
3 amoladoras
angulares
3 x 10 A = 30.0 A
Grupo 2:
3 amoladoras
, 2 A3 × 6, 4 A = 19
rectas
-----------------49, 2 A
Total:
Esto nos da el valor de la tensión aparente:
S = 1.73 x U x 1
= 1.73 x 200 V x 49.2 A
= aprox. 17,023 VA
= aprox. 17 kVA
340-372_temas-esp Page 352 Wednesday, January 30, 2002 8:35 AM
352
Alta Frecuencia
Este valor se debe multiplicar por el factor
de simultaneidad,
G = 0.6 para fundiciones:
Tensión aparente del transformador =
S x G = 17 kVA x 0.6 = 10.2 kVA
En este caso, se debe seleccionar un
transformador con 11 kVA de tensión secundaria, para que haya una tensión de
reserva adicional de aproximadamente
10 %.
Grupos de redes
Se establecieron seis combinaciones de
frecuencia y tensión como grupos de redes (frecuencias con las respectivas tensiones). O grupo ideal y utilizado más frecuentemente es el #2. Esto muestra que
con una herramienta proyectada para
300 Hz, 200 V se puede trabajar sin problemas a 200 Hz, 135 V y viceversa y sin
necesidad de hacer modificaciones. Sin
embargo es preciso recordar que la velocidad se debe cambiar de acuerdo con la
frecuencia de la máquina. En cualquier
circunstancia hay que considerar que si
se cambia la velocidad se puede afectar
la seguridad del trabajo, sobre todo en el
caso de las amoladoras.
Frecuencias y tensiones de trabajo
Número de grupo
de redes
200 Hz
300 Hz
1
265 V
—
2
135 V
200 V
3
72 V
(110 V)
4
—
72 V
7
—
42 V
10
42 V
—
Proyecto de instalación
de herramientas eléctricas
de alta frecuencia
Transformador de frecuencia con alternador síncrono
Al seleccionar transformadores de frecuencia, la mejor solución técnicamente
hablando, es combinar motores asíncronos con alternadores síncronos. Los
transformadores son unidades con un eje
común con un motor de accionamiento
asíncrono y un alternador de polo interno
sin cepillos (“brushless”).
La diferencia de tensión entre la operación en vacío y la operación con carga
máxima para transformadores pequeños
con factor de potencia cos ϕ = 0.6 - 0.9 es
de apenas 4%, y para transformadores
grandes, de aproximadamente 3%.
Las fluctuaciones de tensión en la fuente
de la corriente trifásica primaria no afectan
los transformadores síncronos, que además están protegidos contra cortocircuitos. Se puede compensar la tensión nominal. Los transformadores trabajan durante
aproximadamente 20 mil horas sin que
sea necesario realizar una mantencion.
La frecuencia secundaria se calcula por
medio de la siguiente fórmula:
f2 = f1 x p2 / p1
f1 = frecuencia primaria de la red de corriente trifásica
f2 = frecuencia secundaria para herramientas eléctricas de alta frecuencia
p1 = número de pares de polos del motor
de accionamiento
p2 = número de pares de polos del alternador
Los transformadores de frecuencia con
una potencia de salida superior a 4 kVA
generalmente no se pueden conectar directamente a la fuente, sino que se conectan a través llaves estrella-triángulo. Si se
conectan directamente se va a producir
una rápida sobrecorriente. Esta corriente
puede sobrecargar los cables y hacer disparar los disyuntores conectados en serie.
340-372_temas-esp Page 353 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
Cuando se utiliza una llave estrella-triángulo se reduce la sobrecorriente porque
cuando la corriente circula a través de la
estrella tiene un tercio del valor que tendría circulando directamente. Con la llave
estrella-triángulo, el devanado del motor
de accionamiento cambia de estrella
(proceso de arranque) para triángulo (posición de operación). El transformador de
frecuencia, que opera en una fuente de
400 V con una llave estrella-triángulo, debe opera con 400 V en el triángulo. Si un
transformador de este tipo se cambia para apenas 230 V en el triángulo, sólo se
podrá ser conectar a una fuente de 400 V
directamente a través de la estrella, o sea,
sin el circuito estrella-triángulo. Es imprescindible tener este aspecto en consideración al planificar una nueva instalación.
Fig. 4: Proyecto de una instalación
de herramientas
a1: Llave de protección del motor con
desconexión magnética y térmica
a2: Llave de protección del motor con
desconexión térmica
b: Cable a tierra de protección en la llave triángulo cf. VDE 0100
353
Operación de transformadores de frecuencia en paralelo
Para aumentar la eficiencia de la instalación como un todo y para compensar los
variación de carga, los transformadores
de frecuencia se conectan en paralelo.
Se obtiene como resultado una optimización de utilización de los equipos. Cuando los transformadores de frecuencia se
conectan a alternadores síncronos, no se
necesita ninguna modificación específica
para que el equipo trabaje en paralelo.
Compensación para corriente reactiva
Toda carga inductiva está relacionada intrínsecamente a una corriente reactiva,
que no produce ningún trabajo efectivo,
apenas circula por los cables. Los transformadores de frecuencia y las herramientas eléctricas de alta frecuencia también son cargas inductivas.
Para compensar la corriente reactiva en
el secundario del transformador se requiere un gran esfuerzo porque cada herramienta debe ser compensada separadamente. Dependiendo del número y grado de potencia de la herramienta
eléctrica de alta frecuencia, se puede suponer un valor para el factor de potencia
total cos ϕ de 0.5 a 0.85.
Si la corriente del motor de accionamiento y del alternador se compensan, mejora
el valor del factor de potencia cos j en el
primario del transformador
Si al circuito se agregan capacitores con
las dimensiones correctas, se puede
compensar la salida reactiva del primario
del transformador casi por completo en la
operación en vacío y, en la operación con
carga, hasta un factor de potencia mayor
que cos ϕ = 0.9.
Protección eléctrica
Los conectores de protección en conformidad con la clase I de la norma EN
50144 ofrecen protección eléctrica en las
herramientas eléctricas de alta frecuencia. Cuando el devanado secundario del
340-372_temas-esp Page 354 Wednesday, January 30, 2002 8:35 AM
354
Alta Frecuencia
transformador está conectado en estrella,
el punto estrella o punto neutro se conduce hacia afuera. Este punto neutro tiene
descarga a tierra (resistencia del cable a
tierra RB ≤ 2 Ohms) y se conecta a la masa de la herramienta eléctrica de modo
que, para una tensión de 265 V, la tensión de riesgo entre la fase y tierra, en el
peor de los casos sea de apenas
265
------------- = 153 V
1, 73
Bajo tensiones de 135 V o 72 V, por otro
lado, la tensión de riesgo es de apenas
135
72 V = 42 V
ou
----------- = 78 V
------------1,73
1, 73
Se asegura la eficacia de la protección
del cable a tierra usando enchufes sólidos y un diseño a prueba de fallas, y cables de dimensiones adecuadas. Es muy
importante llevar a cabo una mantencion
preventiva. La construcción y el diseño
de las herramientas eléctricas deben
atender las grandes exigencias de la producción industrial. Para aplicaciones normales, es suficiente adoptar las medidas
descritas anteriormente, es decir usar la
protección del cable a tierra según VDE
0100 — § 10 N.
Las medidas de protección posibles se
pueden clasificar de la siguiente manera:
1.0 Medidas de protección sin dispositivo de desconexión
1.1 Aislamiento de seguridad (VDE 0100
— § 7 N)
1.2 Baja tensión 42 V (VDE 0100 — § 8 N)
1.3 Separación de protección (VDE 0100
— § 14 N)
2.0 Medidas de protección con dispositivo de desconexión
2.1 Cable tierra de protección (VDE
0100 — § 9 N)
2.2 Descarga a tierra (VDE 0100 — § 10 N)
En los casos 2.1 e 2.2, los fusibles o
disyuntores desconectan por medio de un
accionamiento termomagnético.
El mayor grado de protección posible se
consigue usando disyuntores de corrientes de falla (FI) adicionales.
El aislamiento de seguridad según 1.1 no
se aplica para las herramientas eléctricas
de alta frecuencia. La baja tensión según
1.2 se aplica apenas en casos especiales, en los que no se puede evitar debido
a la legislación específica. Como las corrientes que circulan son altas esta medida es bastante problemática en lo que se
refiere a la sección transversal de cables,
interruptores, enchufes, etc, en los casos
de transmisión de potencia elevada; la
única excepción es el caso de las atornilladoras pequeñas. En estos casos, lo
mejor sería hacer la separación de protección según 1.3, en este caso cada herramienta debe tener su propio transformador aislador. La separación de protección se debe limitar a los casos en que
sea absolutamente necesaria.
Es necesario analizar con bastante atención la medida de protección descarga a
tierra, según 2.2, porque es la que más
se aplica a las herramientas eléctricas de
alta frecuencia. La descarga a tierra debe
evitar en todo momento la posibilidad de
tensiones de contacto con las partes de
la instalación que no pertenezcan al circuito (ver Fig. 5). Para esto, el cable central o una de las puntas de la estrella deben tener conexión directa a tierra, lo que
se consigue conectando al neutro, o a un
cable de protección conectado directamente al neutro, una de las partes de la
instalación que va a ser protegida.
Fig. 5: Descarga a tierra
340-372_temas-esp Page 355 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
Usando descarga a tierra, las partes de la
instalación que presentan defectos se
desconectan porque el disyuntor localizado justo antes del punto con defecto entra
en acción.
Para que el disyuntor realmente actúe, se
deben cumplir ciertos requisitos de descarga a tierra según VDE 0100 — § 10 N.
El requisito más importante es el siguiente: la sección transversal de los cables
que conectan el alternador o transformador a la carga deben tener dimensiones
tales que por lo menos la corriente de
desconexión IA del elemento de protección más cercano, de acuerdo con la tabla I VDE 0100 — § 9 N pueda circular
por el circuito a pesar de que en algún
punto haya un cortocircuito completo entre un cable externo y el cable neutro.
Se puede utilizar adicionalmente el disyuntor de corriente de falla (F1), como se
muestra en la Fig. 6 (que, para simplificar,
se presenta para corriente monofásica).
Fig. 6: La bobina del relé del disyuntor FI
El disyuntor FI recibe su impulso de un
transformador de corriente a través del
que pasan todos los conductores, incluso
el neutro. La bobina secundaria del transformador de corriente suministra la co-
355
rriente que activa la bobina del relé del
disyuntor FI.
Si la suma de todas las corrientes no es
nula, los conductores envueltos por el
transformador van a crear un campo
magnético alternado en el núcleo del mismo (Fig.7).
Si el disyuntor Fl no presenta fallas, la corriente que circula en la dirección de la
carga tiene la misma magnitud que la corriente de retorno. De esta forma ambas
corrientes se neutralizan. En la bobina
secundaria del transformador no hay inducción resultante, y la bobina del relé
del disyuntor FI permanece sin corriente
(Fig. 6). Si ocurre una falla en el disyuntor
FI, la corriente de fuga va a circular a través
del cable tierra; la corriente en el transformador no será neutralizada y habrá inducción. En el lado secundario del transformador se inducirá tensión y se activará la bobina del relé del disyuntor FI (Fig. 7).
Fig. 7: Disyuntores de corriente de fuga
(FI)
Para las corrientes trifásicas de 265 V/
200 Hz se usan los disyuntores FI de 45
mA. Si se necesitan disyuntores FI para
corrientes trifásicas con otros valores de
voltaje y frecuencia hay que encargarlos
especialmente a los fabricantes.
340-372_temas-esp Page 356 Wednesday, January 30, 2002 8:35 AM
356
Alta Frecuencia
BOSCH fabrica herramientas eléctricas
de alta frecuencia con varios voltajes
(265V, 135V, 72V, 42V a 200Hz; 200V,
72V, 42V a 300 Hz) para que se puedan
obedecer las normas y las condiciones
específicas de otros países. Con voltajes
bajos sólo funcionan algunas herramientas eléctricas de alta frecuencia que se
usan con un transformador frecuencias,
porque las corrientes con alta potencia y
baja tensión requieren cables de sección
transversal demasiado grandes.
La red de distribución
La red de distribución no puede tener ninguna conexión con la red pública de 50
Hz. Por esta razón, para frecuencias entre 100 y 300 Hz se recomienda usar conexiones con enchufes especiales para
CEE según DIN 49462/63 y DIN 49465.
El enchufe del aparato y los enchufes de
las eventuales prolongaciones y la toma
a la red siempre son verdes. Vienen en
formas diferentes para evitar que los enchufes de 50 Hz se combinen con estos
enchufes especiales o con las prolongaciones. Para la red de distribución, según
la necesidad, se pueden usar cables fijos
o móviles entre el transformador de frecuencias y la herramienta eléctrica de alta frecuencia. Si la instalación tiene muchas ramificaciones, la transmisión de
potencia con baja tensión es poco económica. Los altos costos se deben o a la
sección transversal grande de los cables
o a la necesidad de contar con transformadores para disminuir la tensión directamente en el lugar en que funciona la
herramienta. Suponiendo un nivel constante de potencia de transmisión, una
caída de tensión preestablecida y una
longitud uniforme de los cables, la sección transversal del cable resulta inversamente proporcional al cuadrado de la tensión, o sea, una tensión de mitad de valor
va a necesitar un cable con sección
transversal 4 veces mayor. Por medio de
las Fig. 8 y 10 se puede determinar fácilmente la sección transversal de la red de
distribución. Para calcular la sección
transversal del cable hay que tener en
cuenta una caída de tensión del 5% en la
resistencia óhmica, un aumento de temperatura aceptable y la caída de tensión
en la resistencia inductiva. Las figuras se
deben interpretar de la siguiente manera:
Sección transversal del cable en función de la tensión y la longitud del cable (Fig. 8)
Con el valor de las potencias transmitidas
buscar en la horizontal, hacia la izquierda
o hacia la derecha (dependiendo del tipo
de corriente) el punto de intersección con
la línea donde está la columna de tensión. De allí bajar por la vertical hasta cruzar con la línea correspondiente a la longitud del cable (longitud simple) y después ir por la horizontal hacia la izquierda
o la derecha.
Sección transversal del cable en función de la tensión y el factor de potencia (Fig. 9)
Se hace un ensayo de calentamiento para la sección transversal calculada en la
Fig. 9. Con el valor de la potencia transmitida seguir en línea horizontal hacia la
izquierda hasta interceptar la columna de
tensión. Después bajar por la vertical hasta interceptar la línea del factor de potencia
cos ø. Ir por la horizontal hacia la derecha
hasta encontrar la sección transversal de tipo de cable que se debe utilizar.
Sección transversal del cable en función de la frecuencia y de la resistencia inductiva (Fig. 10).
Si la sección transversal para la corriente
trifásica resultante de las Fig. 8 y 10 es
2
mayor que 10 mm , es necesario ir con el
valor exacto hasta la Fig. 10 para tener
en cuenta la caída de la tensión inductiva.
En ese punto, a partir de la línea base horizontal, subir por la vertical hasta el punto de intersección con la curva de frecuencia. Después moverse sobre la horizontal hacia la izquierda o la derecha.
El valor más alto calculado para la sección transversal determina como será el
cable. La resistencia inductiva es más im-
340-372_temas-esp Page 357 Wednesday, January 30, 2002 8:35 AM
Alta Frecuencia
portante para las secciones transversales
grandes. Éstas, por su vez, son necesarias para bajas tensiones o frecuencias
más altas. El cálculo de la curva de la Fig.
10 se basa en un factor de potencia cos ø
de 0.7 para la carga. Para instalaciones
con corriente alterna monofásica, con
factor de potencia cos ø = 1, se puede ignorar la resistencia inductiva, aún con cables de sección transversal grande.
Ejemplo a)
Transmisión de 4 KW, corriente trifásica
de 72 V.
Cos ϕ = 0.8, longitud del cable (simple)
10 m
Sección transversal del cable calculada
2
de acuerdo con la Fig. 8: 2.75 mm
Sección transversal del cable calculada
2
de acuerdo con la Fig. 9: 4.8 mm (sec2
ción transversal seleccionada: 6 mm )
Sección transversal del cable de 2.75 calculada de acuerdo con las Figs. 8 y 9 es
insuficiente; el cable se va a calentar demasiado. No se necesita hacer un ensayo a partir de la Fig. 10, ya que la sección
2
transversal es menor que 10 mm
Ejemplo b)
Transmisión de 3 KW, corriente trifásica
de 220V.
Cos ϕ = 0.9, longitud del cable (simple)
100 m
Sección transversal del cable calculada
2
de acuerdo con la Fig. 8: 4 mm
Sección transversal del cable calculada
2
de acuerdo con la Fig. 9: 0.9 mm
De acuerdo con la Fig. 8, se necesita una
2
sección transversal de 4 mm . Este valor
es fundamental, ya que la Fig. 9 indica un
2
valor de 0.9 mm y así no hay riesgo de
sobrecalentamiento.
Ejemplo c)
Similar al "Ejemplo a)" pero con corriente
trifásica de 200 Hz y cable de 100 m de
largo.
357
La sección transversal del cable calculada de acuerdo con la Fig. 8 es de 27
2
mm .
Este valor debe ser comprobado por la
Fig. 10. En este ejemplo se debe selec2
cionar la sección transversal de 50 mm .
El Servicio de Asistencia Técnica Bosch
está siempre disponible para aclarar dudas sobre el uso de las herramientas
eléctricas de alta frecuencia y sobre problemas de alta frecuencia en general.
340-372_temas-esp Page 358 Wednesday, January 30, 2002 8:35 AM
358
Alta Frecuencia
c
Lo
ng
itu
d
de
lc
ab
le
Potencia que va a ser transferida por la corriente trifásica
Potencia que va a ser transferida por la corriente alterna monofásica
Fig. 8: Sección transversal del cable en función de la tensión y la longitud del cable
b
a
340-372_temas-esp Page 359 Wednesday, January 30, 2002 8:35 AM
359
Alta Frecuencia
Fig. 9: Sección transversal del cable en función de la tensión y el factor de potencia
2
Potencia que va a ser transferida
por la corriente trifásica
Sección transversal en función de la resistencia inductiva
Fig 10: Sección transversal del cable en función de la frecuencia y la resistencia
inductiva
Conexión permanente
mm
Cable de goma flexible
Corriente
trifásica
Corriente directa
Corriente alterna
monofásica
kW
340-372_temas-esp Page 360 Wednesday, January 30, 2002 8:35 AM
360
Generadores de Electricidad
Generadores de
electricidad
pos movidos a diesel el consumo específico de combustible es menor.
Generadores
Construcción
Los componentes clave de un generador
de electricidad son el elemento generador y el mecanismo de combustión, que
juntos forman la unidad funcional. La
electricidad se transmite desde el motor
hacia el generador a través de una conexión en cono o, en el caso de grupos
de generadores a diesel de más de 10
kVA, de una conexión flexible. El generador se completa con un panel de mando y
una moldura envolvente de protección.
Motores de accionamiento
En general los grupos electrógenos están
accionados por motores industriales rígidamente seleccionados. Los motores trabajan a una velocidad de 3000 rpm y, por
eso, pueden alcanzar una relación peso/
potencia bastante baja.
El generador y el sistema de motor más
adecuado se exigen dependiendo del tipo
de aplicación previsto. Se recomienda
usar motores a gasolina en aparatos portátiles y con régimen de servicio intermitente. Para trabajos pesados y en régimen continuo se recomiendan generadores movidos a diesel, que son más
pesados, pero más robustos. En los equi-
Los "productores de electricidad" propiamente dichos son los generadores, que
pueden tener diseños y propiedades muy
diferentes.
Hay tres tipos de generadores portátiles:
– Generadores asíncronos
– Generadores síncronos sin escobillas
("brushless")
– Generadores síncronos
Generadores asíncronos
La diferencia de velocidad entre el motor
giratorio y la fuerza magnetomotriz del
estator de un generador asíncrono producen el flujo magnético necesario para
crear una tensión. Debido a esta diferencia la frecuencia permanece debajo de la
velocidad de accionamiento (asíncrona)
Como el motor no necesita devanados,
no tiene elementos de transmisión de
energía. En el núcleo de hierro sólo se
necesita un devanado jaula de ardilla.
Los generadores asíncronos están equipados con un capacitor en paralelo con el
devanado que conduce la corriente de
campo que necesita la máquina asíncrona bajo la forma de corriente reactiva. El
magnetismo residual del rotor induce la
auto excitación y oscila entre el capacitor
y el devanado del estator hasta alcanzar
la tensión nominal.
340-372_temas-esp Page 361 Wednesday, January 30, 2002 8:35 AM
361
Generadores de Electricidad
Generador asíncrono
Estator
Cobertura
de rodete de
ventilador
Rotor con escudo
de apoyo de anclaje y rodete de
ventilador
Capacitor
Espiga de fijación
Brida de
conexión
Tornillos de ajuste
La tensión que queda (magnetismo residual) creada por el devanado auxiliar del
estator es utilizada por el capacitor conectado para crear una corriente de campo (corriente reactiva). La corriente del
campo aumenta el campo magnético inicial. La magnitud eléctrica y la magnetomotriz se equilibran hasta alcanzar el valor máximo (ver generador asíncrono)
El campo oscilatorio que se crea en este
proceso da origen a una corriente en el
devanado del campo, que es rectificada,
para cada devanado, por un diodo. El
campo magnético creado aumenta la tensión alterna en el devanado principal (ver
generador asíncrono)
Carga
Los campo magnéticos del devanado principal y el auxiliar dispuestos en un ángulo
o
Propiedades de los generadores asíncronos
– Diseño sólido
– No necesita mantencion ya que no hay
elementos que transmitan energía
– Capacitores de excitación auto compensados
– A prueba de cortocircuitos
– Óptima estabilidad de tensión y frecuencia
– Tipo de protección IP 44
Generadores asíncronos "brushless"
Se puede considerar que este generador
es una combinación de un generador
asíncrono con otro síncrono. Por principio
sólo se pueden usar como una máquina
monofásica. De la misma forma que el
generador asíncrono, este no tiene escobillas ni anillos colectores. Frente a cargas inductivas con alta corriente de
arranque (por ej.: motores de jaula de ardilla) se desempeña mejor que el generador asíncrono.
Principio de funcionamiento
Operación en vacío
Durante la operación sin carga la auto excitación se consigue por medio del magnetismo individual en el núcleo de hierro.
de 90 , se superponen cuando están bajo
la acción de una carga. En consecuencia
se crea una corriente de campo más elevada en el devanado del campo. Debido a
esto, la tensión necesaria se conserva todo el tiempo. (ver autorregulación)
Generador asíncrono sin escobillas
Rodete de ventilador
Rotor con devanado
de campo secundario
Diodo
rectificador
Rodamiento
de esferas
Diodo rectificador
Propiedades
– Construcción simple
– No necesita mantencion
– Óptima estabilidad de tensión y frecuencia
– Buena reacción a variación de sobretensión
– Tipo de protección IP 23
340-372_temas-esp Page 362 Wednesday, January 30, 2002 8:35 AM
362
Generadores de Electricidad
Generadores síncronos
Un generador síncrono necesita un campo magnético (rueda polar) para poder
crear una tensión; este campo se traslada
contra del devanado de trabajo (estator).
El campo magnético se crea en un devanado de corriente continua (rueda polar)
alimentado por el devanado del campo
secundario (estator) a través de rectificadores y anillos/cepillos colectores.
El generador asíncrono puede crear
energía activa y reactiva sin ninguna medida adicional. Se puede hacer, sin problemas, un modelo para potencia aparente con factor de potencia cos ϕ = 0.8.
Generador síncrono
Rueda polar
Estator
Placa
rectificadora
Soporte con
escudo de
apoyo del
anclaje con
cepillos y
conectores
Tornillos
de ajuste
Brida de
conexión
Rejilla de
protección
Espiga
de fijación
Rodete de
ventilador
Propiedades de los generadores síncronos
– Estructura sólida especial para trabajos pesados
– Largos espacios de tiempo de mantencion
– Buenas formas de onda de tensión
– Excelente reacción y variación de sobretensión para cargas con corriente
de arranque alta, debido a la energía
magnética almacenada en el rotor
– Posibilidad de reforzar la base
– Regulación electrónica o compound
– Tipo de protección IP23 e IP 24
– Buena eficacia
Características del generador
1.0 Potencia
La potencia es el aspecto más importante
al evaluar un generador eléctrico, o sea la
capacidad de suministrar energía a las
cargas conectadas.
Dependiendo del tipo y principio de funcionamiento del equipo eléctrico, se puede hacer la distinción entre:
– Potencia activa (medida en watts o kilowatts)
– Potencia reactiva
– Potencia aparente (medida en VA o VA)
1.1 Potencia activa
Los elementos consumidores utilizan la
potencia activa directamente de los equipos eléctricos. Para calentar la resistencia de un calentador, para que una lámpara incandescente emita luz, o para
hacer funcionar un motor eléctrico la potencia activa consumida es convertida directamente en calor, luz, o trabajo mecánico.
1.2. Potencia reactiva
Los elementos consumidores utilizan la
potencia reactiva sólo de modo indirecto.
La necesitan para aumentar el campo
magnético de las bobinas de los motores
eléctricos, transformadores y reactores.
Se usa, por ejemplo, en lámparas fluorescentes. La potencia reactiva no es propiamente "consumida", circula en dos sentidos entre el generador y la carga actuando como un catalizador, es decir que no
se consume pero, sin ella no funciona nada. Los equipos eléctricos que contienen
estos conjuntos utilizan la potencia reactiva unida a la potencia activa por razones
funcionales. Por otro lado, todos los aparatos que convierten la energía directamente en calor y que no necesitan un
campo magnético para funcionar consumen potencia activa; no necesitan la potencia reactiva.
1.3 Potencia aparente
La potencia aparente es la suma vectorial
de la energía reactiva y de la efectiva. Se
puede determinar multiplicando la tensión
por la corriente. Los generadores de elec-
340-372_temas-esp Page 363 Wednesday, January 30, 2002 8:35 AM
Generadores de Electricidad
tricidad para aplicaciones universales deben crear ambos tipos de potencia: la activa y la reactiva. Los generadores de
electricidad de calidad presentan una capacidad reactiva superior a la media. En
términos prácticos esto significa que la
potencia activa no solamente abastece
los equipos de calentamiento o iluminación, los generadores de energía eléctrica de alta calidad también accionan con
eficiencia motores que queman aceite,
refrigeradores, máquinas de lavar, sierras
circulares, bombas, etc. Tienen la característica de ofrecer la relación ideal entre
la energía activa y la aparente (watt a
volt-ampere) para las aplicaciones domésticas, industriales o profesionales. Generalmente esto no ocurre con los generadores de electricidad baratos. La potencia activa es menor que la potencia
aparente en un valor igual al factor de potencia multiplicado por cos ø.
1.4 Fórmulas y ejemplos para calcular
la energía
1.4.1 Símbolos
Corriente
I
Tensión
U
Potencia
P
medida en A
(Amperio)
medida en V
(Voltio)
Medida en W
(Watt)
Sin embargo hay tres especificaciones diferentes de potencia:
Potencia aparente Ps
Potencia activa
P
Potencia reactiva
Pq
medida en
VA o kVA
medida en
W o kW
medida en
var
1.4.2 Ejemplos
La potencia aparente se calcula:
Ps = U x I = 230 V x 3 A = 690 V A
La potencia activa se calcula:
P = U x I x cos ϕ =
230 V x 3 A x 0.8 = 552 W
363
1.4.3 Potencia reactiva
La potencia reactiva indica qué parte de
la potencia aparente se puede utilizar. Es
la que carga los cables porque circula en
los dos sentidos entre la carga y el generador.
La potencia reactiva se puede calcular
con la siguiente fórmula:
Pq = U x I x sen ϕ
Q=
=
2
PS – PS
2
2
2
690 – 552 = 552 var
El factor de potencia cos ø representa la
parte de la potencia aparente que se puede usar como forma activa.
1.4.4 Factor de potencia cos ø
Todas las cargas inductivas como motores, generadores y transformadores tienen un factor de potencia "cos ϕ" (coseno
de ϕ).
Cuando una bobina está excitada por una
corriente alterna crea un campo magnético capaz de atravesar sus propias espiras. En la bobina se crea una tensión autoinducida que actúa en el sentido contrario al que tenía al principio. Así la
corriente y la tensión quedan separadas
por un intervalo de tiempo. A este proceso se denomina desplazamiento de fase.
Para las cargas no inductivas como lámparas y calentadores eléctricos, el factor de potencia siempre es 1, y para cargas inductivas siempre es < 1.
El factor de potencia se puede expresar
por la relación entre la potencia aparente
y la efectiva.
P
cos ϕ = -----PS
El factor de potencia de las herramientas
eléctricas con motor universal es de 0.9 a
1.0, pero este valor se puede despreciar.
El factor de potencia de las máquinas y las
herramientas con corriente trifásica y los
motores CA es de aproximadamente 0.8,
valor que siempre se debe tener en cuenta.
340-372_temas-esp Page 364 Wednesday, January 30, 2002 8:35 AM
364
Generadores de Electricidad
2.0 Tensión
La tensión se indica en voltios y corresponde a la tensión de las cargas eléctricas. La tensión suministrada en Alemania
es 230 V monofásica y 400 V trifásica. Si
la carga recibe una tensión nominal menor, disminuye su desempeño. Si la tensión es mayor que el valor nominal, el
equipo queda sobrecargado y se calienta
en exceso.
La tensión que llega a la carga disminuye
un poco debido a las pérdidas en los cables durante la transmisión de la energía
eléctrica desde el generador hacia la carga.
2.1 Tolerancia de tensión
En general la red pública de energía suministra tensión en condiciones estables
por medio de reservas de potencia compatibles con la demanda proyectada.
Los grupos electrógenos que se usan para activar equipos mecánicos deben suministrar energía en las mismas condiciones. La tensión debe permanecer estable
independientemente del tipo de carga, de
las condiciones del ambiente, y de las situaciones de cambio de carga, dentro del
modelo técnico especificado para el equipo. Los cuidados técnicos y el material
adoptados para fabricar los equipos tienen una influencia considerable sobre la
tolerancia de la tensión. Pero, esto representa un costo adicional. La estabilidad
de la tensión en los generadores de electricidad de alta calidad está optimizada
en todos los niveles de potencia, lo que
significa que se puede trabajar sin riesgos de fallas hasta con cargas sensibles
a las fluctuaciones de tensión.
Independientemente de las condiciones
de la carga, los generadores de energía
deben crear una tensión aproximadamente igual a la tensión disponible en la
red pública.
Por eso la información del débito de potencia de un grupo generador no puede
dejar de lado la tensión creada. Por lo
tanto, para determinar la capacidad de
desempeño de un grupo generador, los
valores de potencia máxima creados por
debajo de los límites de tensión mencionados son irrelevantes.
2.2 Comportamiento de la tensión en
los generadores
La tensión (considerando todos los valores de tolerancia) suministrada por los
generadores se deben proyectar para
operar con los tipos de carga usuales.
Deben estar, por lo menos, dentro de la
tolerancia ± 10 % recomendada en la
norma DIN 6280.
Existen cuatro sistemas posibles para generadores con débito de potencia de hasta 10 kW que permiten una tensión estable útil.
2.2.1 Generadores no regulados
Este tipo de generador puede alcanzar
una tolerancia de tensión entre + 6% y 10% en todo el intervalo de cargas y sin
usar reguladores, apenas por medio del
número de espiras, la disposición del devanado, la estabilidad inherente y la masa del entrehierro (espacio entre el rotor
y el estator)
Ventajas:
– económico, sólido, poco sensible
Desventajas:
– es prácticamente imposible alcanzar
tolerancias de tensión más bajas.
2.2.2 Regulación compound
Provoca una excitación que depende de
la carga. O sea que una vez que el generador está cargado, la corriente de carga
circula a través del transformador de corriente (transformador compound) y crea
una corriente en el secundario. Esta corriente después de rectificada provoca
una excitación en el devanado del campo
auxiliar. La regulación compound no tiene
efecto sin carga. En este caso, solamente
la excitación básica mantiene la tensión
correcta en la operación en vacío.
Ventajas:
– buena respuesta de tensión (< ± 5%)
– buena reacción ante variación de sobretensión
– sólido
– no es susceptible a fallas
340-372_temas-esp Page 365 Wednesday, January 30, 2002 8:35 AM
Generadores de Electricidad
Desventajas:
– costo más elevado
– mayor peso
– volumen grande
2.2.3 Regulación electrónica
En el circuito de excitación del generador
se instala un módulo electrónico que aumenta o disminuye la corriente del campo, dependiendo de la condición de la
tensión. De esta forma la tensión se mantiene constante a lo largo de todo el intervalo de potencia, con una tolerancia de <
± 2,5 %.
Ventaja:
– excelente respuesta de tensión
Desventaja:
– costo elevado
2.2.4 Generador con regulación electrónica y compound
En este caso se combinan los dos métodos de regulación de la tensión para formar un sistema optimizado.
Ventaja :
– excelente respuesta de tensión y buena reacción variación de sobretensión
Desventaja :
– proceso complejo desde el punto de
vista técnico
– sólo se justifica para atender exigencias especiales
3. Corriente
La corriente se indica en amperios (A)
.Cuando se establece una tensión, a través de las cargas conectadas circula una
corriente eléctrica que depende de la resistencia encontrada.
Esta corriente libera calor y provoca pérdidas de tensión en los cables y en los
equipos. La cuantificación de estas pérdidas sirve, entre otras cosas, para calcular la potencia eléctrica. Algunos fabricantes consideran que la potencia nominal de los generadores es el producto de
la corriente máxima multiplicado por la
tensión nominal, pero esta potencia es
apenas teórica; en la práctica muchas veces no está disponible y sólo se puede
aprovechar durante cortos períodos.
365
4. Frecuencia
En las redes de distribución de energía
de Alemania y Europa la frecuencia es de
50 Hz. Este valor determina el número de
revoluciones de los motores eléctricos y
dispositivos de activación. Esta frecuencia se usa como standard para relojes
eléctricos y equipos de sonido (frecuencia de "clock"). Por este motivo es muy
importante mantener constante la frecuencia de la red eléctrica. En el caso de
generadores de electricidad la tolerancia
de la frecuencia no debe exceder el valor
de ± 5%. La frecuencia de un generador
eléctrico está determinada por el número
de revoluciones de su motor de activación. La precisión de rotación de los motores de combustión utilizados para crear
energía solamente es suficiente cuando
el motor de activación tiene reservas de
potencia.
5. Resumen
En los grupos generadores pequeños,
con un débito de potencia inferior a 10
kVA, se pueden utilizar tanto los generadores síncronos como los asíncronos.
La característica básica de un generador,
que es la de perder tensión con el aumento de carga, se debe amenizar adoptando medidas adecuadas.
La carga de potencia aparente (reactiva)
a través de los productos consumidores
representa una dificultad adicional.
Los generadores no proyectados reaccionan fácilmente ante un caída súbita de la
tensión. En este caso, las cargas conectadas sólo trabajan con restricciones o
sufren una parada total.
Para hacer frente a variaciones rápidos
de sobretensión - frecuentemente asociados a una demanda adicional de potencia
reactiva- el generador debe ser capaz de
utilizar sus reservas dinámicas. En este
caso el generador síncrono presenta una
gran ventaja sobre el asíncrono, debido a
su capacidad de almacenar energía magnetomotriz.
Las dimensiones y el peso de las partes
funcionales determinan la capacidad y las
características operacionales de un ge-
340-372_temas-esp Page 366 Wednesday, January 30, 2002 8:35 AM
366
Generadores de Electricidad
nerador. Las dimensiones externas pequeñas no siempre son señal de avance
tecnológico: muchas veces indican un bajo débito de potencia y poca reserva dinámica.
Protección eléctrica de los
generadores de electricidad
Cuando se trabaja con generadores de
electricidad es preciso adoptar las siguientes medidas de seguridad a fin de
proteger al operador:
– Protección contra contacto directo
– Protección contra contacto indirecto
medida adicional ya que éstos atienden
la norma en lo que se refiere a aislamiento de seguridad.
Si las normas generales de seguridad y
los reglamentos de los sindicatos no especifican nada, y si los equipos no se utilizan
con demanda creciente de energía, esta
medida de protección será suficiente.
1.0 ¿Qué significa "medida de protección/aislamiento" y cuál es su efecto?
En la red pública el cable neutro (N) está
normalmente conectado al cable de protección (PE) y a tierra; esto no se permite
en el sistema de aislamiento de seguridad.
Las normas y reglamentos VDE que sigue se aplican a la construcción y utilización de sistemas alternativos portátiles de
suministro de electricidad:
– DIN 6280 parte 10
(Pistones/ Motores de combustión)
– DIN 57100/VDE 0100 Parte 728
(Sistemas alternativos de suministro
de electricidad)
– DIN 57100/VDE 0100 Parte 410
(Protección contra choques eléctricos)
Protección contra contacto directo
Todas las partes de los generadores de
electricidad de alta calidad, en las cuales
puede haber una tensión alterna de más
de 24 V o de 60 V se deben construir y
encapsular de forma tal que garanticen
una protección eficiente contra contactos
accidentales.
Protección contra contacto indirecto
Las normas y reglamentos de seguridad
(DIN 6280 Parte 10; VDE 0100 Parte
728) recomiendan varias medidas para
los equipos de generación de energía
portátiles. La medida de seguridad que
se aplica más frecuentemente cuando se
utilizan generadores portátiles es la protección a través de la separación física de
los circuitos (aislamiento de seguridad).
Si el operador usa los generadores de calidad que se fabrican en serie como sistemas alternativos de suministro de energía, no tiene necesidad de ninguna otra
Terminal tierra
El aislamiento de seguridad evita que,
cuando la herramienta esté en cortocircuito con la masa, se cree una tensión de
contacto en el lado del secundario, entre
la carcasa conectada y tierra .
340-372_temas-esp Page 367 Wednesday, January 30, 2002 8:35 AM
Generadores de Electricidad
1.1 Protección contra la caída o la interrupción de la tensión
En el caso que se produzca un cortocircuito en la masa, la tensión debe caer
50V en 0.2 segundos. Esto se puede obtener por medio del sistema del generador o desconectando el disyuntor
automático. Para tener certeza de que la
corriente de actuación es aplicada con
seguridad, la resistencia de todos los
conductores conectados (cables de extensión, carretel o tambor del cable, etc.),
es decir el conjunto de las resistencias,
no pude ser mayor que 1,5 Ohm, lo que
significa que la longitud total de los cables de extensión o de la red de distribución móvil con sección transversal de 1,5
2
mm no puede ser superior a 60 m, y en
el caso de sección transversal de 2,5
2
mm , no puede exceder los100 m.
Aplicación
– Los generadores de electricidad se entregan en condiciones para ser usados
directamente sin necesidad de tomar
medidas de seguridad adicionales.
– Los sistemas de seguridad permanecen activos, aunque muchas cargas
operen simultáneamente.
– Los generadores de electricidad no necesitan contactos a tierra adicionales,
por ejemplo varillas. En este caso las
varillas de contacto a tierra pueden
servir apenas como pararrayos.
Esta medida de protección no es suficiente en el caso de riesgos específicos como:
– pulido húmedo
– instalación de cañerías/tubos
– montaje de estructuras de acero
– operaciones en calderas, etc.
1.2 La medida de protección ampliada
"aislamiento de seguridad con control
de la desconexión" GW 308, una directriz de DVGW (Asociación Alemana de
Especialistas en Agua y Gas)
Esta medida de protección permite controlar, durante la operación, la resistencia
de separación entre las partes activas y
367
el conductor de compensación de potencial. En el caso de que la resistencia caiga para un valor inferior a 100 Ohm (230
V= 23.000 Ohm) el generador desconecta las cargas automáticamente en el plazo de un segundo. En este caso no se
exige una limitación del alcance de la red
(máx. 60 m o 100 m) ni la condición de interrupción en el caso de cortocircuito con
la masa, o sea la reducción de la tensión
para menos de 50 V en 0,2 segundos.
Validez
Para protección de los equipos contra
contacto indirecto, instalación y operación de generadores alternativos o standby portátiles de corriente alterna o trifásica con tensión nominal entre 42 y 400V
utilizados en la obras de instalación y
mantencion de tubos para suministro de
energía a productos eléctricos en obras
de construcción.
Ventajas
Se puede usar para trabajos de alto riesgo como:
– pulido en húmedo
– instalación de tubos y cañerías
– montaje de estructuras de acero
– trabajos en calderas de acero
– conexión simultánea de varias cargas de
los tipos mencionados anteriormente
– no necesita ni instalar ni controlar un sistema de descarga a tierra (con varillas)
– se puede prolongar la longitud del cable porque no se aplican los criterios
de interrupción por cortocircuito con la
masa
– esta medida de protección puede ser
adoptada por cualquier usuario, aunque no sea electricista ni tenga conocimientos prácticos de electricidad
– el equipo de seguridad se puede verificar en cualquier momento, simplemente apretando un botón
Los generadores de electricidad con monitor de desconexión no se pueden utilizar como generadores alternativos o
stand-by para alimentar una red eléctrica
equipada con un disyuntor de falla FI
340-372_temas-esp Page 368 Wednesday, January 30, 2002 8:35 AM
368
Generadores de Electricidad
1.3 Medida de protección "disyuntor
de corriente de falla"
El disyuntor de corriente de falla FI consta de un circuito en el cual el disyuntor de
corriente de falla actúa automáticamente
en el caso de que una corriente de falla
más alta que la corriente de falla nominal
del disyuntor circule hacia el cable de
descarga a tierra, o el terminal tierra a través del conductor de protección o de masa.
El disyuntor de corriente de falla es un
dispositivo de control con un transformador de corriente que controla el sentido
de las corrientes que entran en el sistema. Si ocurre una falla, una parte de la
corriente deja de pasar por el transformador y vuelve a la fuente a través del cable
de descarga a tierra. El desequilibrio resultante en el transformador es el criterio
de actuación del disyuntor.
La carga se desconecta de la fuente en
0.2 segundos
Los generadores de electricidad con la
medida de protección "disyuntor de corriente de falla" deben ser aislados por
medio de una varilla de descarga a tierra.
1.4 Resumen
Aislamiento de seguridad simple
– caída de la tensión para menos de 50V
en un lapso de 0.2 segundos en el caso de fallas
– no necesita la varilla de descarga a tierra
Aislamiento de seguridad con control
– las cargas se desconectan de la red en
1 segundo
– no necesita la varilla de descarga a tierra
Medida de seguridad - disyuntor de corriente de falla
– desconexión automática de las cargas
en 0.2 segundos
– necesita la varilla de descarga a tierra
Importante : El aislamiento de seguridad
tiene que estar desactivado para permitir
que el disyuntor de la corriente de falla
funcione correctamente.
2.0 Longitud de los cables
Para atender a las medidas de protección
detalladas anteriormente y permitir que
la corriente del disyuntor actúe en forma
apropiada se recomiendan las siguientes
longitudes.
2.1 Conexión directa de una sola carga
En el caso de que esté conectado sólo un
dispositivo que consume energía, las longitudes máximas y las respectivas secciones transversales serán:
2
1,5 mm = 60 metros
2
2,5 mm = 100 metros
2.2 Conexión directa de varias cargas
En el caso de que estén conectados varios dispositivos que consumen energía
las longitudes máximas entre el generador y las cargas, y las respectivas secciones transversales serán:
2
1,5 mm 2x30 m = 60 metros en total
2
2,5 mm 2x50 m = 100 metros en total
2.3 Conexión a través del distribuidor
En el caso de que varias cargas de energía estén conectadas a través de un distribuidor intermediario portátil (carretel o
tambor) las longitudes máximas del cable entre el generador y el distribuidor,
más la longitud del cable entre las dos
cargas más distantes entre sí, y las respectivas secciones transversales serán:
2
1,5 mm
en total
2
2,5 mm
en total
30 m + 2x15 m = 60 metros
50 m + 2x25 m = 100 metros
En el caso de generadores de electricidad con control de aislamiento, no es necesario mantener el límite máximo de 60
m o 100 m de extensión de la red, ni las
condiciones de interrupción de 0.2 segundos en el caso de cortocircuito con la masa. Por este motivo longitudes máximas y
las respectivas secciones transversales
serán:
2
1,5 mm = 150 metros
2
2,5 mm =
250 metros
340-372_temas-esp Page 369 Wednesday, January 30, 2002 8:35 AM
Generadores de Electricidad
Generadores de electricidad con devanado adicional de baja tensión para
cargar baterías
Si un generador está equipado con un
devanado de baja tensión, con áreas de
contacto para, por ejemplo, cargar
baterías, este devanado debe estar eléctricamente aislado de los demás (El término técnico utilizado frecuentemente es
: separación galvánica)
Circuito sin protección eléctrica y, en
consecuencia, no permitido (conocido
como circuito autotransformador)
Enchufe con
tres patas
(tierra) 220V
Terminales abiertos
para cargar baterías
12/24 V
Circuito con protección eléctrica con
devanado separado para el circuito de
baja tensión de 230 V y circuito de
tensión continua de 12 V. Este circuito
debe ser utilizado preferentemente
con todos los generadores de electricidad con salida de CC para cargar la
batería
Enchufe con
tres patas
(tierra) 220V
Terminales abiertos
para cargar baterías
12/24 V
369
Cargas
Dependiendo de su principio de funcionamiento las máquinas eléctricas consumen potencia aparente o potencia activa.
Se puede determinar la demanda de potencia total de varias máquinas mediante
la suma vectorial de los valores de la potencia activa y la potencia aparente de
cada máquina individualmente. Para eso
hay que tener en cuenta que los datos de
potencia de los motores eléctricos en kW
se refieren a la potencia mecánica en el
eje de accionamiento. La potencia aparente consumida se obtiene multiplicando
la tensión por la corriente.
Por otro lado hay que tener en cuenta
que las cargas específicas tienen una alta demanda de potencia reactiva y efectiva después de funcionar y antes de alcanzar su estado de operación normal.
Forman parte :
– motores eléctricos (por ejemplo de refrigeradores) : demanda creciente de
potencia reactiva y activa para crear
un campo magnético y para acelerar
hasta alcanzar la velocidad de trabajo.
– transformadores de soldadura : demanda creciente de potencia reactiva
para crear el campo magnético del
transformador
– lámparas incandescentes de alta potencia (lámpara de proyección) : demanda creciente de potencia activa
hasta alcanzar la temperatura de trabajo.
Los generadores de electricidad utilizados para alimentar los productos mencionados deben ser capaces de soportar sobretensiones cortas de potencia activa o
reactiva.
Criterios para seleccionar un generador eléctrico
Para equipos de soldadura o cargas con
corrientes de partida altas, como bombas, se recomienda trabajar con grupos
de generadores síncronos.
Para equipos de iluminación, calentadores, herramientas eléctricas o pequeñas
cargas inductivas, se puede usar un grupo
equipado con generadores asíncronos.
340-372_temas-esp Page 370 Wednesday, January 30, 2002 8:35 AM
370
Generadores de Electricidad
Selección del generador eléctrico
Antes de elegir el generador eléctrico hay
que responder a las siguientes preguntas:
1. ¿Cuál es la potencia consumida por
las cargas?
2. ¿De qué tipo de carga se trata?
a) carga resistiva
b) carga inductiva
1.0 Selección del generador eléctrico
adecuado para las cargas resistivas
En el caso de cargas resistivas como:
– lámparas
– calentadores
– cocinas eléctricas
– herramientas eléctricas
– electrodomésticos
con motor universal, la suma de todas las
cargas conectadas da la potencia exigida
del generador en kW.
Si se suman todas las cargas conectadas
se obtiene la potencia exigida del generador en kW
Por ejemplo:
Se precisa una cierta energía eléctrica para alimentar cinco lámparas de 20 W cada
una y una cocina eléctrica de 500 W.
En este caso la potencia del generador
deberá ser:
5 x 20 W = 100 W
100 W + 500 W = 600 W
Sin embargo las cargas de alta potencia
como :
– amoladoras angulares
– taladros
– sierras circulares portátiles
– martillos rotativos
necesitan aproximadamente un 50% más
debido al aumento de la demanda de corriente de arranque (demanda de aceleración) y posibles sobrecargas.
Para las cargas citadas arriba la opción
correcta sería un generador asíncrono
que no precise mantencion.
2.0 Selección del generador eléctrico
adecuado para las cargas inductivas
Los siguientes datos estimativos se aplican a las cargas inductivas (motor asíncrono) con alta corriente de arranque:
2.1 Arranque sin carga
En el caso de arranque directo y operación sin carga, o sea antes que el motor
libere la potencia total, la potencia nominal del generador debe ser aproximadamente el doble de la potencia nominal de
la carga.
Esto se aplica, por ejemplo a:
– ventiladores
– sierras circulares
– desfibradores
– máquinas- herramientas mecánicas
sin carga, etc.
2.2 Arranque con carga total
Para que los motores asíncronos puedan
arrancar con carga total, especialmente
controladores y relés de protección, la
potencia nominal del generador debe ser
aproximadamente de 4 a 5 veces mayor
que la potencia nominal de la carga.
Algunos ejemplos:
Activación de masa grande como para
– Esteras transportadoras con carga
– Máquinas-herramienta
– Compresores
– Bombas con presión reversa
– Esteras transportadoras con carga y
máquinas de construcción
En el caso de arranque de cargas con alta inercia, como ascensores o motores de
grúas, este factor puede llegar a 8
Si se usa una llave triángulo- estrella para
el arranque sin carga no es necesario aumentar las dimensiones del generador.
La salida del generador eléctrico debe
ser aproximadamente el doble de la salida de la carga con arranque con carga
parcial.
Si se usa la llave triángulo- estrella no se
puede arrancar con carga total.
Se recomienda usar el generador síncrono para operar con el tipo de cargas
mencionadas y también con transformadores de soldadura.
2.3 Ejemplo
Para hacer una estimativa del arranque
de motores síncronos y asíncronos se
puede aplicar la siguiente fórmula:
340-372_temas-esp Page 371 Wednesday, January 30, 2002 8:35 AM
Generadores de Electricidad
371
Conexión de un sistema de iluminación
con cinco lámparas incandescentes de
200W/230V cada una y un motor de corriente trifásica con 2.0 kW/400V.
Este es un tipo de conexión mixta con un
consumidor inductivo y uno resistivo. Conectar el motor a la salida de 380 V del
generador de electricidad representa una
carga trifásica. Las cinco lámparas se conectan a la salida de 230 V.
da de un generador. La potencia nominal
se basa en los siguientes valores:
Cálculo de la carga monofásica máxima
Para seleccionar correctamente el generador eléctrico, hay que comenzar determinando la carga monofásica máxima para evitar la sobrecarga del generador.
El generador debe disponer de una potencia mayor en un valor factor 1/cosø .
cosø es el factor de potencia del motor
de corriente trifásica, que se supone tiene
el valor 0.8. Entonces la potencia suministrada por el generador será de 2 kW :
0.8 = 2,5 kVA
Considerando un factor de arranque AL
de 3,5 y una capacidad de sobrecarga del
generador asíncrono de 300 %, el resultado es:
2,5 kVA x 3,5 = 8,75 kVA : 3 = 3.0 kVA
Así sobre una fase del sistema de energía trifásica recae la carga de 1 kVA. Conectando las lámparas con 5 x 200 =
1000 W, la carga aumenta a 2.0 kVA. Si
se considera una capacidad de reserva
de 20 % se debe usar un generador de
1.20 + (3 x 2.0 kVA) = 7.2 kVA.
Si el lugar en que se instala el equipo y
las condiciones ambientales son muy diferentes de estos valores dados, va a
cambiar el débito de potencia del generador.
Los cambios de las especificaciones se
refieren apenas al motor de combustión,
pero esto, inevitablemente, va a afectar la
potencia de activación disponible para el
generador. En consecuencia si las condiciones ambientales cambian, la potencia
nominal estimada podrá cambiar también.
La potencia nominal especificada se tiene
que multiplicar por un "factor de reducción" de acuerdo con la siguiente fórmula:
P20 = P2 x a
P20 = potencia real disponible de salida
del generador eléctrico (k VA)
P2 = potencia de salida estimada (kVA)
a = fator de reducción
El factor de reducción se encuentra en
una tabla
La presión atmosférica y la temperatura
ambiente media influyen mucho en el valor del factor de reducción, aunque la influencia de la humedad es menor. Esto
se ve mejor con un ejemplo.
2.4 Corrección de altitud
La potencia de un motor de combustión
depende de la presión atmosférica o
barométrica (hPa), de la humedad relatio
va (%), y de la temperatura ambiente C .
Los datos de potencia de un generador
se identifican con los valores de estos
tres factores ambientales.
En la fórmula, los valores de altitud y temperatura ambiente media son conocidos.
En los casos en los que no se conoce la
humedad relativa se debe suponer un valor medio igual a 60 %. Las tres magnitudes afectan el valor de la energía de sali-
Presión
atmosférica
981 hPa equivalente a 280 m sobre el
nivel del mar
Temperatura
+ 20 °C
Humedad relativa
60%
2.4.1 Ejemplo
Un generador eléctrico con una potencia
nominal estimada de 5 kVA trabaja en un
lugar que está a 2000 m de altitud, una
o
temperatura media de 20 C y humedad
relativa ambiente de 60% ¿Cuál es la potencia de salida (kVA) esperada?
De acuerdo con la fórmula
P 20 (kVA) = P 2 (kVA) x a
P 20 (kVA) = 5 x 0.8
P 20 = 4 kVA
340-372_temas-esp Page 372 Wednesday, January 30, 2002 8:35 AM
372
Generadores de Electricidad
2.4.2 Determinación del factor de reducción a
El resultado de la fórmula se debe colocar en el gráfico que sigue.
Humedad
Altitud sobre
el nivel
del mar
Temperatura
ambiente
Factor de reducción a